SP18 参考手册.pdf - 第88页
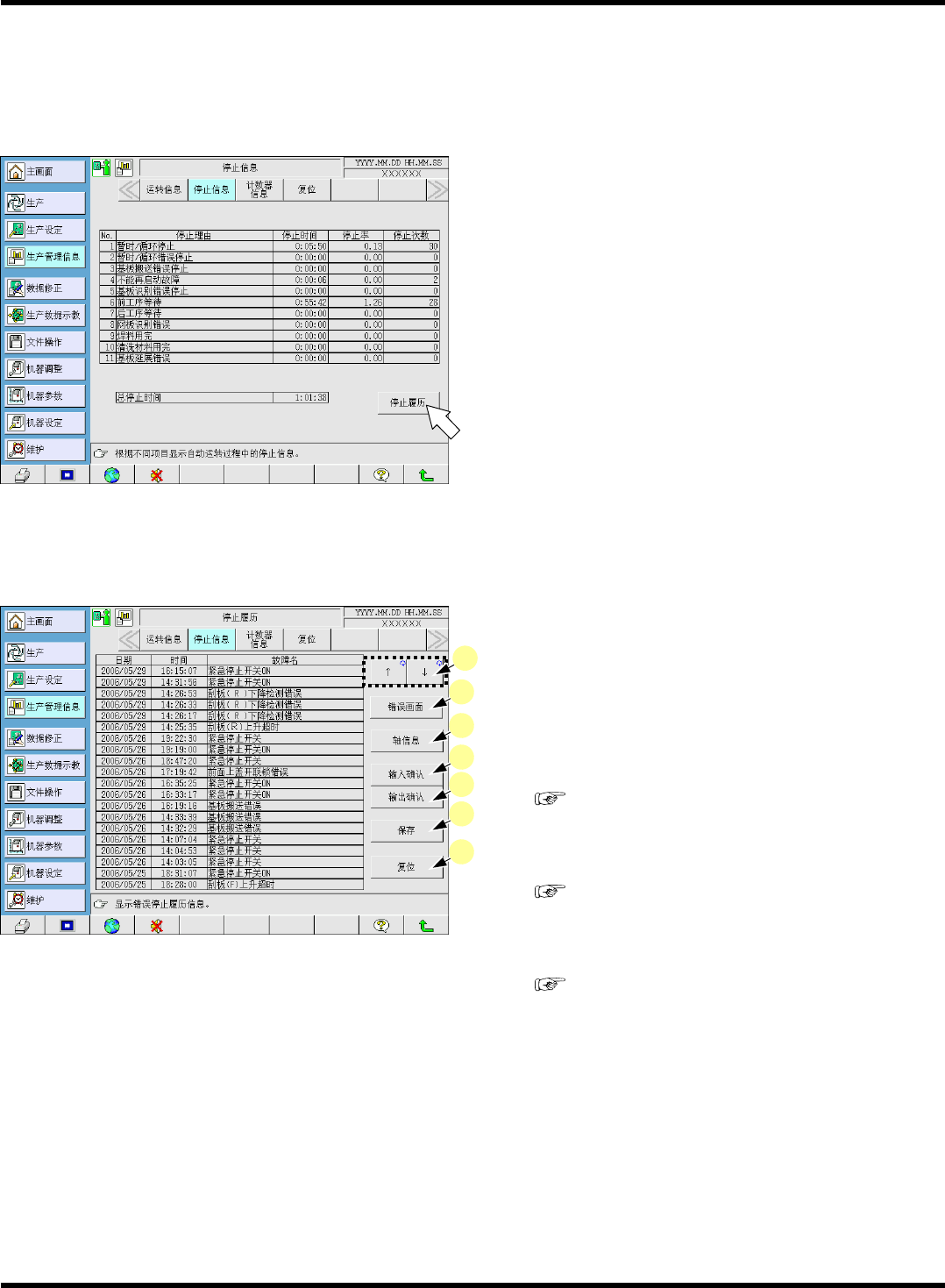
SP18P-L 参考手册 3.2 生产信息 Page 3-10 3.2.2 停止信息 显示生产中的机器因不同原因停止的信息。也可以看到在此之前停止的事例详述。 ∗ 显示的数值与生产基板的变更无关,为累计结果。 请根据需要进行复位。 [ 停止履历 ] 显示从最新的停止信息开始的 20 件自动运转中 发生的停止信息。 • 显示如下画面。 停止履历 a. [ ↑ ][ ↓ ] • 选择停止信息。 b. [ 错误画面 ] • 显示在停止时显…
SP18P-L
参考手册
3.2
生产信息
Page 3-9
3.2
生产信息
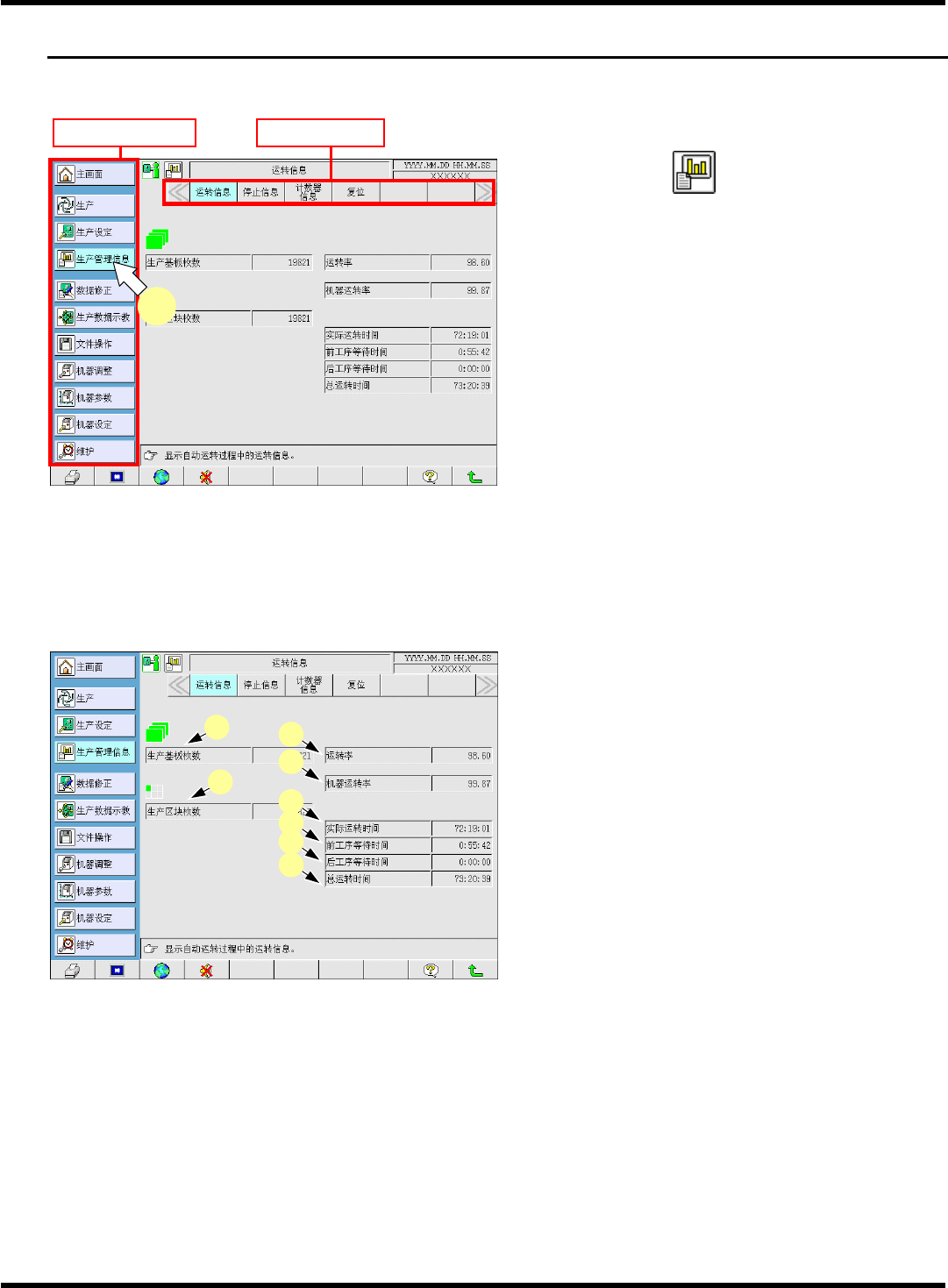
显示在生产中的各种运转情况。
1.
