JM-20_MS参数.pdf - 第87页
MS 参数 4- 54 4- 19 台架校正 4- 19 - 1 功能 出厂前,为了根据台架 的弯曲状 态补正台架标 记识别 位置,会测量台架的 弯曲状态。 因此,本项目仅在 JUKI 公司有指示 时才要进行变更 。 4- 19 - 2 使用夹具 主台架 4- 19 - 3 操作 选择“偏移量设置(O )” -“台架校正( K )” ,会显示如下的台架校 正设置对话框。
MS
参数
4-53
4-18-2
使用夹具
本项目中不使用夹具。
4-18-3
操作
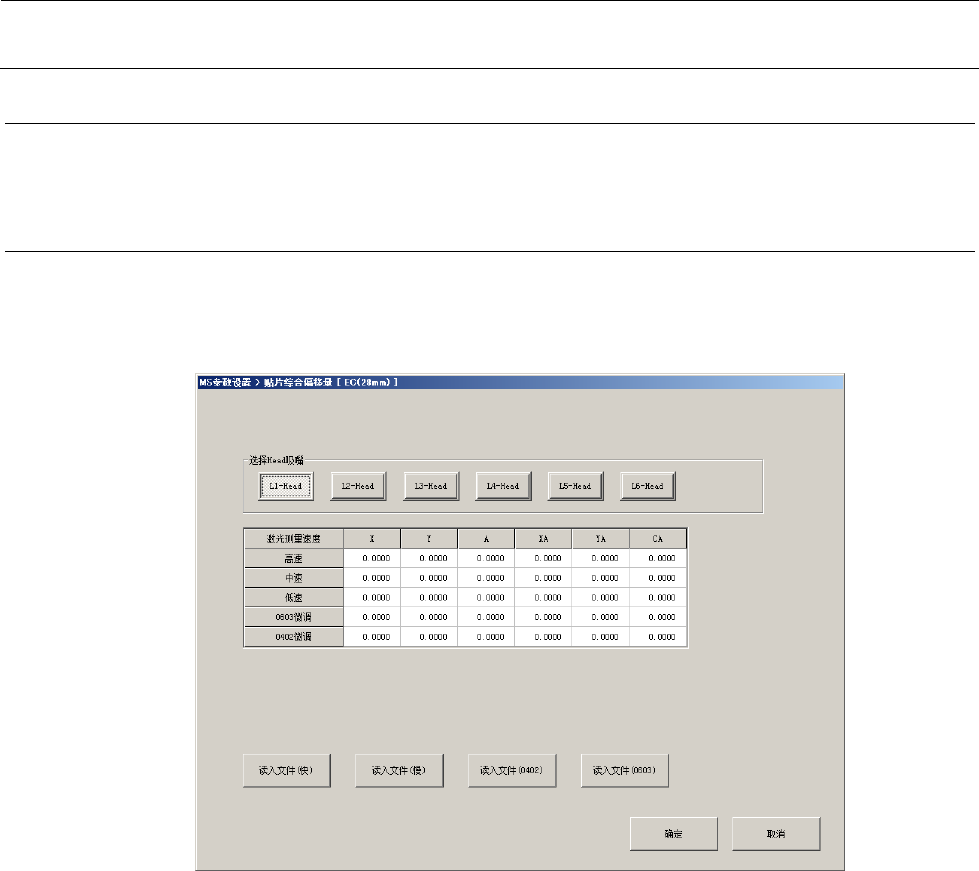
本设置是在偏移量已算出的状态下进行。
选择“偏移量设置(O)”-“贴片综合偏移量(G)”,会显示右面所示的设置贴片综合偏移
