TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第13页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 13/29 は ん だ 未 供 給状 態で 、 自動 運転 / ロ ー リ ン グ/ テス ト 印 刷 を 行 おう と す る と 、 「 Ea8914 は ん だ 供 給 未 完了( 図 4 .2.3.2.) 」を発 生 し、線 引き 供給を 行っ て から 再度動 作す るよ うに促 し ま…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
12/29
表 4.2.2.2.[装置–[PSC]画面内のボタン押下時の動作一覧
ボタン名 内容
はんだ供給 はんだ往復線引き供給を行います。詳細は、「4.2.3. はんだ往復線引き供給
機能」を参照ください。
はんだ測定 ローリング幅測定動作を行います。詳細は、「4.2.4. ローリング幅測定機能」
を参照ください。
はんだ吐出 はんだシリンジへのエアー供給を行い、はんだ吐出を行います。この時、は
んだカッターが閉じていれば、自動的にはんだカッターを開きます。ただし、過
剰に供給が行えないように 2 秒間のみ吐出を行い、自動的に停止します。停
止すると、はんだカッターは自動的に閉じられます。
はんだカッター はんだカッターの開閉を行うことができます。このとき、画面中央の装置図に
は、はんだカッターセンサーの状態が表示されます。
4.2.3.
4.2.3.4.2.3.
4.2.3. はんだ
はんだはんだ
はんだ往復線引
往復線引往復線引
往復線引き
きき
き供給機能
供給機能供給機能
供給機能
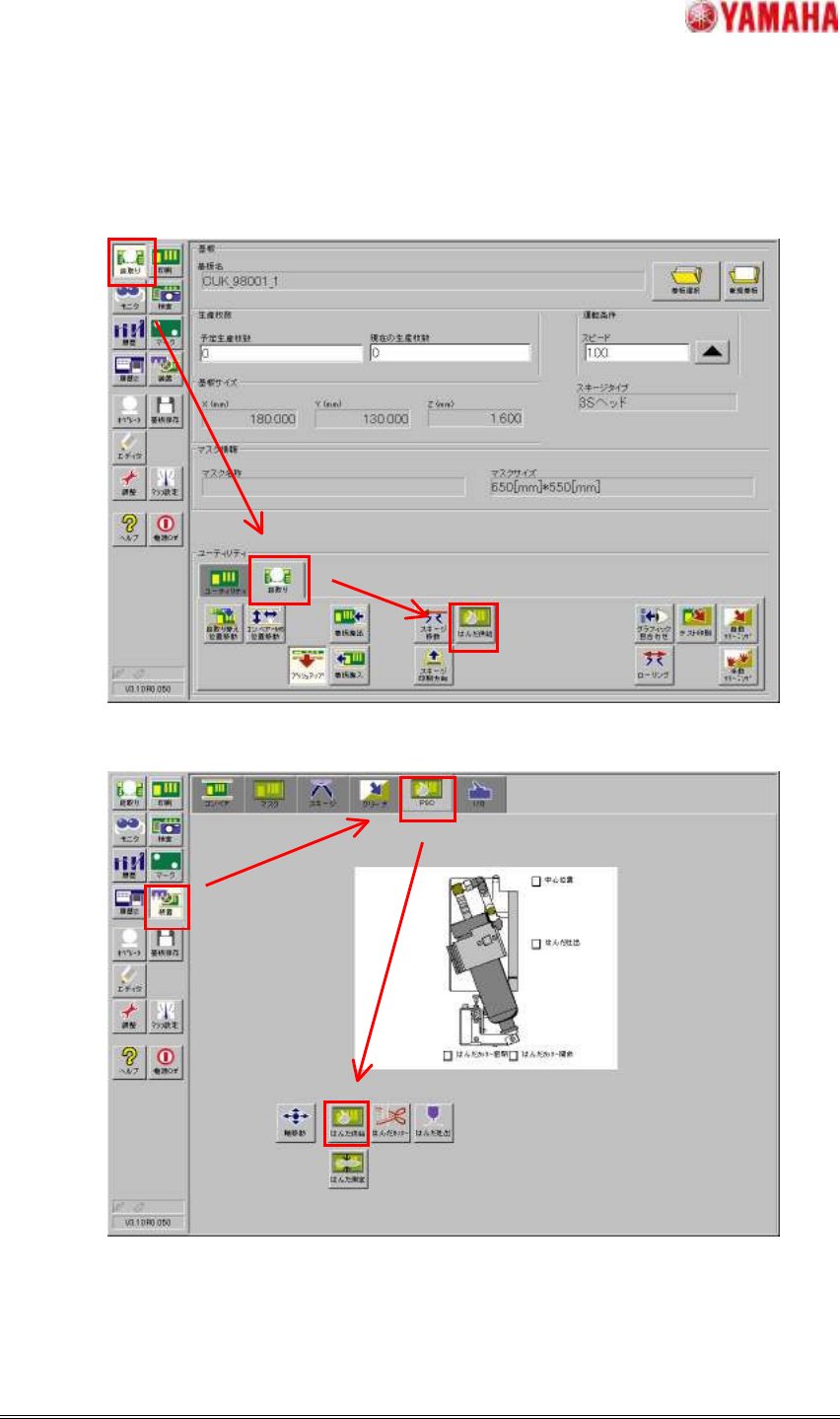
本機能は、マスク上へのはんだ段取りを自動で行う機能です。はんだ段取り時に実行することで、オ
ペレータによる供給量と段取り時間のバラつきを低減することができます。
本機能は、[段取り]–[段取り]–[はんだ供給]か、[装置]–[PSC]–[はんだ供給]で実行することが
できます(図 4.2.3.1.)。供給される量(時間)は、[印刷]-[PSC]の「目標ローリング幅 (mm)」とスキージ
長さから自動計算されます。
※ 基板データに設定されたスキージ長さが、生産に使用するスキージ長さと異なると、以下の
問題が発生しますので、正しく設定してください。
・ 設定
設定設定
設定された
されたされた
されたスキージ
スキージスキージ
スキージ長
長長
長さより
さよりさより
さより生産
生産生産
生産に
にに
に使用
使用使用
使用する
するする
するスキージ
スキージスキージ
スキージ長
長長
長さの
さのさの
さの方
