SP18 参考手册.pdf - 第98页
SP18P-L 参考手册 4.1 机器调整 Page 4-8 4.1.7 网板识别 进行网板识别,补正网板识别点。 • 如果按操作面板的 UNLOCK + [ 网板识别 ] ,将根据 生产数据执行网板识别。 4.1.8 焊料供给 确认焊料供给装置的动作。也可在更换焊料筒头时使用。 ∗ 仅在功能软开关的 “ 焊料自动供给 ” 被设定时可以进行动作。 a. 操作面板的 UNLOCK + [ 刮板 ↑ ] 刮板上升。 b. 操作面板的 UNL…
SP18P-L
参考手册
4.1
机器调整
Page 4-7
4.1.6
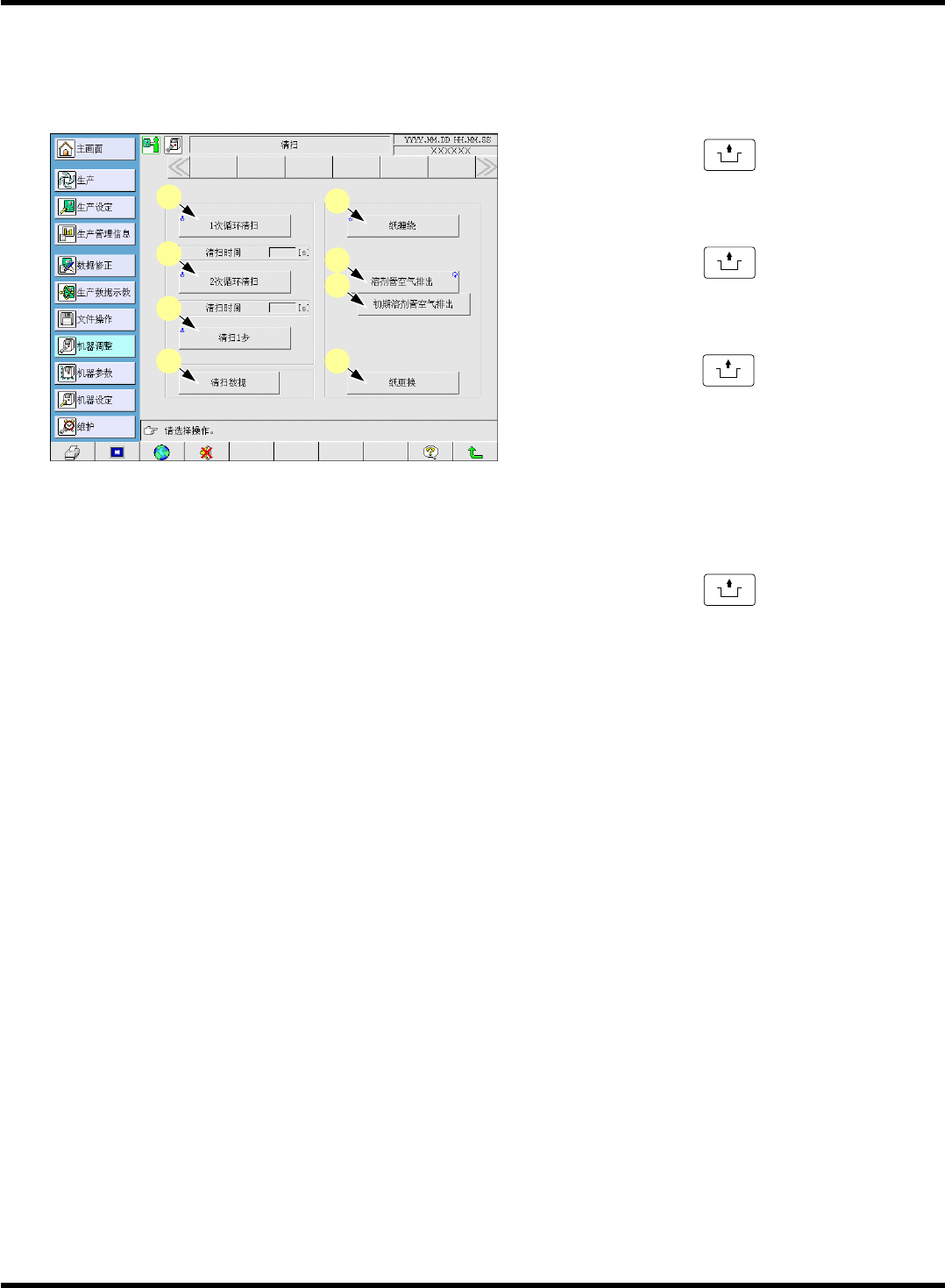
网板清扫
确认网板清扫动作的工序。
∗
有必要进行功能软开关的
“
网板自动清扫
”
的设定。
a.
