TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第16页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 16/29 4.2.5.P SC 4.2.5.P SC 4.2.5.P SC 4.2.5.P SC 動作結果 動作結果 動作結果 動作結果 の の の の 出力機能 出力機能 出力機能 出力機能 PSC 動作結 果 (は んだ 供 給時間 と ローリン グ幅 測定結 果) を…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
15/29
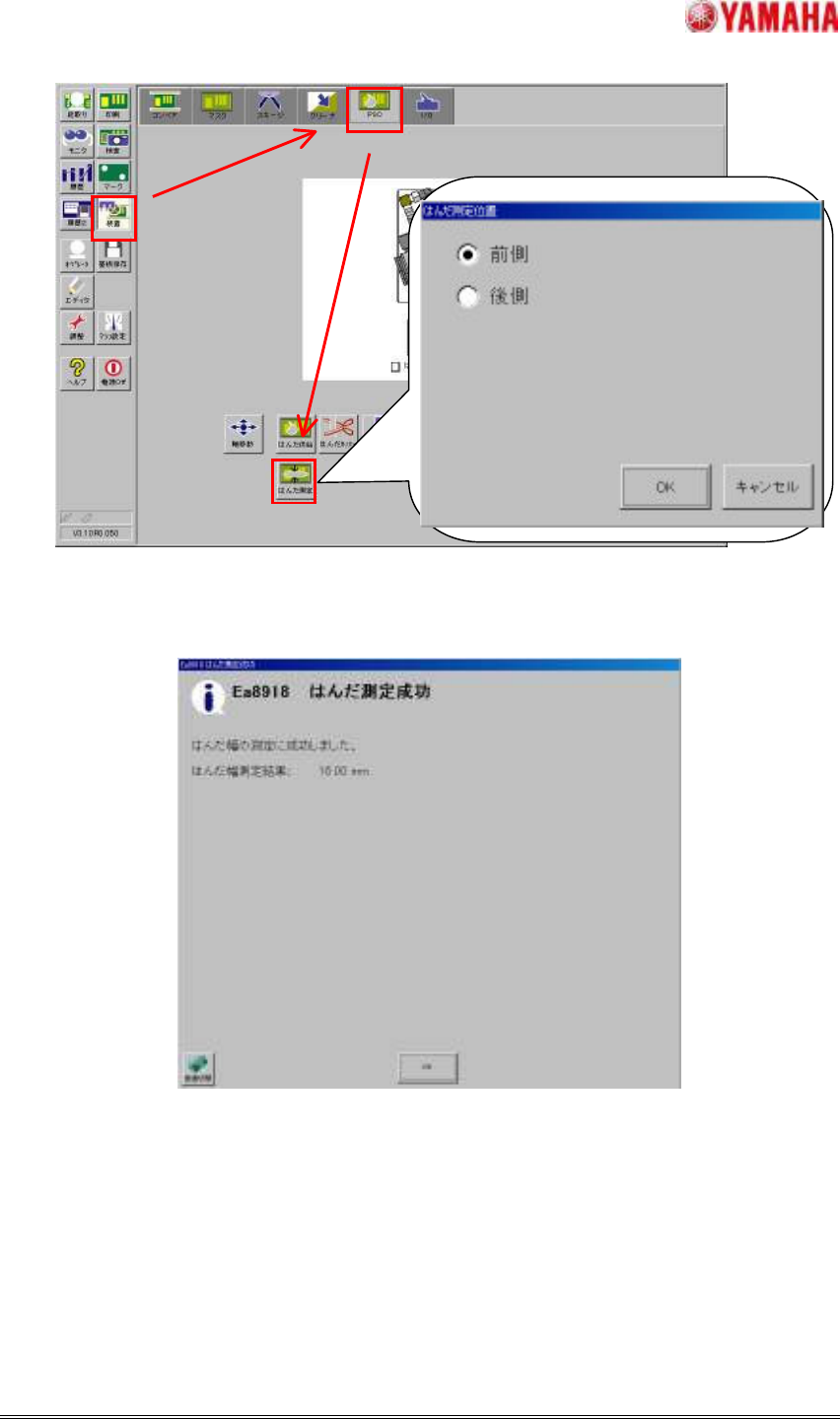
図 4.2.4.1. ローリング幅測定動作(測定位置の選択)
図 4.2.4.2. 「Ea8918 はんだ測定成功」メッセージ
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
16/29
4.2.5.PSC
4.2.5.PSC4.2.5.PSC
4.2.5.PSC 動作結果
動作結果動作結果
動作結果の
のの
の出力機能
出力機能出力機能
出力機能
PSC 動作結果(はんだ供給時間とローリング幅測定結果)を基板生産枚数毎に履歴に出力したり、
時間推移を表示したりすることができます。
生産履歴
生産履歴生産履歴
生産履歴への