量的对话框。
针对已经算出的偏移量,在与各激光计测速度对应的单元格中输入校正值。
并且,基准温度要设置为取得贴片综合偏移量时的贴片机之当前温度。
手动输入参数后,点击“取得基准温度”按钮。生产时,计算贴片机温度与基准温度的差分,
给XY加上补偿。
MS
参数
4-54
4-19
台架校正
4-19-1
功能
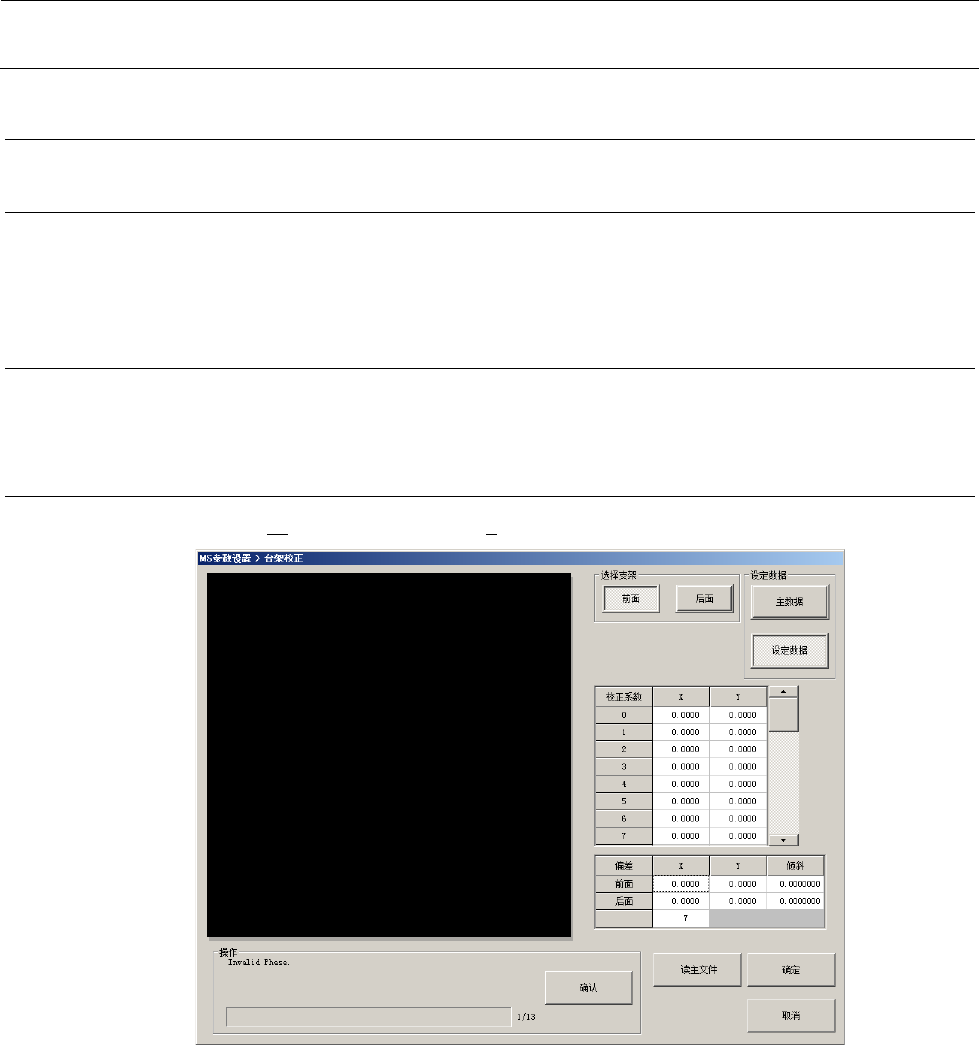
出厂前,为了根据台架的弯曲状态补正台架标记识别位置,会测量台架的弯曲状态。
因此,本项目仅在JUKI公司有指示时才要进行变更。
4-19-2
使用夹具
主台架
4-19-3
操作
选择“偏移量设置(O)”-“台架校正(K)”,会显示如下的台架校正设置对话框。
MS