操作面板的
UNLOCK
+
[1
次循环清扫
]
使网板清扫装置前后往复
1
次,进行网板背面的
清扫。另外,显示动作后所费的时间。
b.
操作面板的
UNLOCK
+
[2
次循环清扫
]
使网板清扫装置前后往复
2
次,进行网板背面的
清扫。另外,显示动作后所费的时间。
c.
操作面板的
UNLOCK
+
[
清扫
1
步
]
在每
1
步中执行清扫工序。
d. [
清扫数据
]
可以修正清扫数据。
清扫时间
:
显示清扫动作所费时间。
(0.1
秒单位
)
e.
操作面板的
UNLOCK
+
[
纸缠绕
]
反转显示
:
卷上清洁纸。
f. [
溶剂管空气排出
]
放出输送清扫溶剂的管中的空气。因溶剂会气
化,在长时间停止后使用。
∗
操作一次,溶剂却没有出来时,请按多次,直
到将溶剂供给完成。
g. [
初期溶剂管空气排出
]
放出输送清扫溶剂的管中的空气。驱动泵的时间
要长于按
[
溶剂管空气排出
]
的时间。
∗
为防止清扫溶剂在机器内泄露,请边确认涂敷
状态边操作。
∗
操作一次,溶剂却没有出来时,请按多次,直
到将溶剂供给完成。
h. [
纸更换
]
解除清洁纸卷上侧的制动器。在更换清洁纸时使
用。
EJP1A-C-RMA04-A01-01
