TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第4页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 4/29 3.1.2. 3.1.2. 3.1 . 2. 3.1.2. 供給 供給 供給 供給モ ード モード モード モード PSC 動作は、二つの 供給形式(供給 モード)があります 。それは 、指定 した基板枚数毎 に指定した 供 給時間 で供給 を行う 枚 数 間隔 枚…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
3/29
さらに、PSC 機能には、以下の機能を含んでいます。
シリンジ内はんだ切れ予告/警告機能(「4.2.1. はんだ切れ予告/警告機能」)
マスク上への自動はんだ段取り機能(「4.2.3. はんだ往復線引き供給機能」)
自動運転中の PSC 動作結果(ローリング幅測定結果、供給はんだ量)推移グラフ表示機能
(「4.2.5.PSC 動作結果の出力機能」)
3
33
3.
..
. 設定方法
設定方法設定方法
設定方法
本機能を使用するための設定は以下の通りです。
3.1.
3.1.3.1.
3.1. マシン
マシンマシン
マシン設定
設定設定
設定
3.1.1.
3.1.1.3.1.1.
3.1.1. 工場設定
工場設定工場設定
工場設定
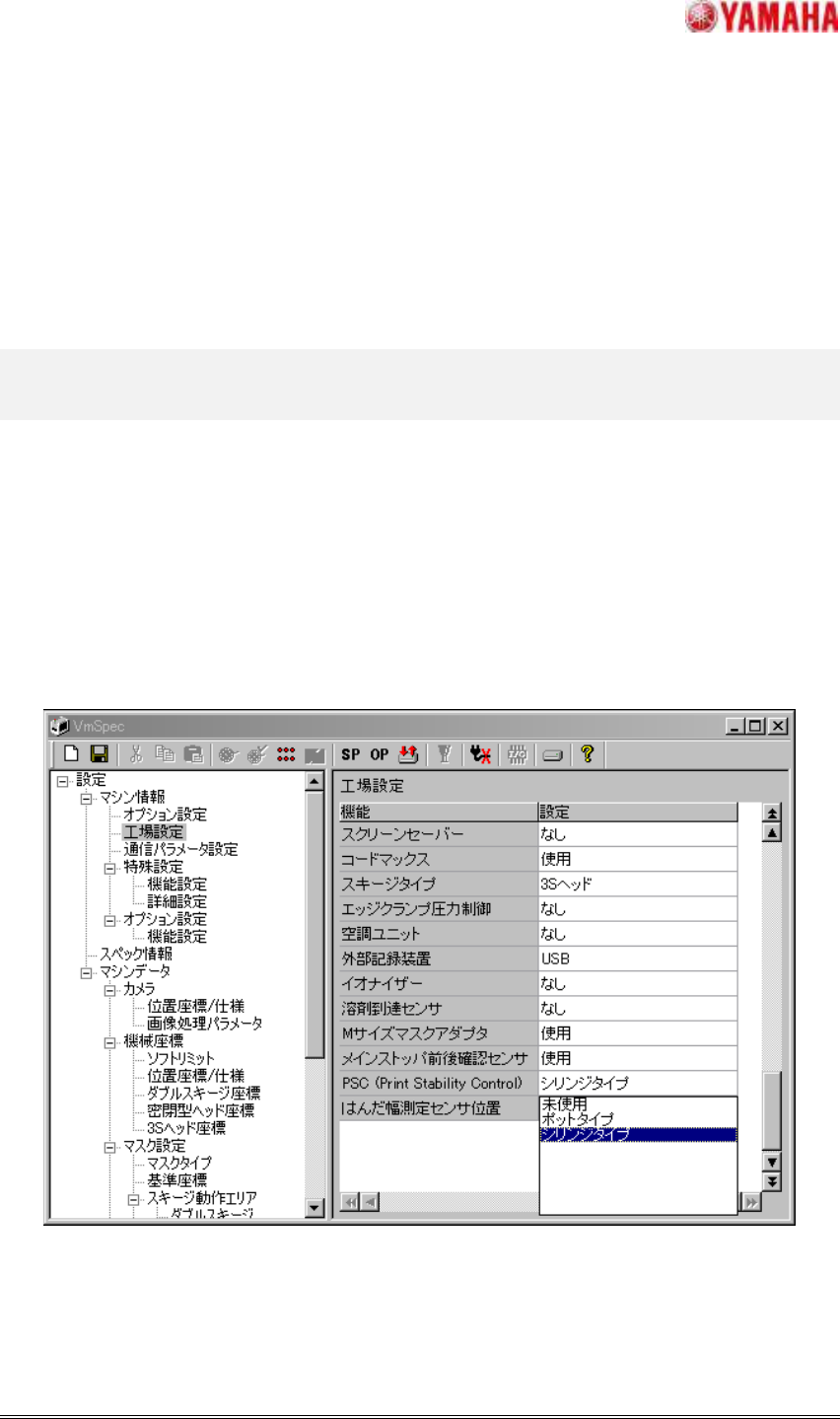
[マシン設定]において、[設定]–[マシン情報]–[工場設定] で、「PSC(PrintStabilityControl)」に
“シリンジタイプ”を設定します。(図 3.1.1.1.)
