TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第22页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 22/29 STEP4 STEP4 STE P4 STEP4 はんだ はん だ はん だ はん だ 初 期供給 初期供 給 初期供 給 初期供 給 ( ( ( ( はんだ はんだ はんだ はんだ 往復 線引 往復線引 往復線引 往復線引 き き き き 供給 供給 供給 供給 ) )…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
21/29
STEP3
STEP3STEP3
STEP3
吐出確認
吐出確認吐出確認
吐出確認と
とと
と供給圧力
供給圧力供給圧力
供給圧力の
のの
の設定
設定設定
設定
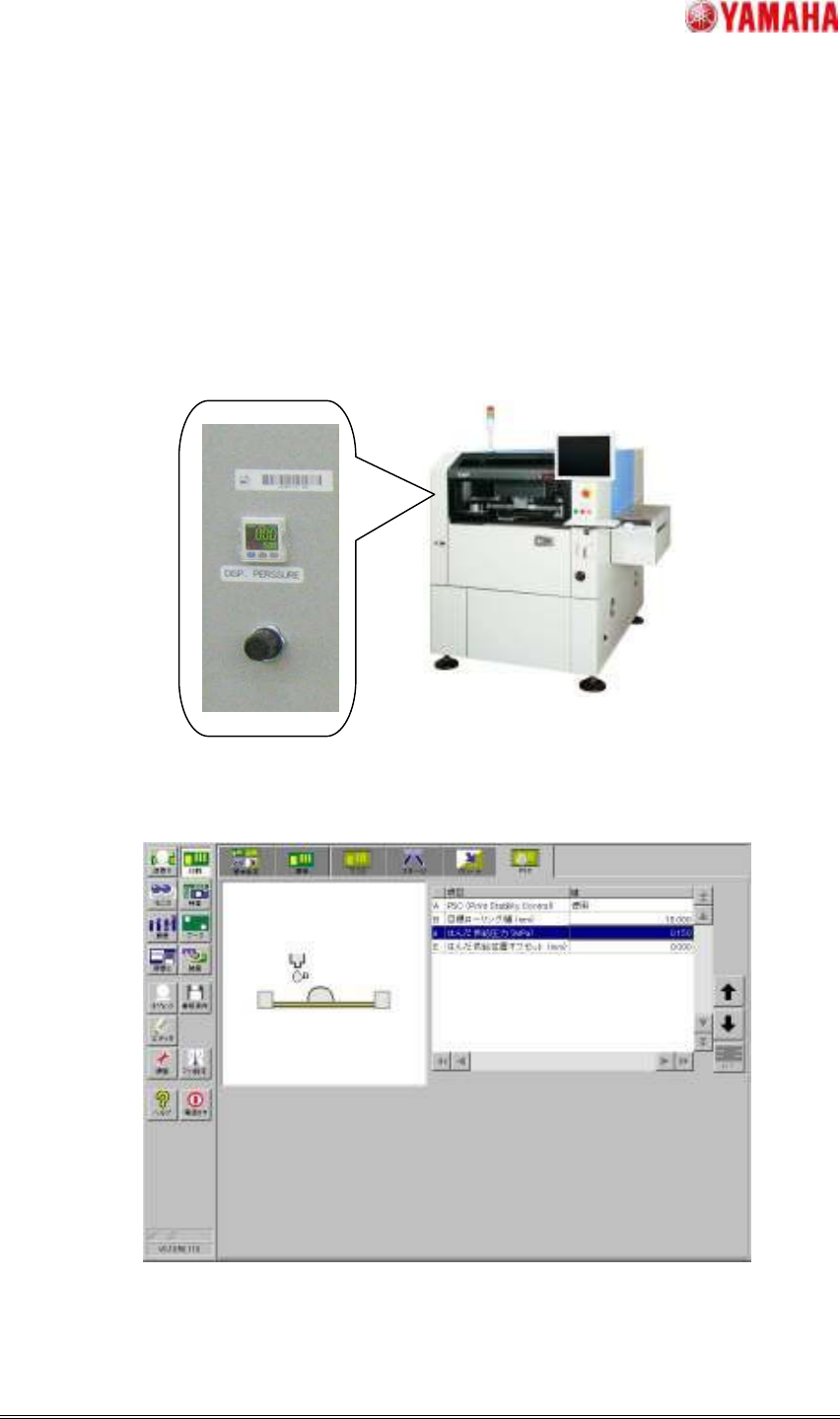
[印刷]-[PSC]-[はんだ供給圧力 (MPa)]に設定されている圧力通りに、マシン正面向かって左
側カバー上方にあるレギュレータの設定圧力を変更してください。
マシン内部にはんだが落下しないように、供給装置をマスク上の作業しやすいスペースに移動さ
せ、[装置]-[PSC]-[はんだ吐出]ボタンを押下し、はんだがノズルから吐出されることを確認してく
ださい。吐出されない場合は、STEP2 に戻り、供給ノズル・アタッチメントの取り付けとエアージョイン