EJP1A-Ma-0005
a
b
c
e
f
g
h d
SP18P-L
参考手册
4.1
机器调整
Page 4-8
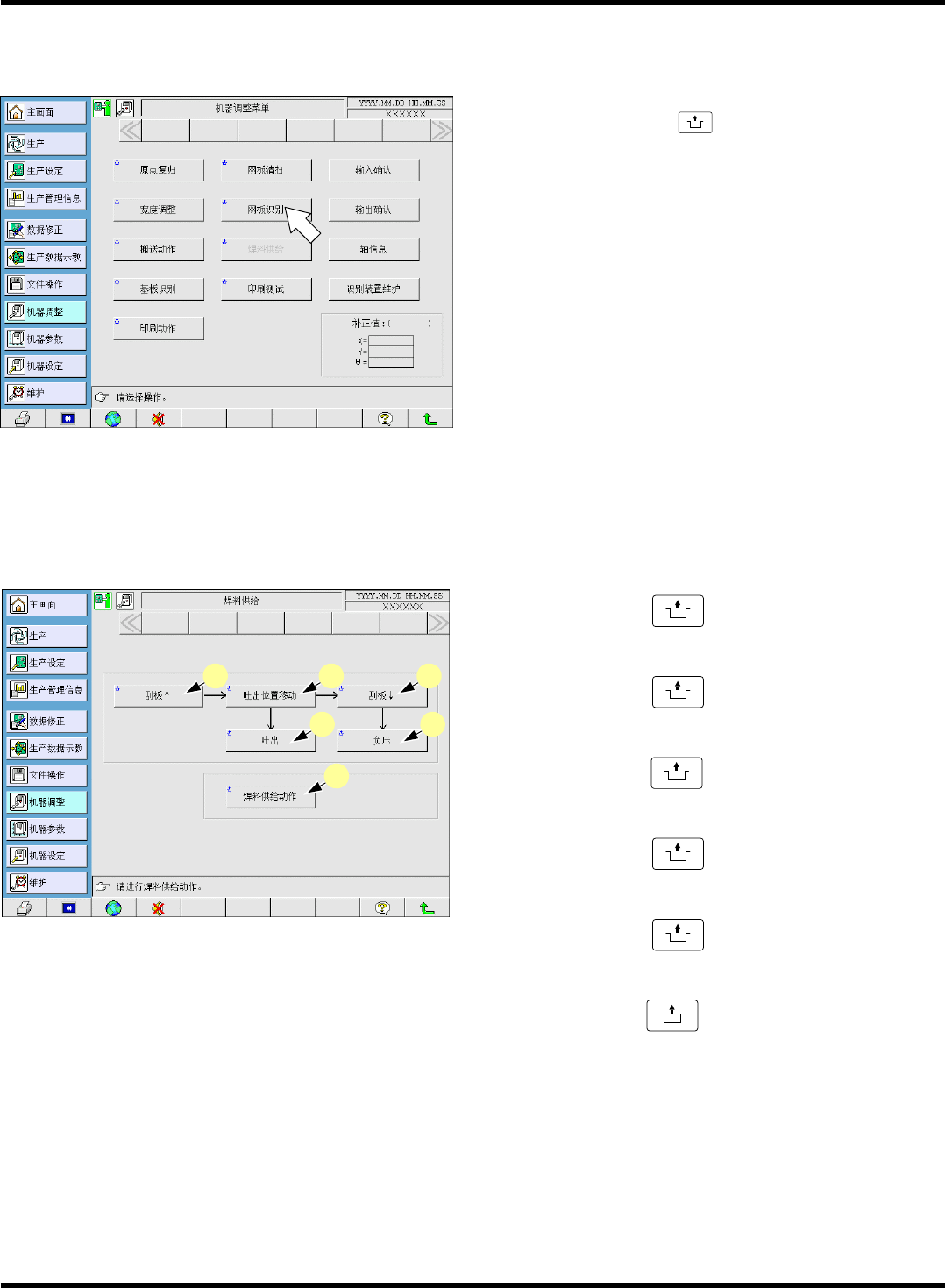
4.1.7
网板识别
进行网板识别,补正网板识别点。
•
如果按操作面板的
UNLOCK
+
[
网板识别
]
,将根据
生产数据执行网板识别。
4.1.8
焊料供给
确认焊料供给装置的动作。也可在更换焊料筒头时使用。
∗
仅在功能软开关的
“
焊料自动供给
”
被设定时可以进行动作。
a.
操作面板的
UNLOCK
+
[
刮板
↑
]
刮板上升。
b.
操作面板的
UNLOCK
+
[
吐出位置移动
]
将刮板头向焊料供给位置移动。
c.
操作面板的
UNLOCK
+
[
刮板
↓
]
刮板下降。
d.
操作面板的
UNLOCK
+
[
吐出
]
反转显示
:
吐出焊料。
e.
操作面板的
UNLOCK
+
[
负压
]
反转显示
:
在气缸内吸着焊料。
f.
操作面板的
UNLOCK
+
[
焊料供给动作
]
执行焊料的自动供给。
EJP1A-C-RMA04-A01-00
EJP1A-Ma-0001
EJP1A-Ma-0028
a cb
d e
