SP18 参考手册.pdf - 第45页
SP18P-L 参考手册 1.1 各部的名称和功能 Page 1-7 其它 No. 装置名称 功能 数量 空气温度调节装置 ( 选购件 ) 为保持印刷精度进行网板上的焊膏的 温度调整。 1 排水瓶 EJP1A-043P 为积蓄空气配管、调节器中产生的排 水而准备的瓶子。 1 信号塔 ( 状况显示灯 ) 显示机器的运转状态、 在运转过程中出现 异常时发出蜂鸣的报警 设备。 1 信号塔详细说明 色·状态 显示内容 故障内…
SP18P-L
参考手册
1.1
各部的名称和功能
Page 1-6
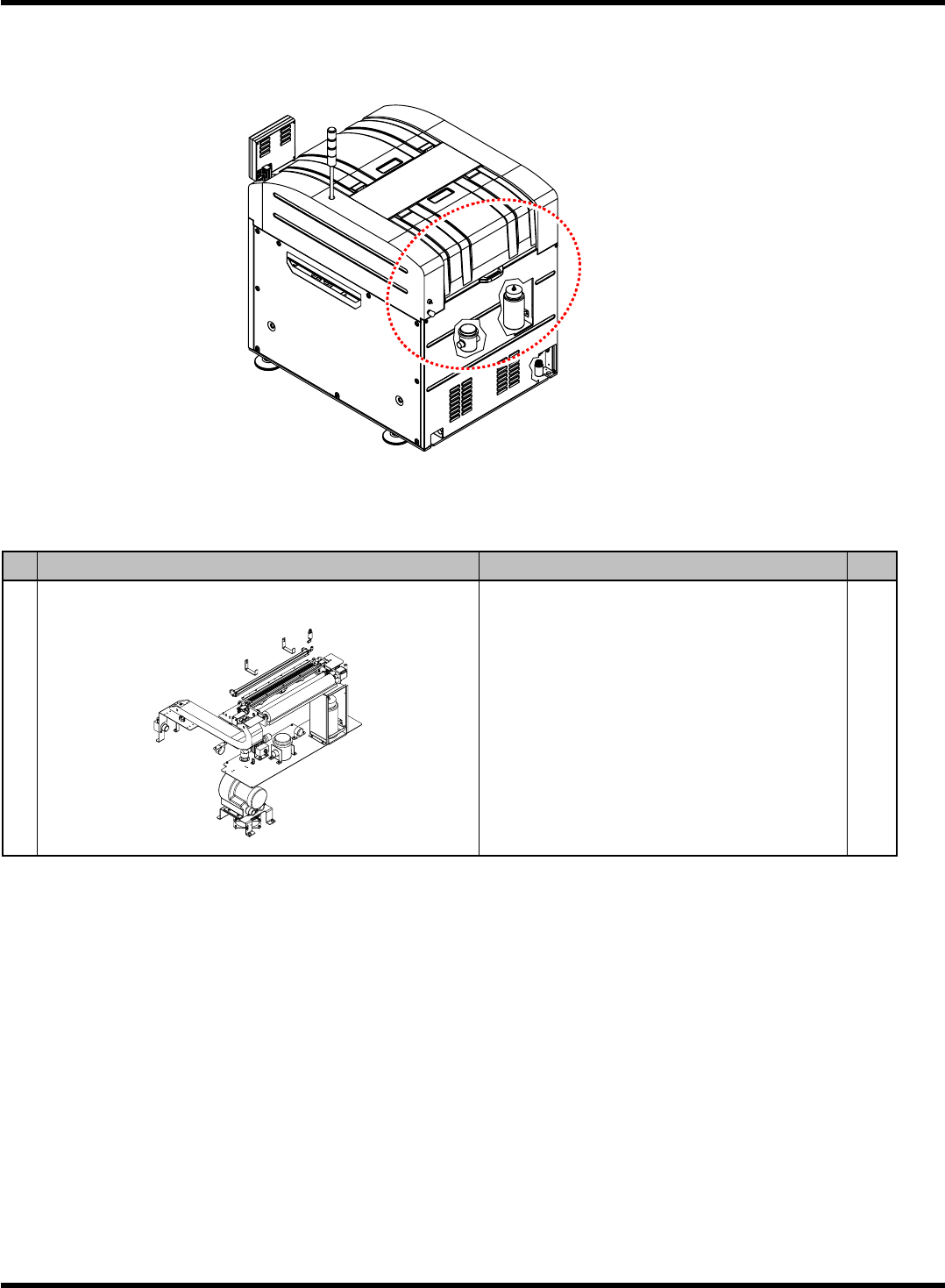
主要装置
(
后视图
)
No.