按主菜单的
。
•
显示
<
运转信息
>
画面。
∗
如果按子菜单的按钮,将显示各种信息。
3.2.1
运转信息
显示基板、区块的生产枚数和运转时间。
∗
显示的数值与生产基板的变更无关,为累计的结果。请根据需要进行复位。
a. ‘
生产基板枚数
’
•
基板通过机器的枚数
(
生产的枚数
+
仅通过但并未生产的枚数
)
b. ‘
生产区块枚数
’
•
实际生产
(
印刷
)
的区块数
c. ‘
运转率
’
•
在生产模式中实际上机器进行生产动作的时间
的比率。
(
实际运转时间
/
总运转时间
)
d. ‘
机器运转率
’
•
实际运转时间加上前后工序等待而停止的时间
的机械单体的运转率。
( (
实际运转时间
+
工序等待时间
) /
总运转时间
)
e. ‘
实际运转时间
’
•
从生产模式下的时间中减去前后工序等待或错
误等而停止实装的时间。
(
总运转时间
−
总停
止时间
)
f. ‘
前工序等待时间
’
•
等待前工序准备就绪的时间
g. ‘
后工序等待时间
’
•
等待后工序准备就绪的时间。
h. ‘
总运转时间
’
•
机器在生产模式下的时间。
EJP1A-C-RMA03-A01-00
EJP1A-Re-0001
子菜单
主菜单
1
EJP1A-Re-0001
a
b
c
d
e
f
g
h
SP18P-L
参考手册
3.2
生产信息
Page 3-10
3.2.2
停止信息
显示生产中的机器因不同原因停止的信息。也可以看到在此之前停止的事例详述。
