TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第27页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 27/29 表 7.2.2 .PSC 共通設定 パラメータ 項目 初期値 入力範囲 内容 供給モード 枚数間隔 枚数間隔/ フィードバック 供給モードを指定 します 。 枚数間 隔 枚数間 隔 枚数間 隔 枚数間 隔 : : : : 基 板 デ ー タ で…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
26/29
※ はんだ供給装置は、スキージの手前側に取り付くため、復路印刷(奥から手前への印刷)後
に供給する場合、マスク開口上にはんだの付着したスキージが位置することになり、印刷不
良やマシン内部へのはんだ落下の可能性があります。そのため、往路印刷後にのみはんだ
供給動作を実施します。
7.2.PSC
7.2.PSC7.2.PSC
7.2.PSC 設定
設定設定
設定
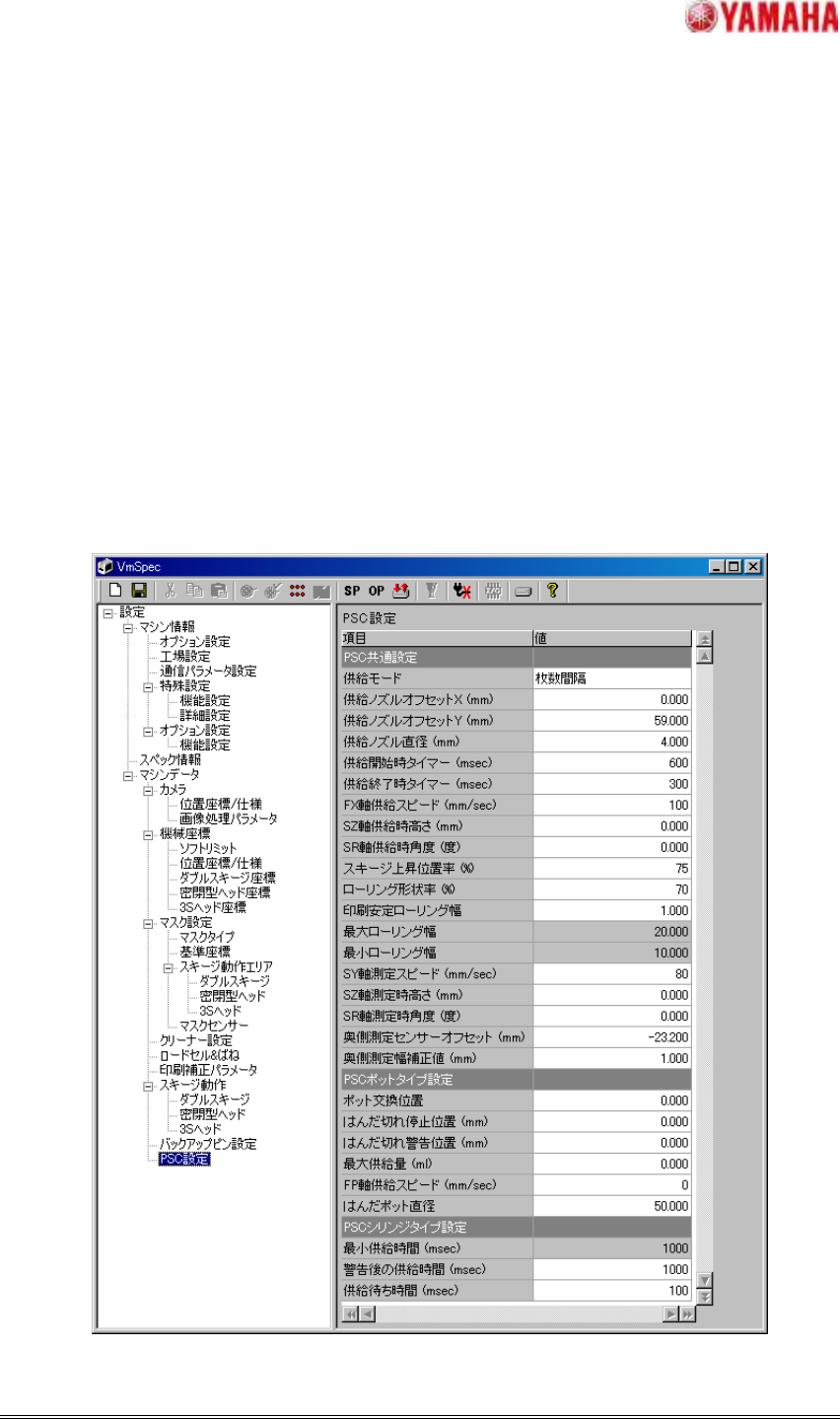
PSC 動作を行うための[マシン設定]の詳細設定項目を説明します。基本的には工場出荷時に設定
してある値をご使用ください。
「3.1. マシン設定」にて、本機能を有効にすると、左側ツリービューに、[設定] - [マシンデータ] –
[PSC 設定]が追加されます。
図 7.2.1.PSC 設定
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
27/29
表 7.2.2.PSC 共通設定パラメータ
項目 初期値 入力範囲 内容
供給モード 枚数間隔 枚数間隔/
フィードバック
供給モードを指定します。
枚数間隔
枚数間隔枚数間隔
枚数間隔:
::
:
基板データで指定した供給間隔、供給時間で供給を
繰り返すモードです。
フィードバック
フィードバックフィードバック
フィードバック:
::
:
ローリング幅測定結果から基板データの「目標ローリ
ング幅 (mm)」にするための供給時間を自動決定し、
ローリング幅を安定させるモードです。
※
※※
※詳細
詳細詳細
詳細は
はは
は「
「「
「4.
