JM-20_MS参数.pdf - 第128页
MS 参数 5- 25 ⑫测量内容 ① 使 Z 轴移 动至 VCS 焦点高 度,通过 VCS 工具识别中心标 记,计算求出 中心 位置。 此时,不能识别 标记时报 错。 ② 由①所得出 的测量结 果,使贴片头动 作,使工具中心 标记位于显示 器的中心。 ③ 计算测量开始 位置 Z 。 测量开始 位置 = VCS 焦点高度 +(测定间距×( 步数÷ 2 )) ※测定间 距: “机械控 制参数 - DFFP 设 置”的「测量步距 」中所设定…
MS
参数
5-24
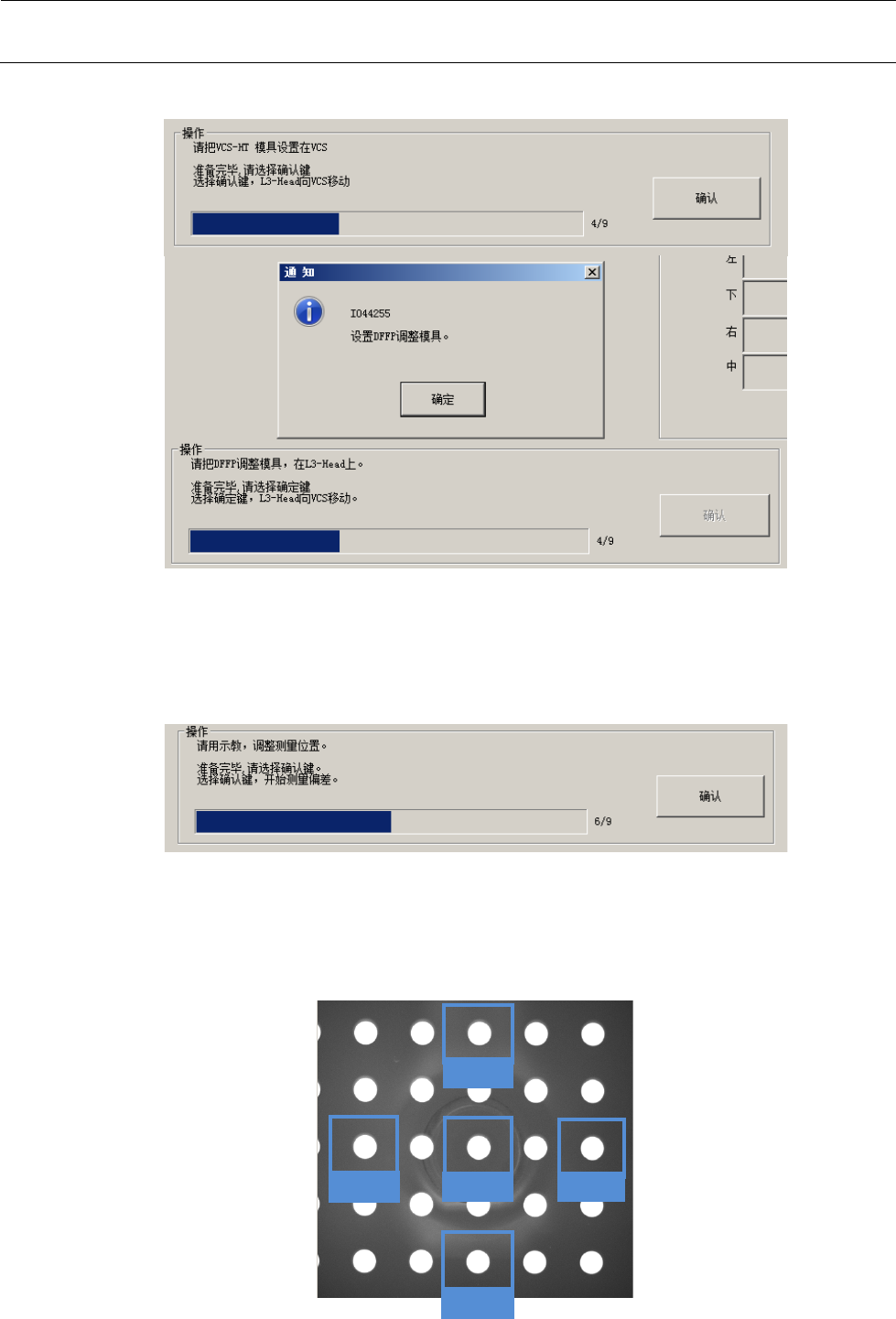
<操作⑫3/7>
测量完用于测量的吸嘴长度后,显示上述画面。
使L3贴片头的真空为ON,请在L3贴片头上吸取DFFP调节工具。
(请将可以看到“F”字母的面作为吸取面进行吸取。)
完成工具的吸取后,请按下「OK」。按下「OK」,则L3贴片头移动至VCS上。