トの取り付け状態を確認し、供給圧力が正しいかも併せて確認ください。
図 5.4. マシン外観とエアー圧力レギュレータ
図 5.5. 供給圧力確認
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
22/29
STEP4
STEP4STEP4
STEP4
はんだ
はんだはんだ
はんだ初期供給
初期供給初期供給
初期供給(
((
(はんだ
はんだはんだ
はんだ往復線引
往復線引往復線引
往復線引き
きき
き供給
供給供給
供給)
))
)
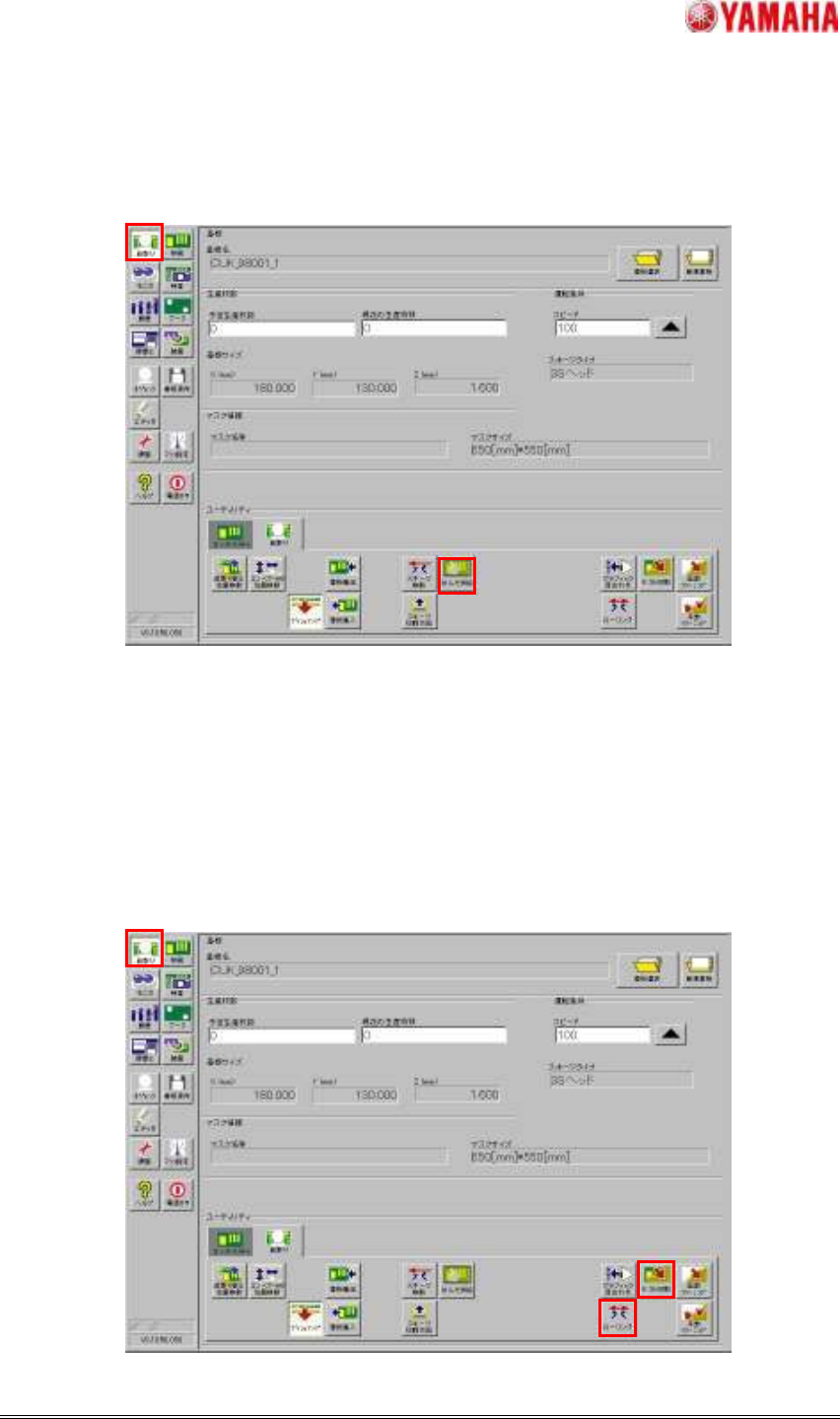
[段取り]-[段取り]-[はんだ供給](もしくは、[装置]-[PSC]-[はんだ供給])にて、はんだ初期供
給を行ってください。
図 5.6. はんだ初期供給
STEP5
STEP5STEP5
STEP5
ローリング
ローリングローリング
ローリング/
//
/テスト
テストテスト
テスト印刷
印刷印刷
印刷
[段取り]-[段取り]-[ローリング]にて、ローリングに使用する基板を搬入し、ローリング運転を行
ってください(マスク上のローリング形状を整えます)。ローリング後は、使用した基板は取り除いてく
ださい。
その後、[段取り]-[段取り]-[テスト印刷]を行い、印刷条件を確定してください。
図 5.7.[段取り]-[段取り]-[ローリング]、[テスト印刷]