4.4.
4. 動作詳細
動作詳細動作詳細
動作詳細」
」」
」を
をを
を参照
参照参照
参照ください
くださいください
ください。
。。
。
供給ノズルオフセット X(mm) 0.000 -999.999~
999.999
供給ノズルのスキージ中心からの X 方向オフセット量
を設定します。通常、初期値を設定してください。
供給ノズルオフセット Y(mm) 59.000 -999.999~
999.999
供給ノズルの SR 軸回転中心からの Y 方向オフセット
量を設定します。通常、初期値を設定してください。
供給ノズル直径 (mm) 4.000 0.000~99.999 供給ノズルの直径を指定します。供給量の算出に使
用していますので、正しく設定してください。
供給開始時タイマー (msec) 600 0~9999 供給を開始してから FX 軸が動作を開始するまでの時
間を設定します。
供給終了時タイマー (msec) 300 0~9999 供給を停止してからはんだカッター動作を開始するま
での時間を設定します。
FX 軸供給スピード (mm/sec) 100 0~999 供給時の FX 軸移動速度を設定します。
SZ 軸供給時高さ (mm) 0.000 -99.999~
99.999
供給動作時の SZ 軸高さを設定します。通常、初期値
を設定してください。
SR 軸供給時角度 (度) 0.000 0.000~
180.000
供給動作時の SR 軸アタック角度を指定します。通
