TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第23页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 23/29 S S S S TEP6 TEP6 TEP6 TEP6 生産開 始 生産 開始 生産 開始 生産 開始 オペレ ー ショ ンパ ネ ルの「 ST ART」 ボ タン を押 下し て、自 動運転状 態 に して く だ さい。上 流 工 程から 基板 が…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
22/29
STEP4
STEP4STEP4
STEP4
はんだ
はんだはんだ
はんだ初期供給
初期供給初期供給
初期供給(
((
(はんだ
はんだはんだ
はんだ往復線引
往復線引往復線引
往復線引き
きき
き供給
供給供給
供給)
))
)
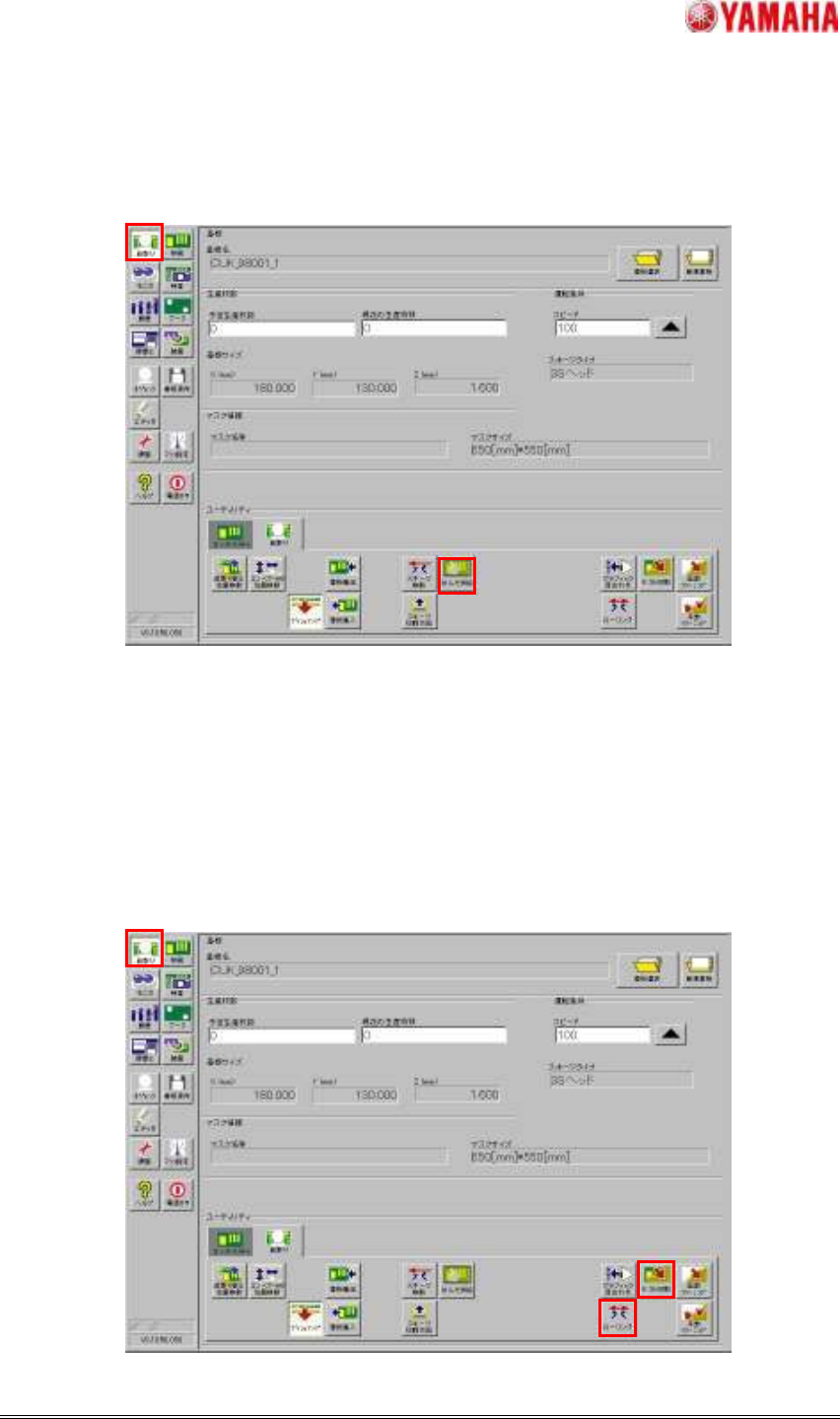
[段取り]-[段取り]-[はんだ供給](もしくは、[装置]-[PSC]-[はんだ供給])にて、はんだ初期供
給を行ってください。
図 5.6. はんだ初期供給
STEP5
STEP5STEP5
STEP5
ローリング
ローリングローリング
ローリング/
//
/テスト
テストテスト
テスト印刷
印刷印刷
印刷
[段取り]-[段取り]-[ローリング]にて、ローリングに使用する基板を搬入し、ローリング運転を行
ってください(マスク上のローリング形状を整えます)。ローリング後は、使用した基板は取り除いてく
ださい。
その後、[段取り]-[段取り]-[テスト印刷]を行い、印刷条件を確定してください。
図 5.7.[段取り]-[段取り]-[ローリング]、[テスト印刷]
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
23/29
S
SS
STEP6
TEP6TEP6
TEP6
生産開始
生産開始生産開始
生産開始
