SP18 参考手册.pdf - 第100页
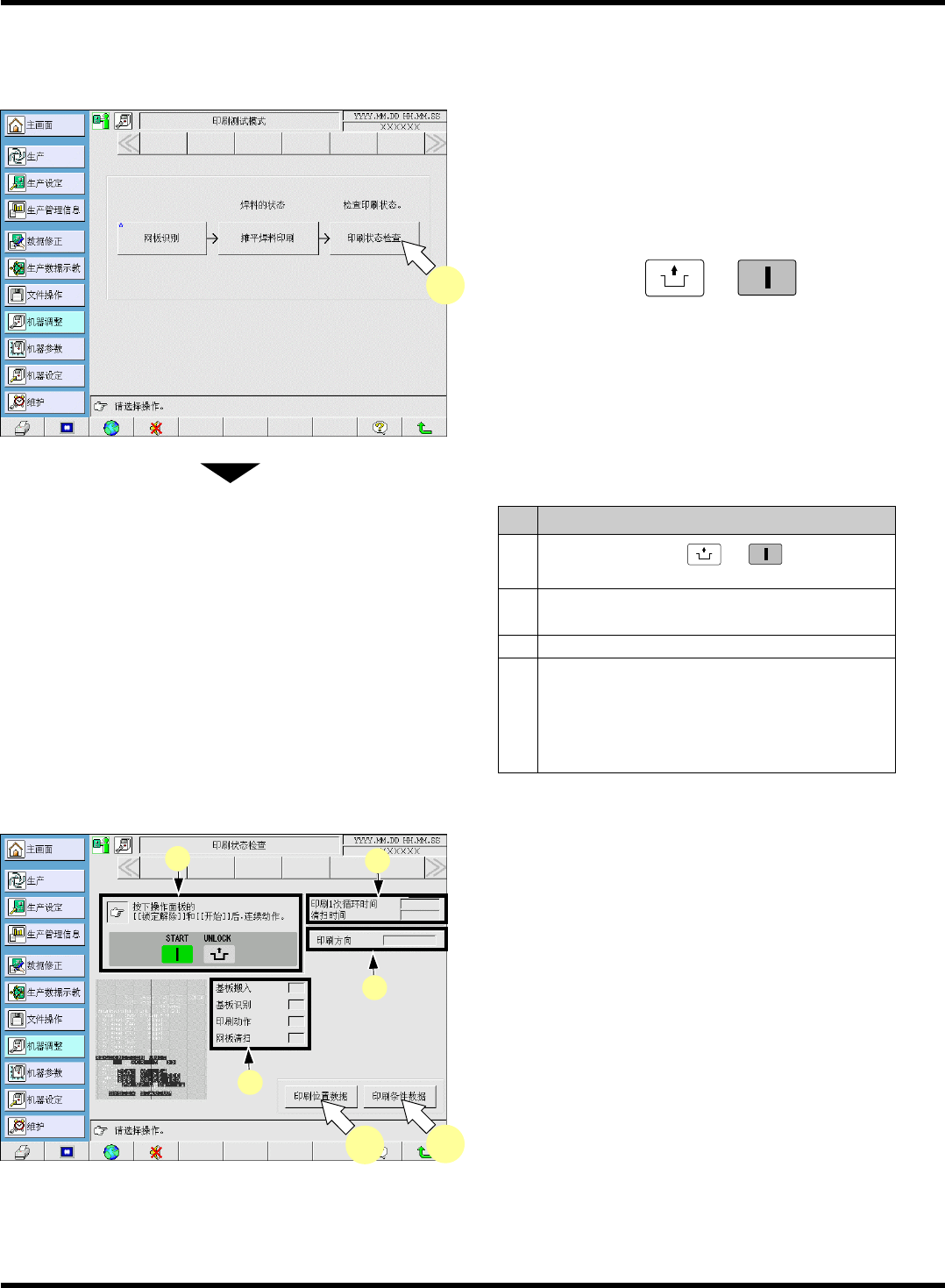
SP18P-L 参考手册 4.1 机器调整 Page 4-10 印刷状态检查 [ 印刷状态检查 ] 是在脱机状态下,进行从基板搬入到印刷及焊料识别的一系列的循环动作。 1. 按 [ 印刷状态检查 ] 。 • 在脱 机的状态下 进行一系列循环动作。 2. 按操作面板的 UNLOCK + ST ART 。 • 进行从基板搬入到网板清扫的一系列的动作。 3. 按 [ 印刷条件数据 ] 。 • 显示印刷条件设定画面。 4. 按 [ 印刷位置…
SP18P-L
参考手册
4.1
机器调整
Page 4-9
4.1.9
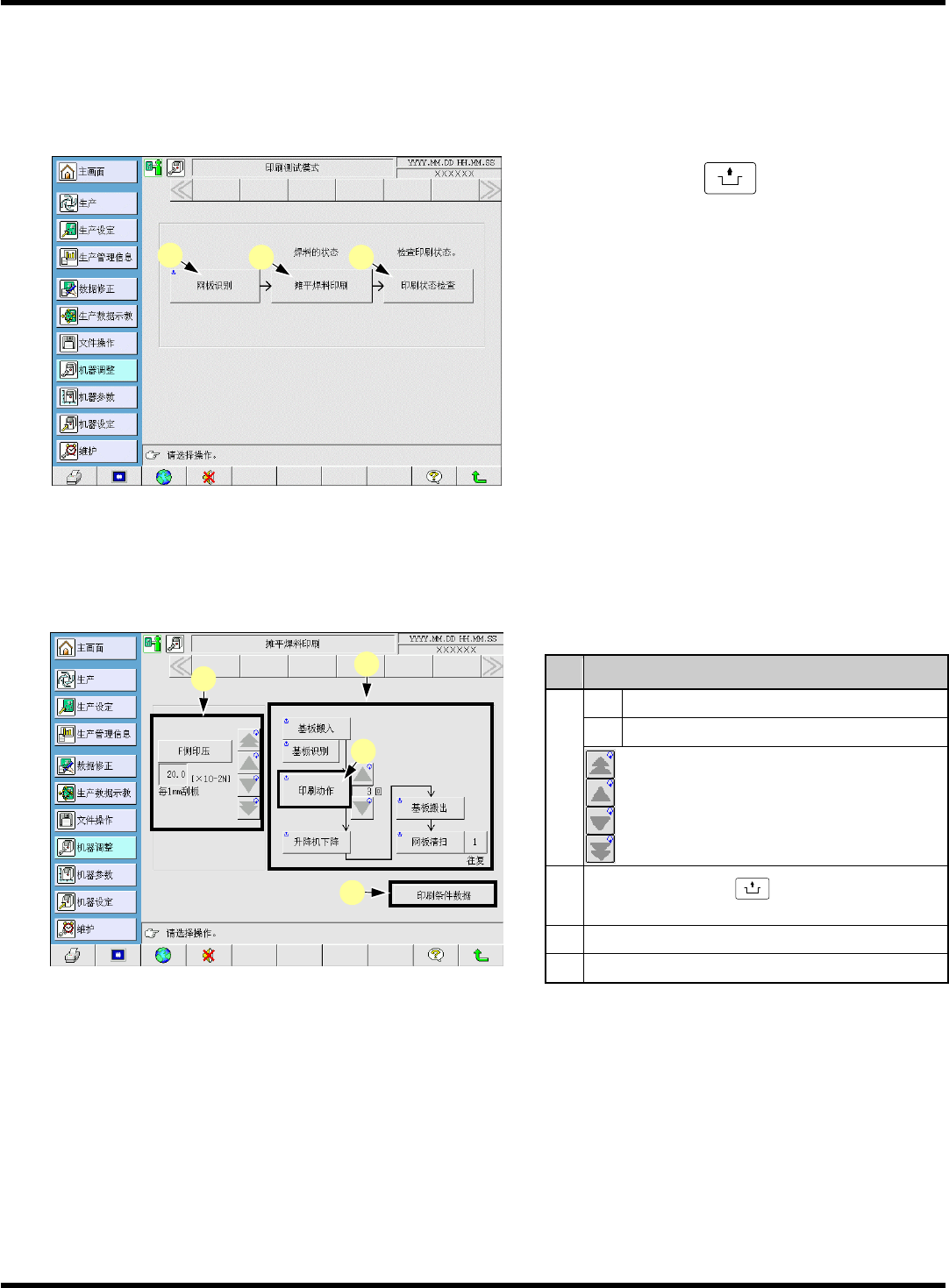
印刷测试
确认从基板搬入到印刷·搬出为止的动作。