※ 設定変更時は、保存後、マシンを再起動してください。
図 3.1.1.1. 工場設定
※ 本機能のための詳細な設定は、「7.2.PSC 設定」を参照ください。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
4/29
3.1.2.
3.1.2.3.1.2.
3.1.2. 供給
供給供給
供給モード
モードモード
モード
PSC 動作は、二つの供給形式(供給モード)があります。それは、指定した基板枚数毎に指定した供
給時間で供給を行う枚数間隔
枚数間隔枚数間隔
枚数間隔モード
モードモード
モードと、ローリング幅測定結果から目標幅への供給時間を自動計算し、
目標とするローリング幅を一定に保つフィードバックモード
フィードバックモードフィードバックモード
フィードバックモードです。
ここでは、その供給モードの設定方法を説明します。動作の詳細は、「4.1. 自動運転/ローリング時
の動作」を、その他のパラメータの説明は、「7. 付録」を参照ください。
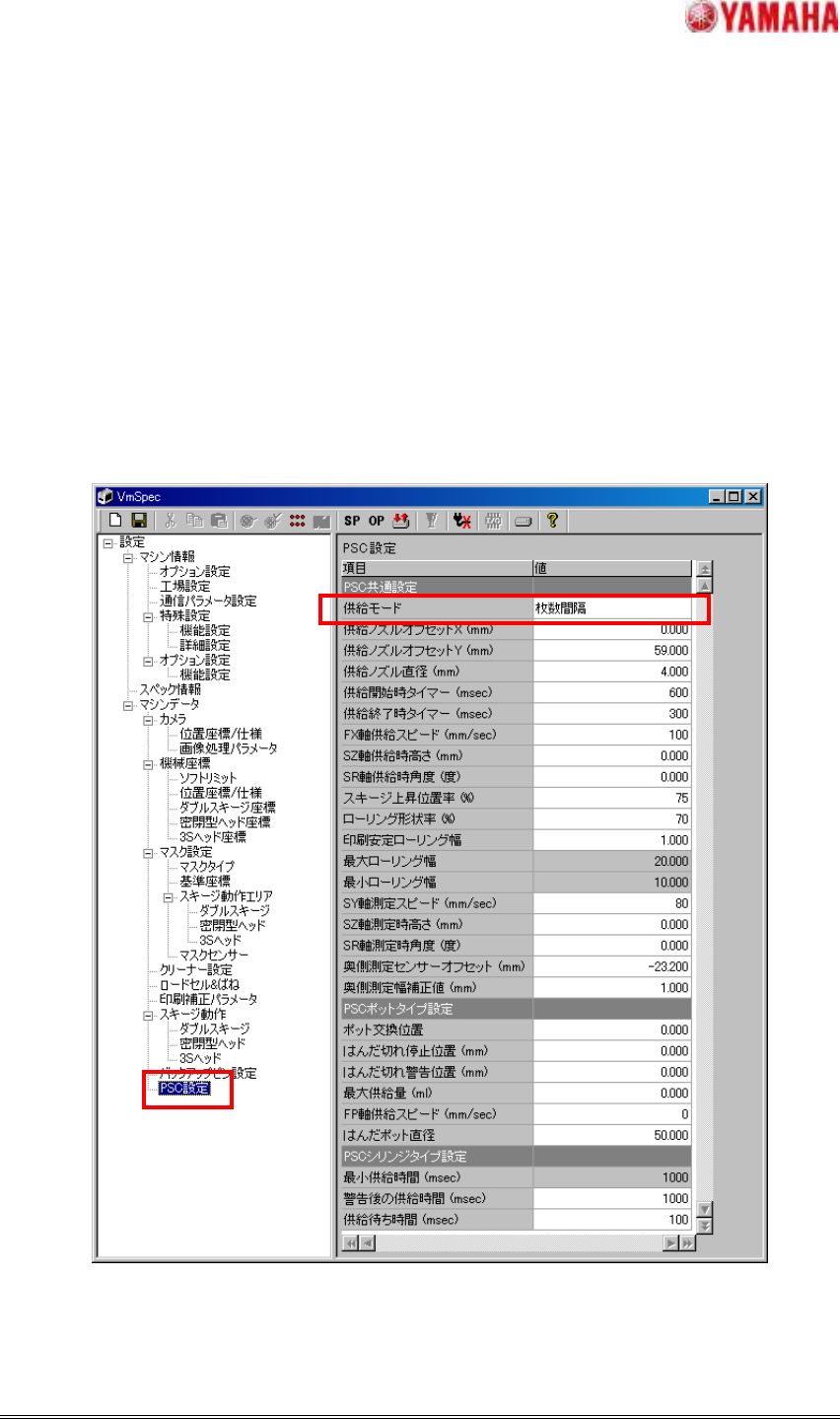
「3.1.1. 工場設定」にて、本機能を有効にすると、マシン設定画面の左側ツリービューに、[設定] -
[マシンデータ]–[PSC 設定]が追加されます。
[PSC 設定]画面より、「供給モード」を “枚数間隔”、“フィードバック”から選択ください。
図 3.1.2.1.PSC 設定
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
5/29
3.2.