∗
显示的数值与生产基板的变更无关,为累计结果。
请根据需要进行复位。
[
停止履历
]
显示从最新的停止信息开始的
20
件自动运转中
发生的停止信息。
•
显示如下画面。
停止履历
a. [
↑
][
↓
]
•
选择停止信息。
b. [
错误画面
]
•
显示在停止时显示过的错误画面。
c. [
轴信息
]
•
显示停止时的轴信息。
(
4.1.12
轴信息
)
d. [
输入确认
]
•
显示停止时输入地址的状态。
(
4.1.10
输入确认
)
e. [
输出确认
]
•
显示停止时输出地址的状态。
(
4.1.11
输出确认
)
f. [
保存
]
•
保存停止履历的内容。
g. [
复位
]
•
删除停止履历的内容。
EJP1A-C-RMA03-A01-00
EJP1A-Re-0003
EJP1A-Re-0005
a
b
c
d
e
g
f
SP18P-L
参考手册
3.2
生产信息
Page 3-11
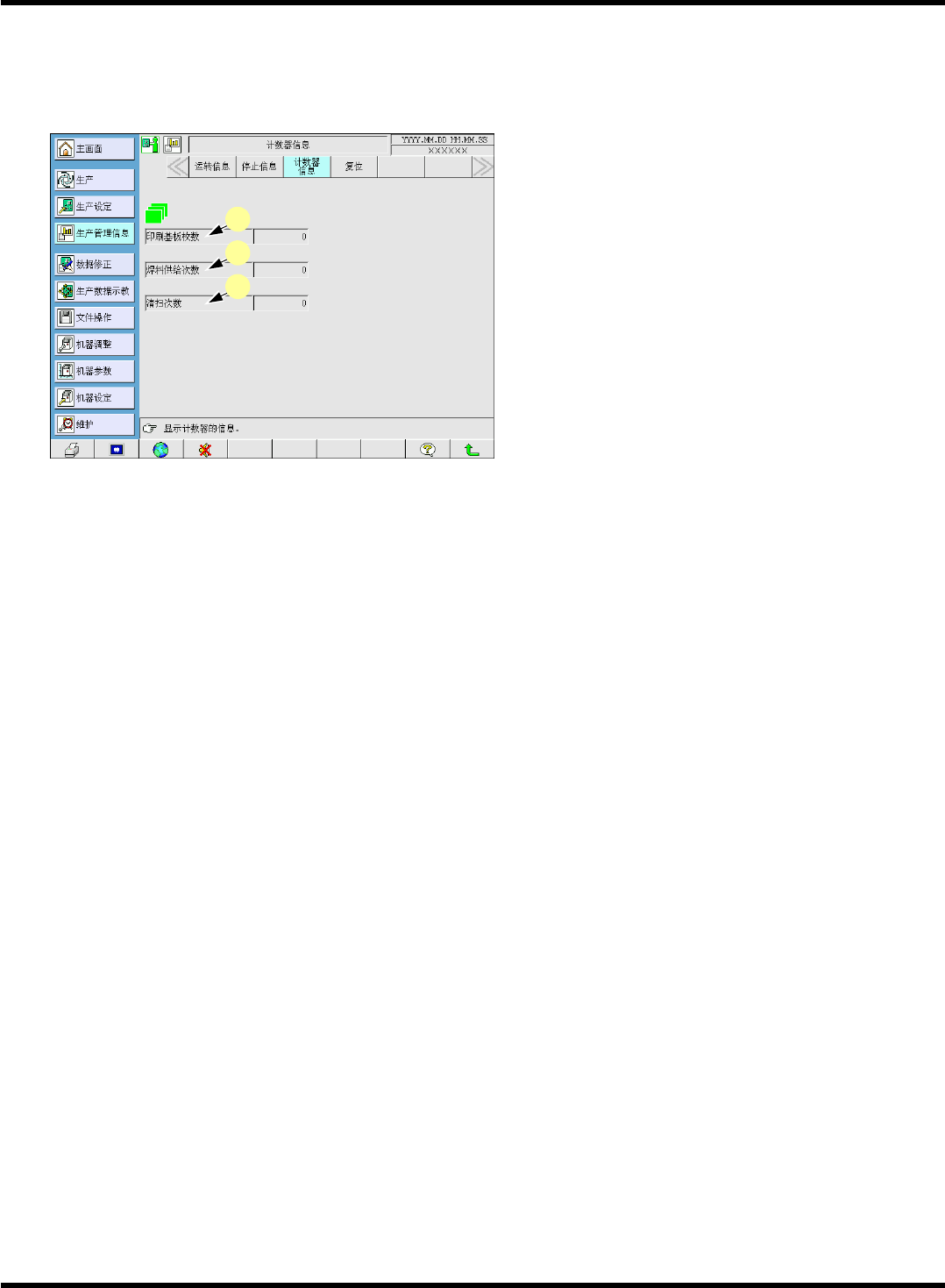
3.2.3
计数器信息
显示进行网板清扫和焊料供给的次数。
∗
焊料供给次数仅在有焊料自动供给选购件时显示。
a. ‘
印刷基板枚数
’
•
显示印刷的基板枚数。
b. ‘
焊料供给次数
’
•
显示进行焊料供给的次数。
c. ‘
清扫次数
’
•
显示进行网板清扫的次数。
EJP1A-C-RMA03-A01-00
EJP1A-Re-0004
a
b
c