オペレーションパネルの「START」ボタンを押下して、自動運転状態にしてください。上流工程から
基板が搬入されると、基板搬入・固定、基板フィデューシャル認識、マスクフィデューシャル認識、版
合わせ、印刷動作、版離れ、PSC 動作、基板固定解除・搬出の流れで、自動運転が行われます。
自動運転中にステータスエリアに「はんだ切れ」が表示されたら、はんだシリンジを用意してくださ
い。あらかじめ予備の供給ノズルを新しいシリンジに取り付けておくと、はんだシリンジ交換がスムー
スに行えます。
STEP7
STEP7STEP7
STEP7
生産
生産生産
生産終了後
終了後終了後
終了後の
のの
の後片付
後片付後片付
後片付け
けけ
け
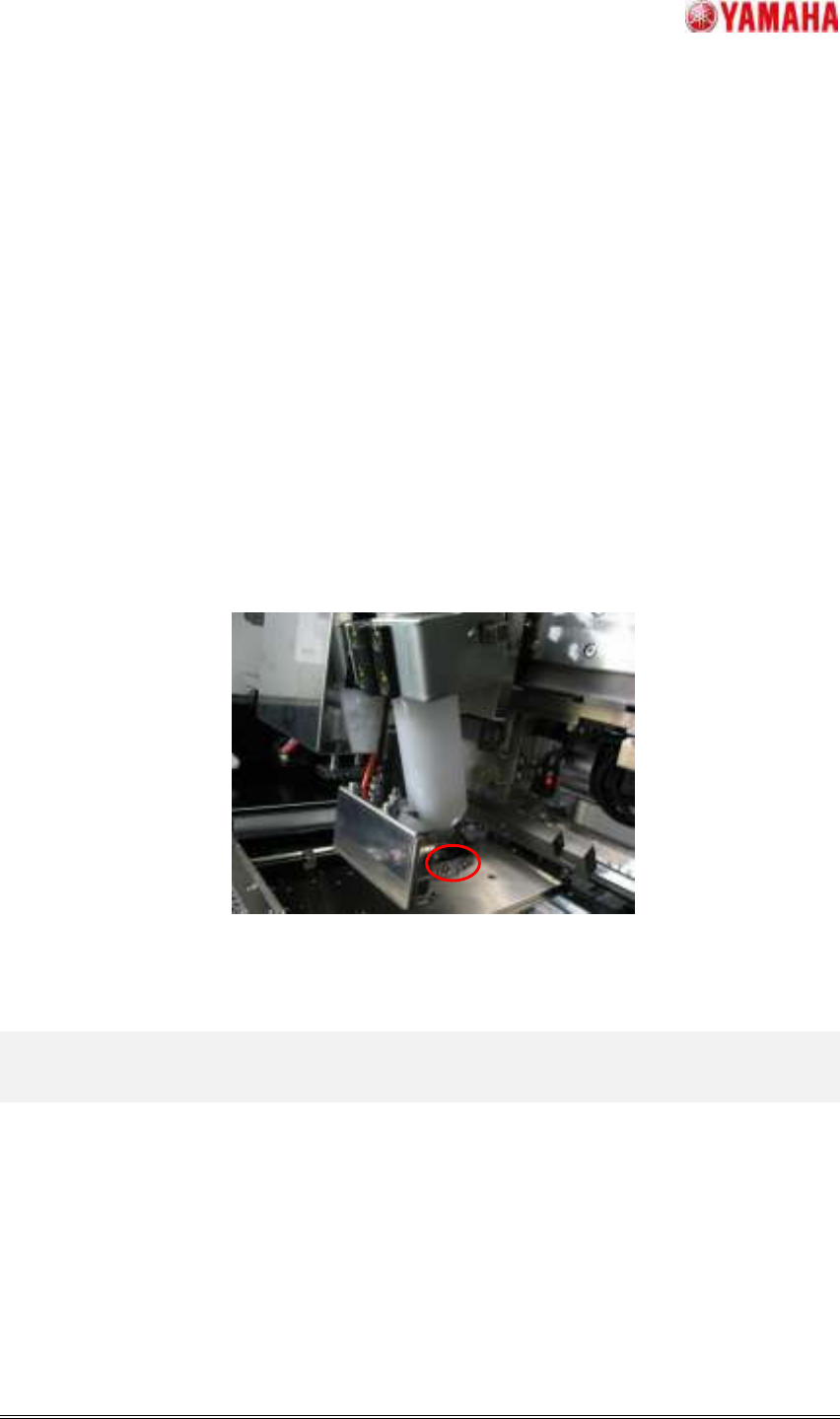
生産が終了したら、マスク上のはんだの回収、マスク・スキージの清掃、供給ノズル・はんだカッタ
ーの清掃を行ってください。はんだカッターは正面向かって右側からビス二本で取り付けてあります
ので、ドライバーで取り外し、清掃してください。清掃後は、再度取り付けてください。
※取り外したビスは紛失しないようにしてください。
図 5.8. はんだカッタービス取り付け位置

ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
24/29
6.
6.6.
6. 制限事項
制限事項制限事項
制限事項
印刷機 YSP、3S ヘッド限定の装置・機能です。
Printer テキスト形式の基板データには対応していません。YGZ 形式で保存してください。
従来の印刷機 YGP で基板データを保存すると、「目標ローリング幅 (mm)」などの新たに追加され
たパラメータが初期化されることがあります。V2.46STDR1.000 以降のバージョンでは対応されて
いますので、バージョンアップを行ってください。
本機能を使用する場合、従来の「はんだ供給停止」機能は使用できません。使用する場合は、本
機能を無効にしてください。
はんだ供給動作は往路印刷後