常、初期値を設定してください。
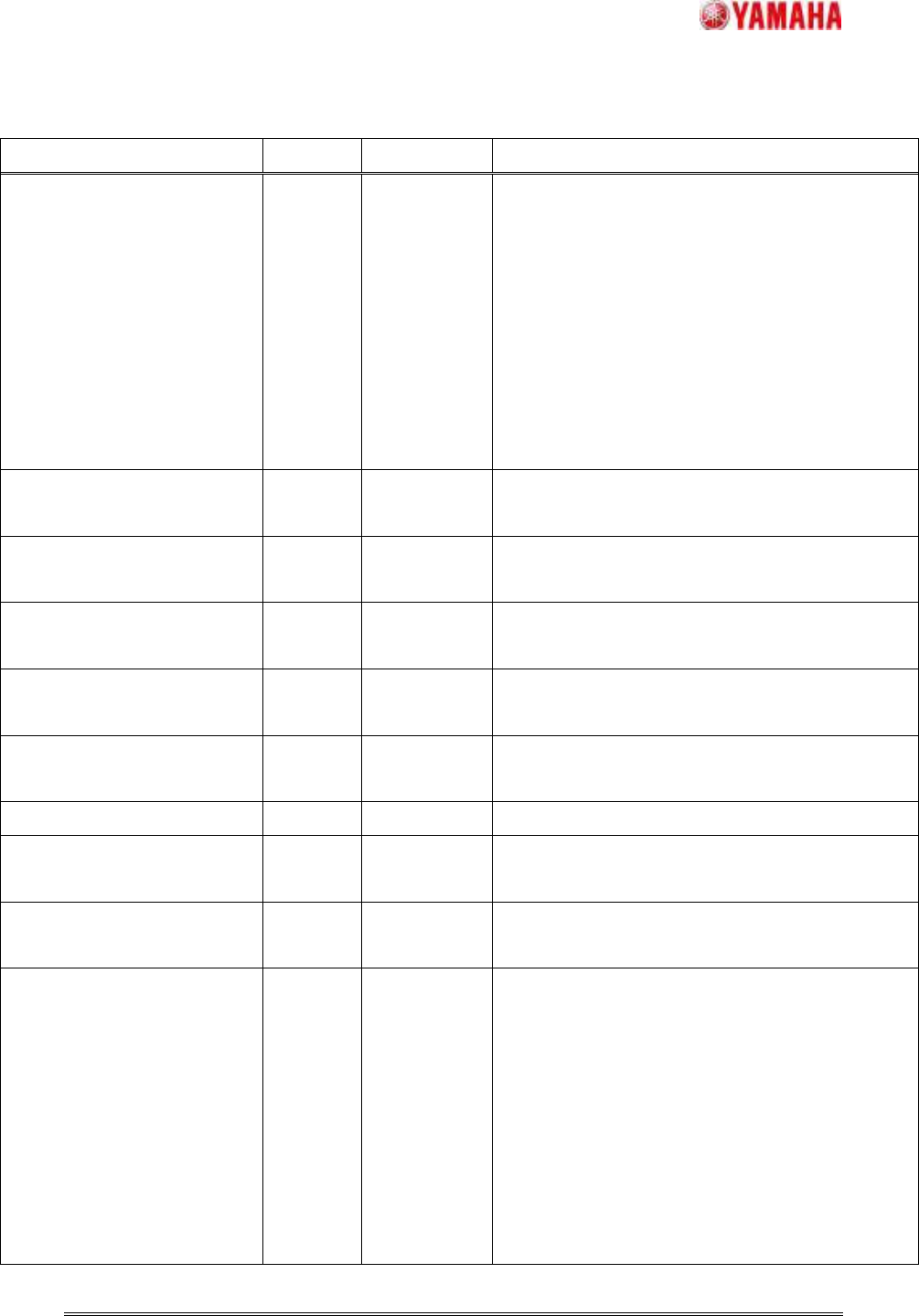
スキージ上昇位置率 (%) 75 0~100 印刷終了後のスキージ上昇位置を、基板データの
「目標ローリング幅 (mm)」からの割合で指定します。
※“0”が入力されていると、印刷終了後のスキージ位
置のまま上昇します。“100”が入力されていると、印
刷終了 後のス キージ位 置から 「目標ローリング幅
(mm)」分移動した位置に上昇します。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
28/29
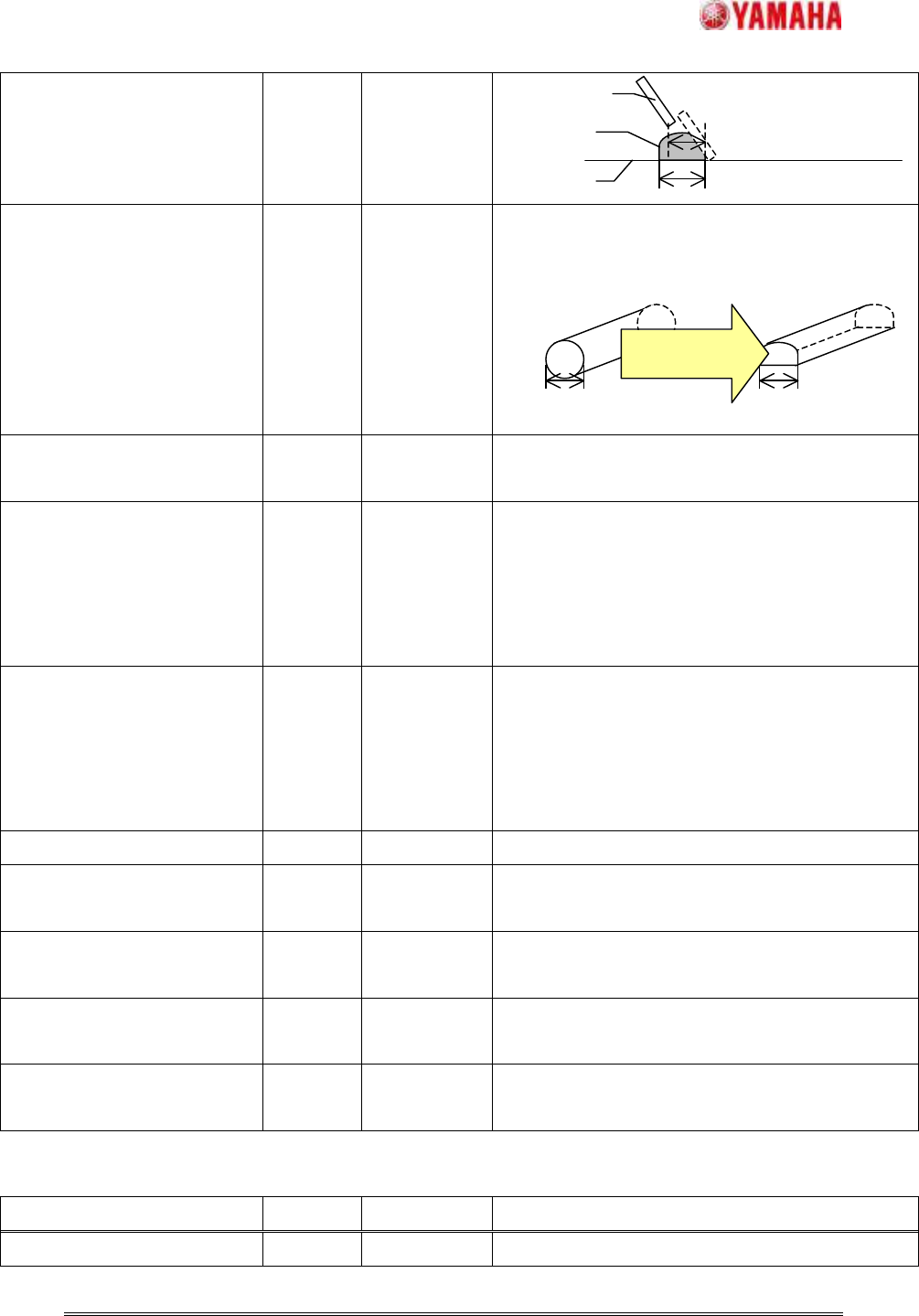
ローリング形状率 (%) 70 0~100 供給量算出の際に使用するはんだローリング断面形
状を、ローリング幅を直径とする真円からの割合で指
定します。
印刷安定ローリング幅 1.000 0.000~99.999 基板データの「目標ローリング幅 (mm)」からの減少
量をこの値の範囲内になるように制御します。
最大ローリング幅 20.000 0.000~99.999 基板データの「目標ローリング幅 (mm)」の入力最大
値です。この値は、変更が行えなくなっています。
※この値を超えてしまうと、ローリング中のはんだが
スキージ全体に行き渡り、均等なローリング形状を形
成できなくなることがあります。