在进行印刷时根据焊料的状态有不能达到理想印刷精度的情况
(
焊料未充分揉合粘度过低时
)
。通
过摊平焊料印刷及印刷状态检查,能实现印刷精度均一的正确的印刷。
a.
操作面板的
UNLOCK
+
[
网板识别
]
进行网板识别,计算印刷位置。
b. [
摊平焊料印刷
]
为了摊平初期投入的焊料而进行印刷及刮板印
压的调整。
c. [
印刷状态检查
]
进行一系列的动作,确认印刷状态。
摊平焊料印刷
No.
说明
F
前侧的刮板
R
后侧的刮板
a
按各键设定印压值。
(
本公司推荐印压为
10
×
10
-2
N ~ 15
×
10
-2
N)
∗
但是,根据印刷条件、焊料种类的不同,
印压也有所不同。
b
如果按操作面板的
UNLOCK
+
各种开关,可进行
各动作的指定。
c
设定印刷动作次数。
d
显示印刷条件数据。
EJP1A-C-RMA04-A01-01
EJP1A-Ma-0006
a
b c
EJP1A-Ma-0037
a
b
d
c
SP18P-L
参考手册
4.1
机器调整
Page 4-10
印刷状态检查
[
印刷状态检查
]
是在脱机状态下,进行从基板搬入到印刷及焊料识别的一系列的循环动作。
1.
按
[
印刷状态检查
]
。
•
在脱机的状态下进行一系列循环动作。
2.
按操作面板的
UNLOCK
+
START
。
•
进行从基板搬入到网板清扫的一系列的动作。
3.
按
[
印刷条件数据
]
。
•
显示印刷条件设定画面。
4.
按
[
印刷位置数据
]
。
•
显示印刷位置数据画面。
No.
说明
a
如果按操作面板的
UNLOCK
+
START
,将执行从基
板搬入到网板清扫的一系列的动作。
b
显示
1
次循环所费的时间,清扫所费的时间。
(
单位为
0.1
秒
)
c