装置名称
功能
数量
网板清扫装置
EJP1A-466E
进行网板背面的清扫。
1
EJP1A-C-RMA01-A01-01
EJP1A-424E
SP18P-L
参考手册
1.1
各部的名称和功能
Page 1-7
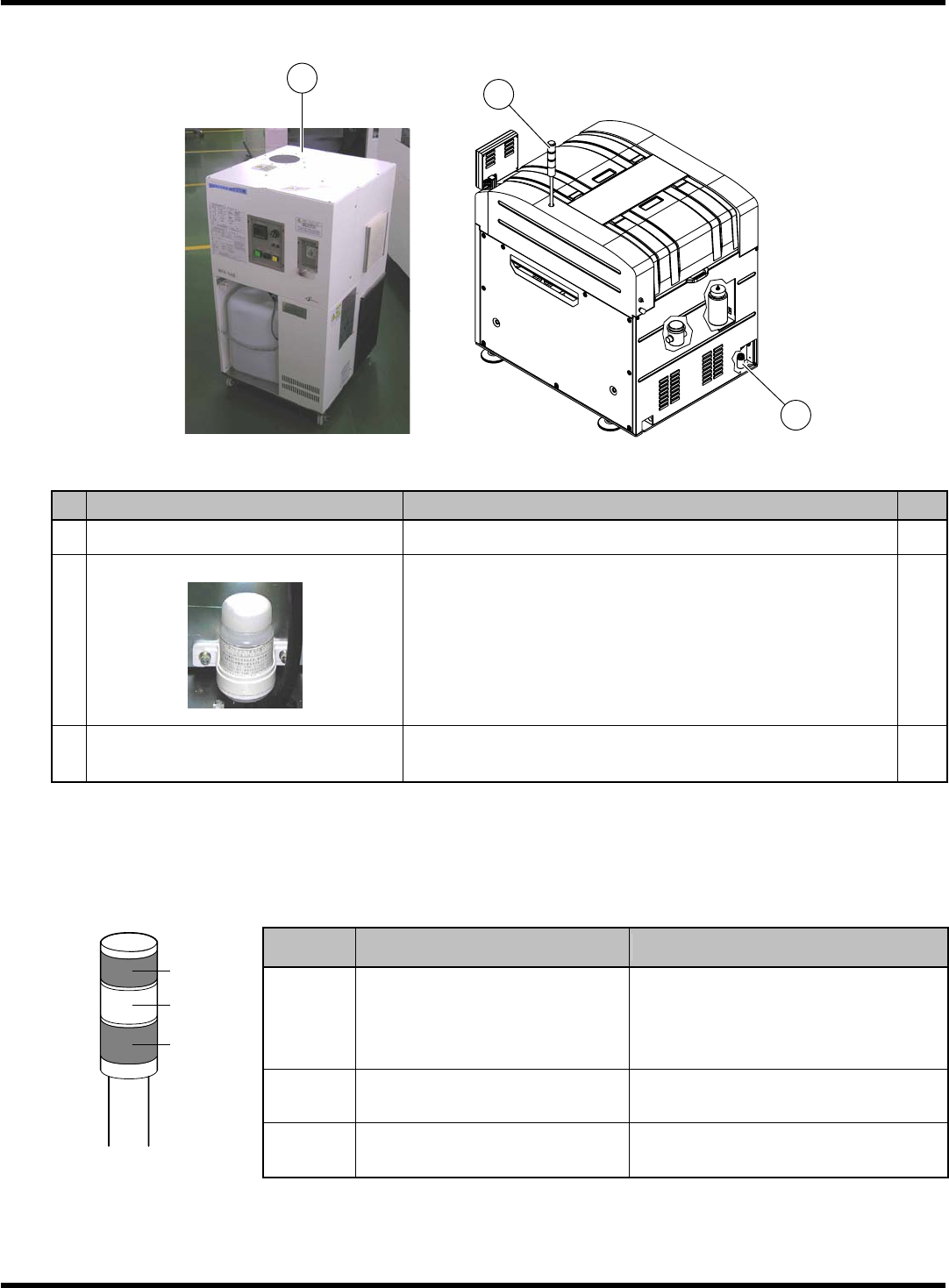
其它
No.
装置名称
功能
数量
空气温度调节装置
(
选购件
)
为保持印刷精度进行网板上的焊膏的温度调整。
1
排水瓶
EJP1A-043P
为积蓄空气配管、调节器中产生的排水而准备的瓶子。
1
信号塔
(
状况显示灯
)
显示机器的运转状态、在运转过程中出现异常时发出蜂鸣的报警
设备。
1
信号塔详细说明
色·状态
显示内容
故障内容
红色·闪烁
(Red)
不能继续的故障
(
紧急停止
)
紧急停止
发动机等的轴异常
气压下降
基板搬送故障
黄色·闪烁
(Yellow)
可继续的故障及警告
暂时
/
循环停止、材料用完
绿色·亮灯
(Green)
自动运转中,机器调整动作中
正常动作中
EJP1A-C-RMA01-A01-01
Red
Yellow
Green
4Z4C-016E
EJP1A-001P
1
EJP1A-424E
2
3
SP18P-L
参考手册
1.2
生产工序
Page 1-8
1.