最小ローリング幅 10.000 0.000~99.999 基板データの「目標ローリング幅 (mm)」の入力最小
値です。この値は、変更が行えなくなっています。
※この値を下回ると、ローリングされたはんだがスキ
ージとともに上昇し、正しく印刷が行えなくなることが
あります。
SY 軸測定スピード (mm/sec) 80 0~999 測定動作時の SY 軸移動速度を指定します。
SZ 軸測定時高さ (mm) 0.000 -99.999~
99.999
測定動作時の SZ 軸高さを指定します。通常、初期値
を設定してください。
SR 軸測定時角度 (度) 0.000 0.000~
180.000
測定動作時の SR 軸アタック角度を指定します。通
常、初期値を設定してください。
奥 側 測 定セ ン サ ー オ フ セ ッ ト
(mm)
-23.200 -999.999~
0.000
測定センサーの SR 軸回転中心からの Y 方向オフセッ
ト量を設定します。通常、初期値を設定してください。
奥側測定幅補正値 (mm) 1.000 0.000~99.999 測定センサーの測定結果に加算する値を設定しま
す。
表 7.2.3.PSC シリンジタイプ設定パラメータ
項目 初期値 入力範囲 内容
最小供給時間 (msec) 1000 0~999999 供給時の最小供給時間(吐出開始してから制御でき
目標ローリング幅
(目標ローリング幅 ×
スキージ上昇位置率 (%))
スキージ
はんだ
マスク
ローリング幅 ローリング幅
ローリング形
状率
(
%)