<操作⑫4/7>
通过示教,将各标记调整为纵横均匀排列。
此时在测量标记附近,如果除标记之外还能看到灰尘,请仔细清洁DFFP调节工具,使得
只能看见标记。检测到标记以外的物体时将无法取得正确的数值,将报错。
测量的标记在下列的情况下是被用太枠包围的5个。
完成准备后,请选择确认。通过确认选择,开始Z校正的测量。
CENTER
LEFT
BOTTOM
TOP
RIGHT
MS
参数
5-25
⑫测量内容
① 使 Z 轴移动至 VCS 焦点高度,通过 VCS 工具识别中心标记,计算求出中心位置。
此时,不能识别标记时报错。
② 由①所得出的测量结果,使贴片头动作,使工具中心标记位于显示器的中心。
③ 计算测量开始位置 Z。
测量开始位置= VCS 焦点高度+(测定间距×(步数÷2))
※测定间距:“机械控制参数- DFFP 设置”的「测量步距」中所设定的值。
(初始值:0.5mm)
※步数:“机械控制参数‐DFFP 设置”的「测量步数」中所设定的值。
(初始值:29 次)
④ Z 轴移动至开始测量位置。
⑤ 在 5 个测量位置识别标记,计算求出各标记的中心位置。
此时,不能识别标记时报错。
⑥ 显示计算得出的结果,更新画面。
⑦ 使 Z 轴下降测定间距的量。
⑧ 重复步数中所设次数的⑤⑥⑦。
⑨ 全部步数完成后,结束测量。
<操作⑫5/7>
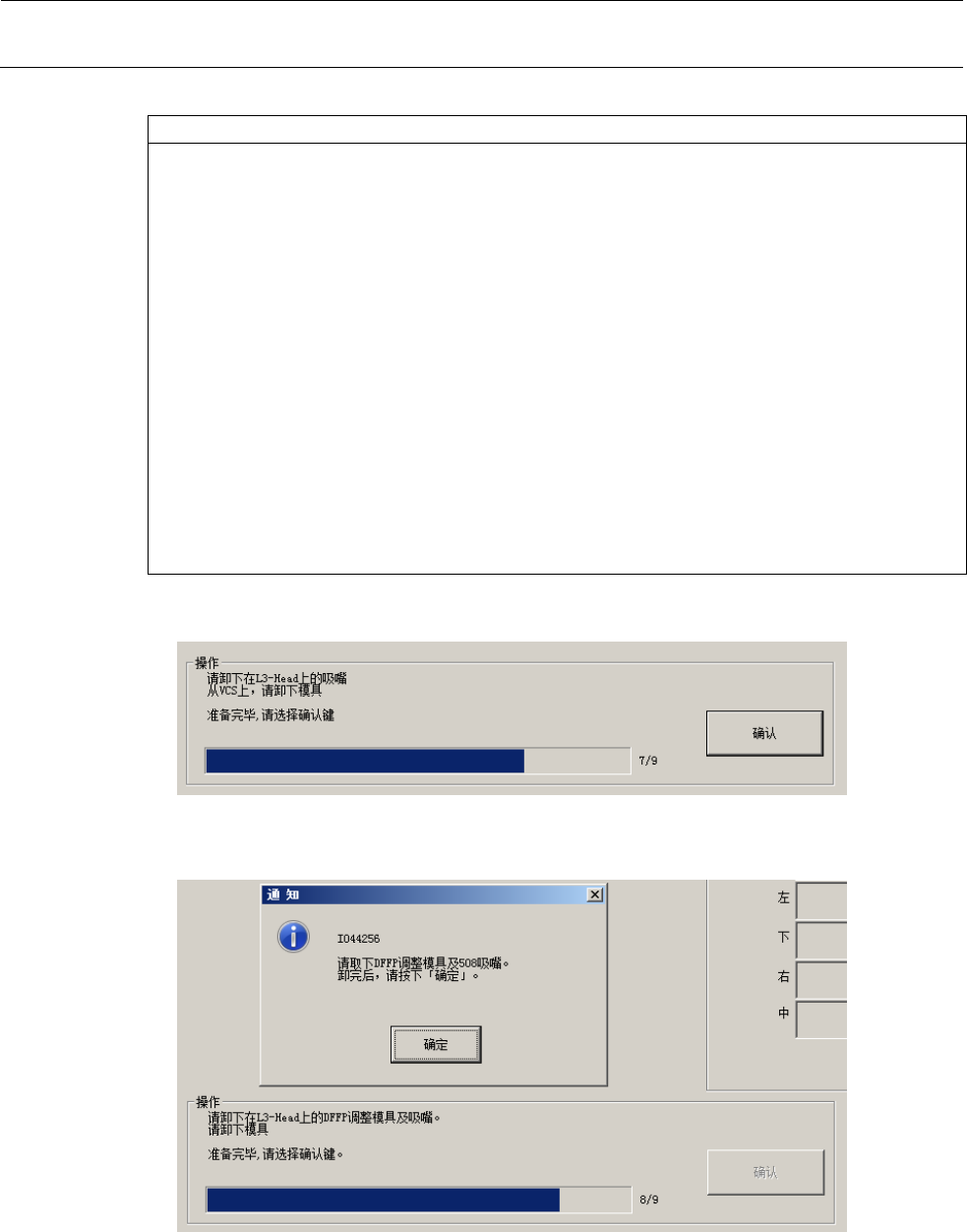
测定已经结束。通过选择确认,移动至工具取下位置。。
<操作⑫6/7>
移动至取下工具的位置后,显示上述信息。
请从L3贴片头上取下DFFP调节工具和吸嘴。
MS
参数
5-26
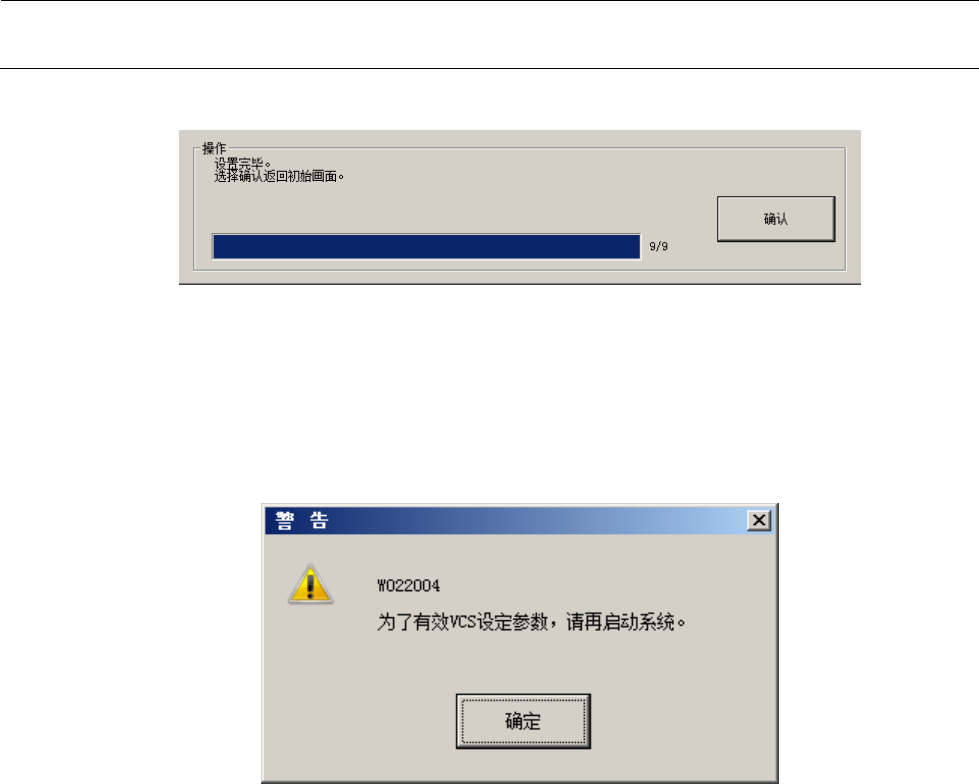
<操作⑫7/7>
设置已结束。
选择确认,则返回初始设置画面。
按 下「 OK」关闭对话框时,根据测定结果计算求出摄像机参数调整值,并写入摄像机设
置文件中。
注)变更调整值时,为了使参数有效,请重启系统。