1.2
生产工序
对有关生产结构的步骤进行了说明。
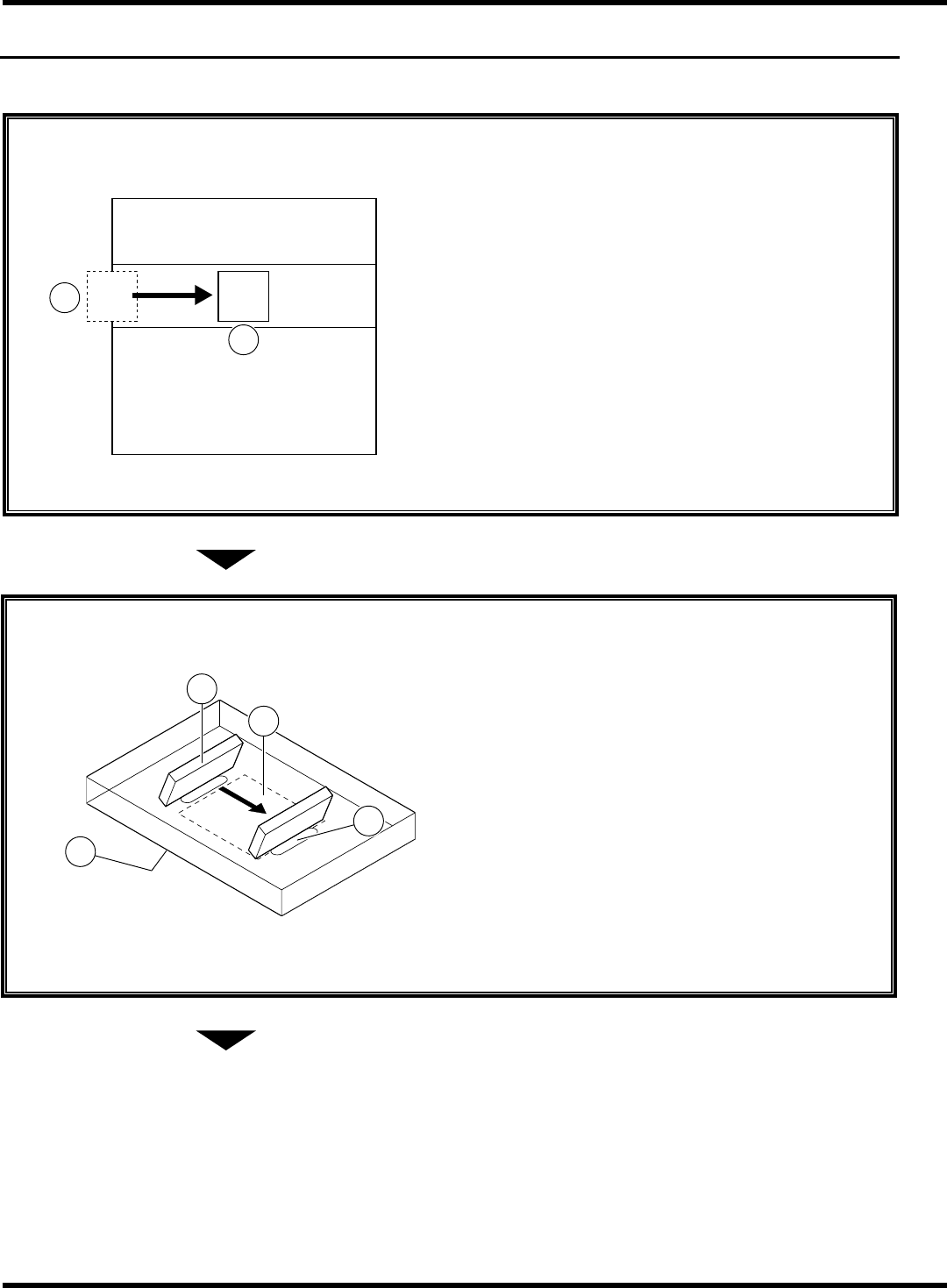
1.
基板搬入
将从前工序搬出的基板安装到基板支座上,进入可印刷的状态。
1.
将基板从前工序
c
搬送到基板支座
d
上。
2.
固定基板
(Y
方向
)
后,支架上升。
∗
也可选择支架上升
→
基板固定
3.
识别照相机将移动到识别位置。
4.
进行基板的识别。
2.
焊料印刷
对基板
e
进行焊料
f
印刷。
1.
升降机上升到网板面
c
,用刮板
d
进行焊
料印刷。
2.
升降机从网板面下降到搬送高度。
∗
完成指定次数的印刷后进行网板清扫。
(
下一页
)
下一页
EJP1A-C-RMA01-A02-00
EJP1A-116E
1
2
1B4C-041E
2
3
4
1