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
23/29
S
SS
STEP6
TEP6TEP6
TEP6
生産開始
生産開始生産開始
生産開始
オペレーションパネルの「START」ボタンを押下して、自動運転状態にしてください。上流工程から
基板が搬入されると、基板搬入・固定、基板フィデューシャル認識、マスクフィデューシャル認識、版
合わせ、印刷動作、版離れ、PSC 動作、基板固定解除・搬出の流れで、自動運転が行われます。
自動運転中にステータスエリアに「はんだ切れ」が表示されたら、はんだシリンジを用意してくださ
い。あらかじめ予備の供給ノズルを新しいシリンジに取り付けておくと、はんだシリンジ交換がスムー
スに行えます。
STEP7
STEP7STEP7
STEP7
生産
生産生産
生産終了後
終了後終了後
終了後の
のの
の後片付
後片付後片付
後片付け
けけ
け
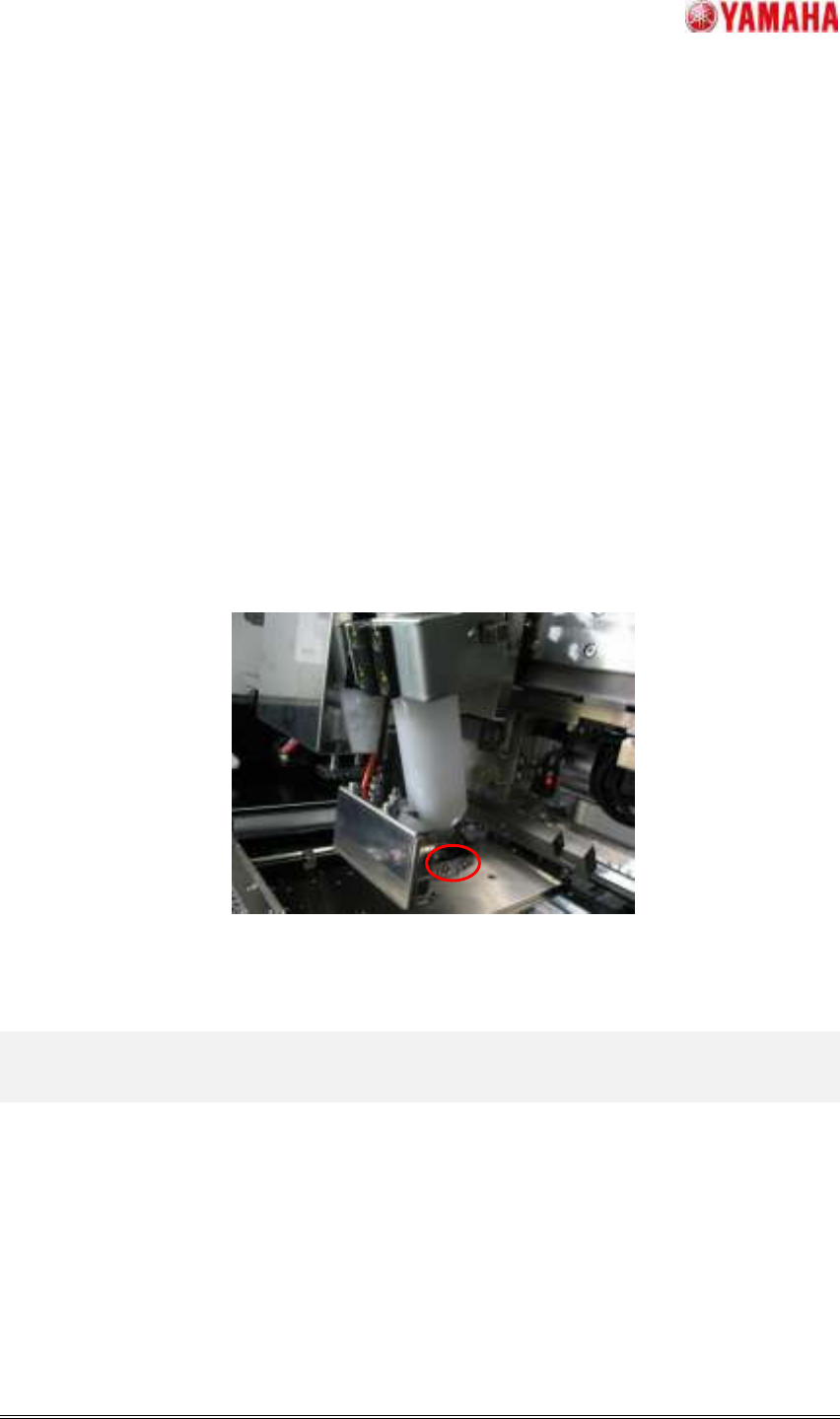
生産が終了したら、マスク上のはんだの回収、マスク・スキージの清掃、供給ノズル・はんだカッタ
ーの清掃を行ってください。はんだカッターは正面向かって右側からビス二本で取り付けてあります
ので、ドライバーで取り外し、清掃してください。清掃後は、再度取り付けてください。
※取り外したビスは紛失しないようにしてください。
図 5.8. はんだカッタービス取り付け位置