显示印刷方向。
d
亮灯显示动作中的项目。动作结束后显示动作
结果。
动作正常结束时显示
‘OK’
。
异常结束时显示
‘NG’
。
此时请对
NG
项目进行确认。
EJP1A-C-RMA04-A01-00
EJP1A-Ma-0006
1
EJP1A-Ma-0008
4
3
a
b
c
d
SP18P-L
参考手册
4.1
机器调整
Page 4-11
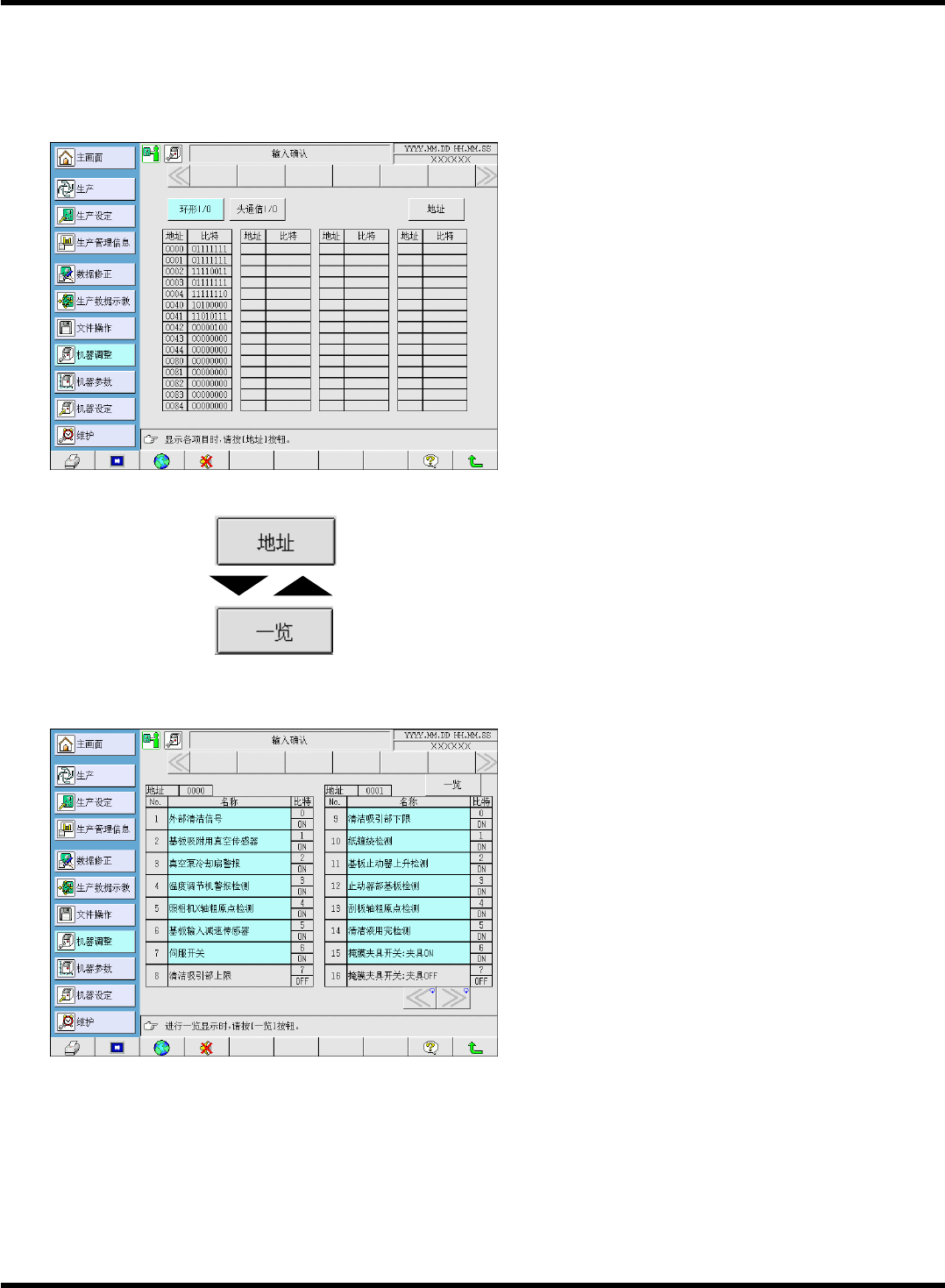
4.1.10
输入确认
每隔
1
秒钟对当前机器中使用的全部输入地址进行抽样,并用比特来显示该状态。
一览显示
∗
命名显示每一比特在当前机器中使用的输入地
址的状态。
名称项目被反转显示时,表示该比特变为
ON
(1)
。
每一地址的显示
EJP1A-Ma-0009
EJP1A-Ma-0010
EJP1A-C-RMA04-A01-00