参数
4-55
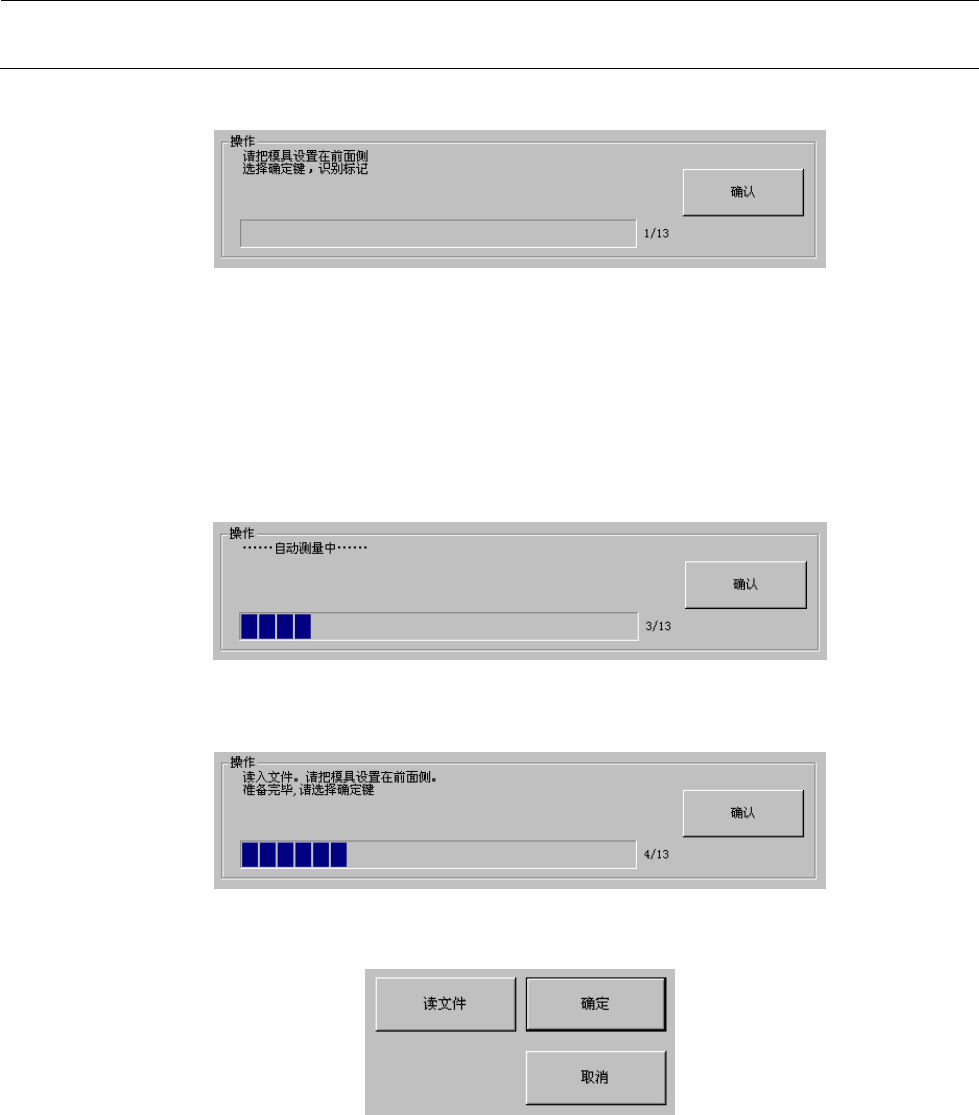
<操作⑫1/6>
将夹具装在前侧。
<夹具的安装>
• 将主台架设置在台架安装位置
• 连接导线,接通开关,使主台架LED亮灯。
准备完成后按下确认。于是进行前侧的自动测量。
<操作⑫2/6>
在<操作·1/13>中按下确认后,自动测量过程中会显示上面的画面。
<操作⑫3/6>
第一次自动测量结束后,会显示上面的画面。
请按下下图中的文件读入按钮,读入主数据。
按下“读入文件”按钮后,会显示打开文件的对话框。为读入主数据,请选择主数据文
件,该文件中存有预先用三维测量机测量的主台架的设置。
读入结束之后,准备好后按下确认。再次开始前侧的自动测量。
自动测量结束后,会显示前侧的偏移量。