3.2.3.2.
3.2. 基板
基板基板
基板データ
データデータ
データ
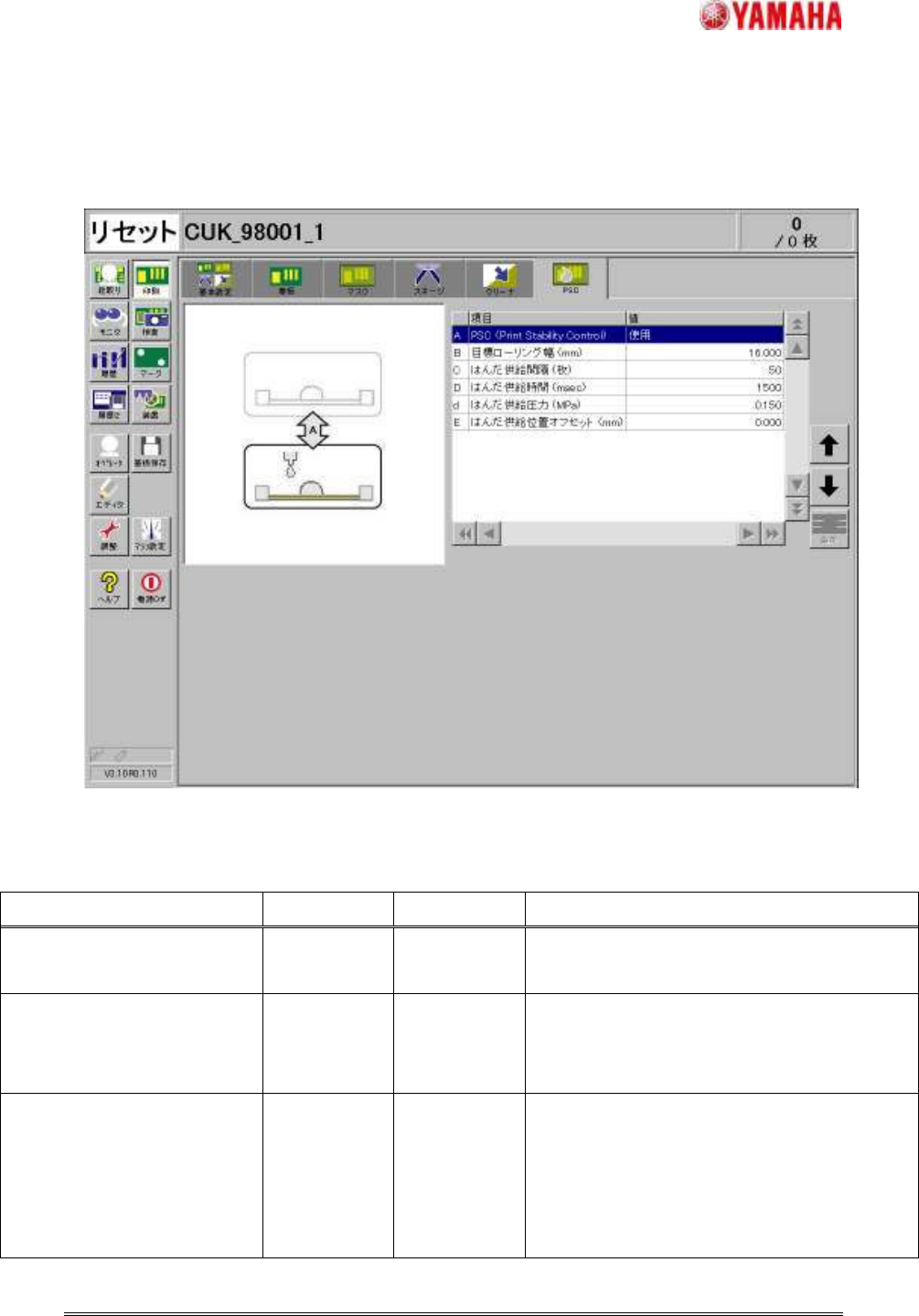
本機能を有効にすると、[印刷]画面に[PSC]タブが表示されます。
図 3.2.1.[印刷]-[PSC]タブ
表 3.2.2. 基板データパラメータ
項目 初期値 入力範囲 内容
PSC(PrintStabilityControl) 未使用 未使用/使用 本基板データで「PSC」の使用、未使用を設定し
ます。
目標ローリング幅 (mm) 16.000 0.000~99.999 目標とするローリング幅を指定します。
※枚数間隔モード時は、段取り時のはんだ線引
き供給時間を算出するためだけに使用します。
はんだ供給間隔 (枚) 50 0~9999 生産中にはんだを供給するタイミングを指定しま
す。一回のはんだ供給で何枚の基板を印刷する
かを指定してください。印刷中に指定枚数分の印
刷を行った後、以下の「はんだ供給時間 (msec)」
だけはんだを供給します。