方方
方が
がが
が長
長長
長い
いい
い場合
場合場合
場合
はんだ供給量が少なく算出され、必要なはんだ量が供給されません。
・ 設定
設定設定
設定された
されたされた
されたスキージ
スキージスキージ
スキージ長
長長
長さより
さよりさより
さより生産
生産生産
生産に
にに
に使用
使用使用
使用する
するする
するスキージ
スキージスキージ
スキージ長
長長
長さの
さのさの
さの方
方方
方が
がが
が短
短短
短い
いい
い場合
場合場合
場合
実物のスキージ長さを超えて往復線引き供給が行われます。スキージ両サイドに
はんだが付着し、印刷不良を発生させる可能性がありますし、供給装置がマスク枠
に干渉する可能性があります。
往復線引き供給が完了すると、マシンははんだを往復線引き供給したことを記憶しており、その後の
供給動作は不要になります。すでに供給してあるにも関わらず、もう一度供給動作を行おうとすると、
「Ea8915 すでにはんだ供給済みです。(図 4.2.3.3.)」のメッセージが表示され、再度供給を行うかどうか
を確認します。
ただし、マスクが取り外されてしまうと、マシンははんだの状態が不定であると判断し、はんだ未供給
状態であるとします。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
13/29
はんだ未供給状態で、自動運転/ローリング/テスト印刷を行おうとすると、「Ea8914 はんだ供給未
完了(図 4.2.3.2.)」を発生し、線引き供給を行ってから再度動作するように促します。ただし、予期せず
エアー圧力が低下し、仕方なくマスククランプが解除された場合のために、そのまま動作を継続するこ
とも可能です。
(a)[段取り]-[段取り]画面
(b)[装置]-[PSC]画面
図 4.2.3.1. はんだ往復線引き供給動作
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
14/29
図 4.2.3.2. 「Ea8914 はんだ供給未完了」メッセージ
図 4.2.3.3. 「Ea8915 すでにはんだ供給済みです。」メッセージ
4.2.4.
4.2.4.4.2.4.
4.2.4. ローリング
ローリングローリング
ローリング幅測定機能
幅測定機能幅測定機能
幅測定機能
現在のマスク上のローリング幅を測定する機能です。はんだローリング位置によって前後どちらかを
選択して、測定することができます。(図 4.2.4.1.)
測定の結果、正しくローリング幅を測定できた場合は、「Ea8919 はんだ測定成功(図 4.2.4.2.)」を表
示し、ローリング幅測定結果を表示します。この時、その位置にはんだが存在していることになるため、
測定位置によって印刷方向を切り替えます。