へのへの
への出力
出力出力
出力
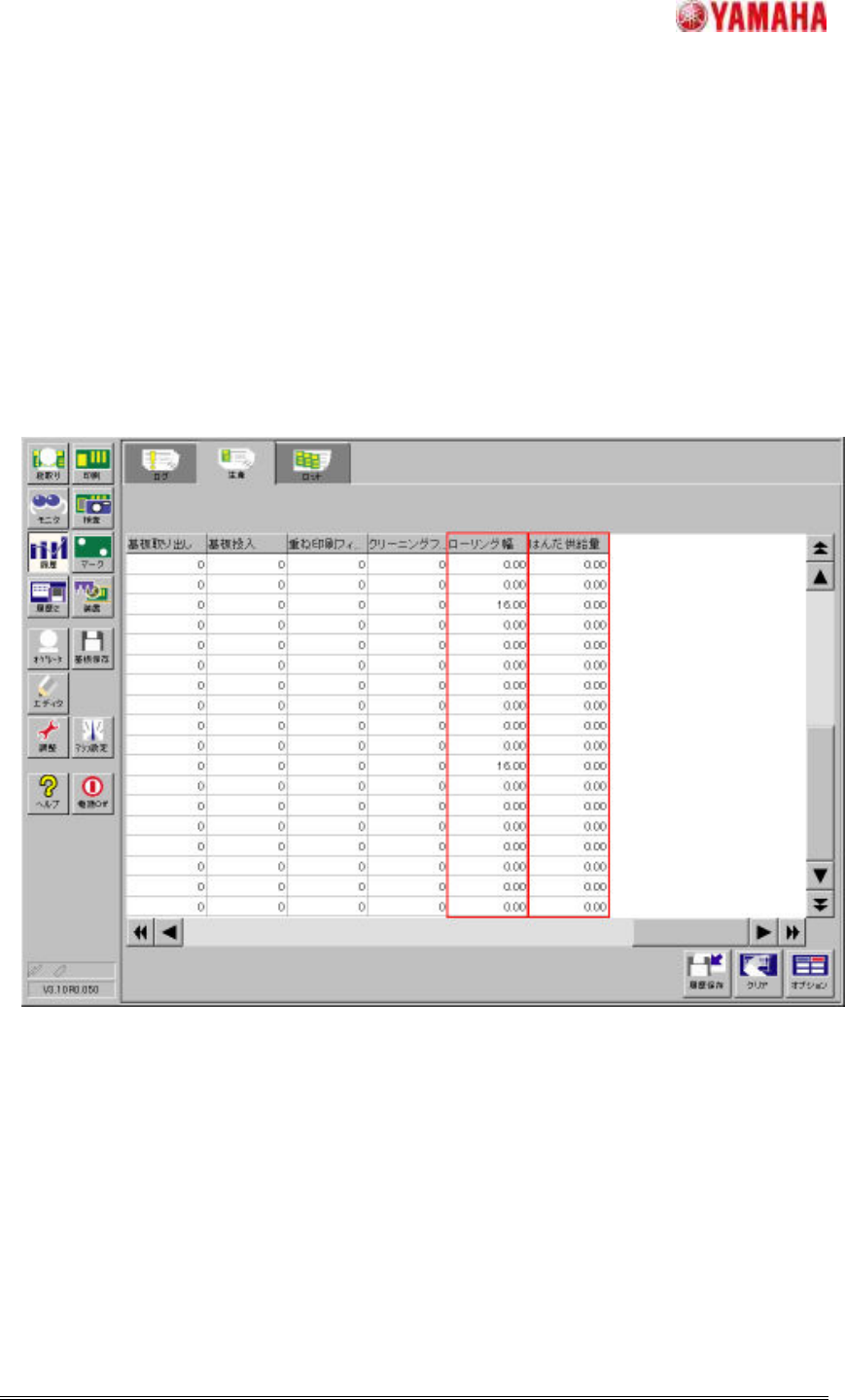
従来からある生産履歴([履歴] - [生産]画面)に、新たに「ローリング幅 (mm)」列と「はんだ供給量
(msec)」列が追加され、生産基板毎の PSC 動作結果を出力することができます。
生産履歴に出力することで、CSV ファイル出力することができ、オフラインでの結果解析等に役立て
ることができます。
図 4.2.5.1.[履歴]-[生産]画面
PSC
PSCPSC
PSC 推移
推移推移
推移グラフ
グラフグラフ
グラフの
のの
の出力
出力出力
出力
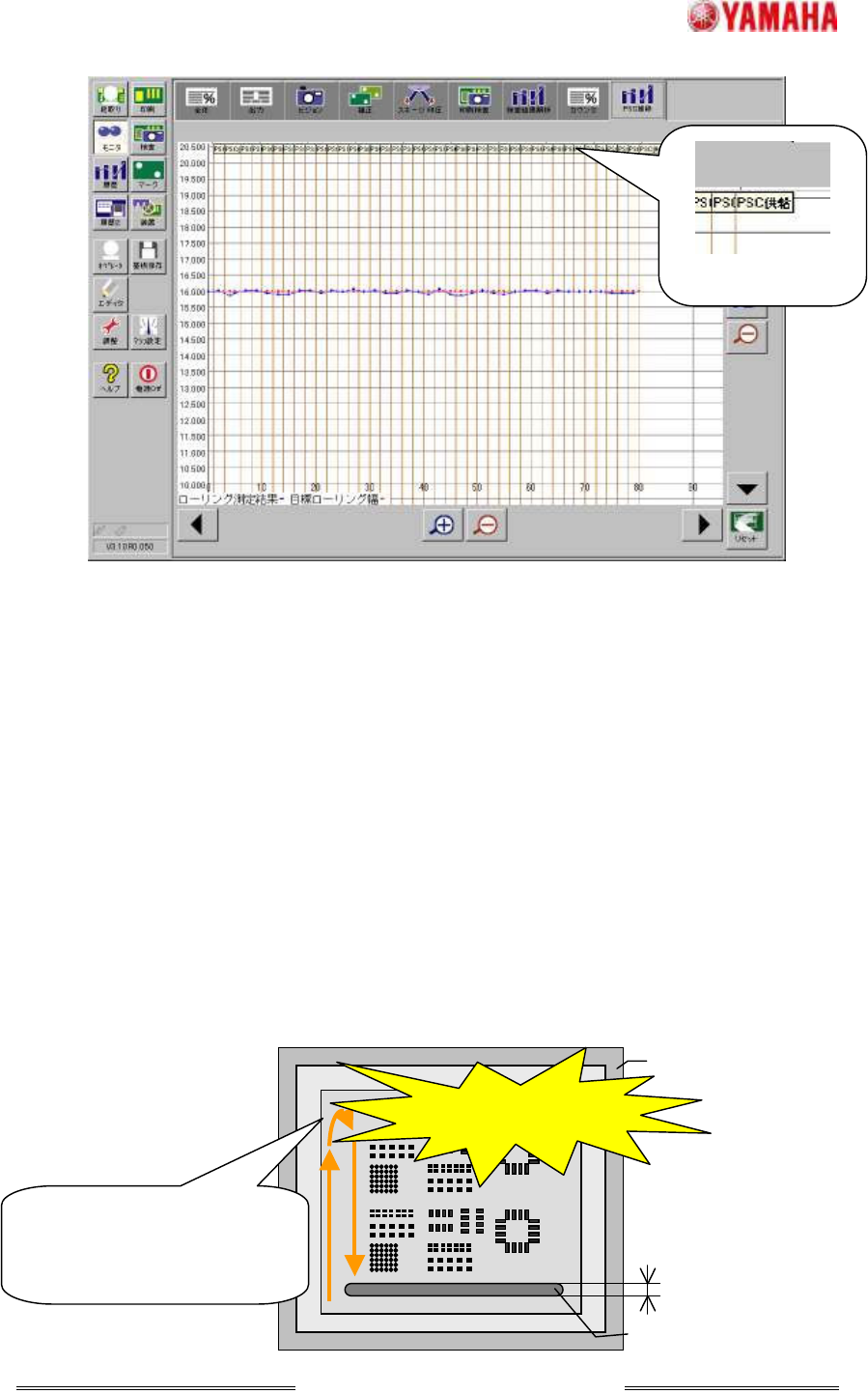
横軸に生産基板枚数と縦軸にローリング幅測定結果をプロットした PSC 推移グラフにて、ローリング
幅の生産基板毎の推移を視覚的に確認することができます。赤線は基板データの「目標ローリング幅
(mm)」、青線はローリング幅測定結果を表しています。また、供給を行った場合は、「PSC 供給」という
フラグを立て、供給動作が行われたことを一目で確認することができるようになっています。ただし、こ
こでは供給時間は確認できません。生産履歴でご確認ください。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
17/29
図 4.2.5.2.[モニタ]-[PSC 推移]
印刷検査結果解析