f
SP18P-L
参考手册
4.1
机器调整
Page 4-9
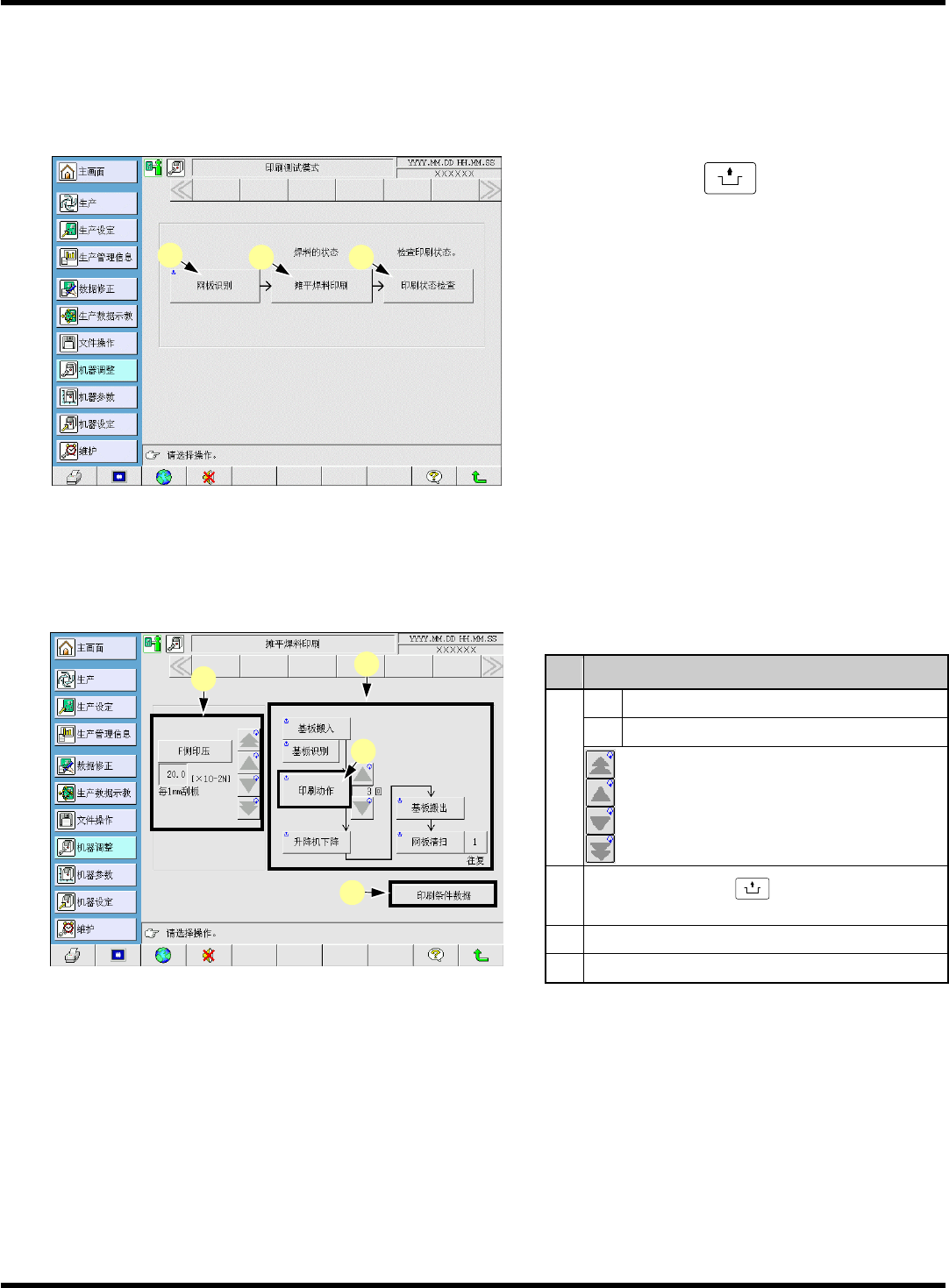
4.1.9
印刷测试
确认从基板搬入到印刷·搬出为止的动作。
在进行印刷时根据焊料的状态有不能达到理想印刷精度的情况
(
焊料未充分揉合粘度过低时
)
。通
过摊平焊料印刷及印刷状态检查,能实现印刷精度均一的正确的印刷。
a.
操作面板的
UNLOCK
+
[
网板识别
]
进行网板识别,计算印刷位置。
b. [
摊平焊料印刷
]
为了摊平初期投入的焊料而进行印刷及刮板印
压的调整。
c. [
印刷状态检查
]
进行一系列的动作,确认印刷状态。
摊平焊料印刷
No.
说明
F
前侧的刮板
R
后侧的刮板
a
按各键设定印压值。
(
本公司推荐印压为
10
×
10
-2
N ~ 15
×
10
-2
N)
∗
但是,根据印刷条件、焊料种类的不同,
印压也有所不同。
b
如果按操作面板的
UNLOCK
+
各种开关,可进行
各动作的指定。
c
设定印刷动作次数。
d
显示印刷条件数据。
EJP1A-C-RMA04-A01-01
EJP1A-Ma-0006
a
b c
EJP1A-Ma-0037
a
b
d
c