※
に実施されます。そのため、往復印刷設定の基板データの場合、
往復途中にはんだ供給が実行され、印刷時間が増加してしまう可能性があります。
※ はんだ供給装置は、スキージの手前側に取り付くため、復路印刷(奥から手前への印刷)後
に供給する場合、マスク開口上にはんだの付着したスキージが位置することになり、印刷不
良やマシン内部へのはんだ落下の可能性があります。そのため、往路印刷後にのみはんだ
供給動作を実施します。
供給動作は奥側でのみ行われるため、復路印刷後に供給タイミングに達していても供給動作は
行われません。
ローリング幅測定動作は、上記供給動作の制約同様、センサー位置がスキージ奥側に存在する
ため、復路印刷後・往路印刷前にのみ行います。
マスク上に十分なはんだ量が残存していても、シリンジ内のはんだが切れてしまった場合、はん
だシリンジを交換するよう促し、基板搬送後にマシンが停止します。その後交換しない場合、自動
運転を開始することができません。
使用できるマスク・スキージサイズに制限はありませんが、スキージサイズを超えての線引き供給
動作は行いません。そのため、スキージサイズは正しく設定する必要があります
※
。
※ 基板データに設定されたスキージ長さが、生産に使用するスキージ長さと異なると、以下の問
題が発生しますので、正しく設定してください。
設定されたスキージ長さより生産に使用するスキージ長さの方が長い場合、はんだ供
給量が少なく算出され、必要なはんだ量が供給されません。
設定されたスキージ長さより生産に使用するスキージ長さの方が短い場合、実物のス
キージ長さを超えて往復線引き供給が行われます。そのため、スキージ両サイドには
んだが付着し、印刷不良を発生させる可能性がありますし、供給装置がマスク枠に干
渉する可能性があります。
マスクアダプタを使用するマスクが取り付いている場合、はんだ供給時の FX 軸移動範囲は、
330mm に限定されます。たとえ 400mm 幅以上のスキージを取り付けたとしても、330mm 範囲内で
しか動作できません。