印刷検査結果解析印刷検査結果解析
印刷検査結果解析グラフ
グラフグラフ
グラフへの
へのへの
への出力
出力出力
出力
はんだが供給されることで充填量が変化するため、検査結果へ影響を与える可能性があります。そ
のため、従来までの検査結果解析の推移グラフ上に、「クリーニング」や「はんだ供給停止」のイベント
と同様、「PSC 供給」というフラグを立て、そのタイミングが一目で分かるようになっています。
4.2.6.
4.2.6.4.2.6.
4.2.6. 印刷時間増加警告機能
印刷時間増加警告機能印刷時間増加警告機能
印刷時間増加警告機能
PSC 装置取り付け位置レイアウト上の制約より、供給動作は必ず奥側(往路印刷後)で行われます。
このことより、往復印刷設定の場合、往復印刷の途中であっても供給動作が実行されてしまい、印刷
時間が増加する可能性があります(「2.2. 装置概要」参照)。したがって、[印刷]-[スキージ]-[片道/
往復]を“往復”に設定した場合、できうる限り、各クリーニング後の充填補正や重ね印刷フィードバック
設定の[片道/往復]設定も“往復”に設定し、また、復路印刷から印刷を開始し、往復途中で供給動作
が行われないようにしてください。
「PSC 供給」フラグ
マスク
はんだ
ローリング幅
往復印刷設定で、往路印刷から
印刷が開始された場合、往復印
刷途中であっても、供給動作を
実行します。
供給時間がそのまま印
刷時間を増加させる。
図 4.2.6.1. 印刷時間の増加