JM-20_MS参数.pdf - 第26页
MS 参数 3- 10 根据 ON 驱动入口 马达 3-3-1-2 传送其他 点击选项卡 “ 传送其他 ” ,会显示 以下的对话框。 项目 选择的内容 输出准备完毕的 关闭时间 入口传感器OFF →ON 默认值 入口传感器ON→ OFF 入口传感器ON→ OFF→ 时间 定时器时间设置 (单位 ms ) 从入口到 中間的移动 时间 搬出基板时 关闭 C. OUT 传感器 搬出基板时打开 OUT 传感器 搬出基板时打开 C. OUT 传感…
MS
参数
3-9
3-3
运行规格
3-3-1
功能
对各轴、传送及生产运行等相关的规格进行设置。
分为“传送基本设置”、“传送其他”、“其他”、“生产”、“在线连接”等项目,可以分
别进行设置。
3-3-1-1
传送基本设置
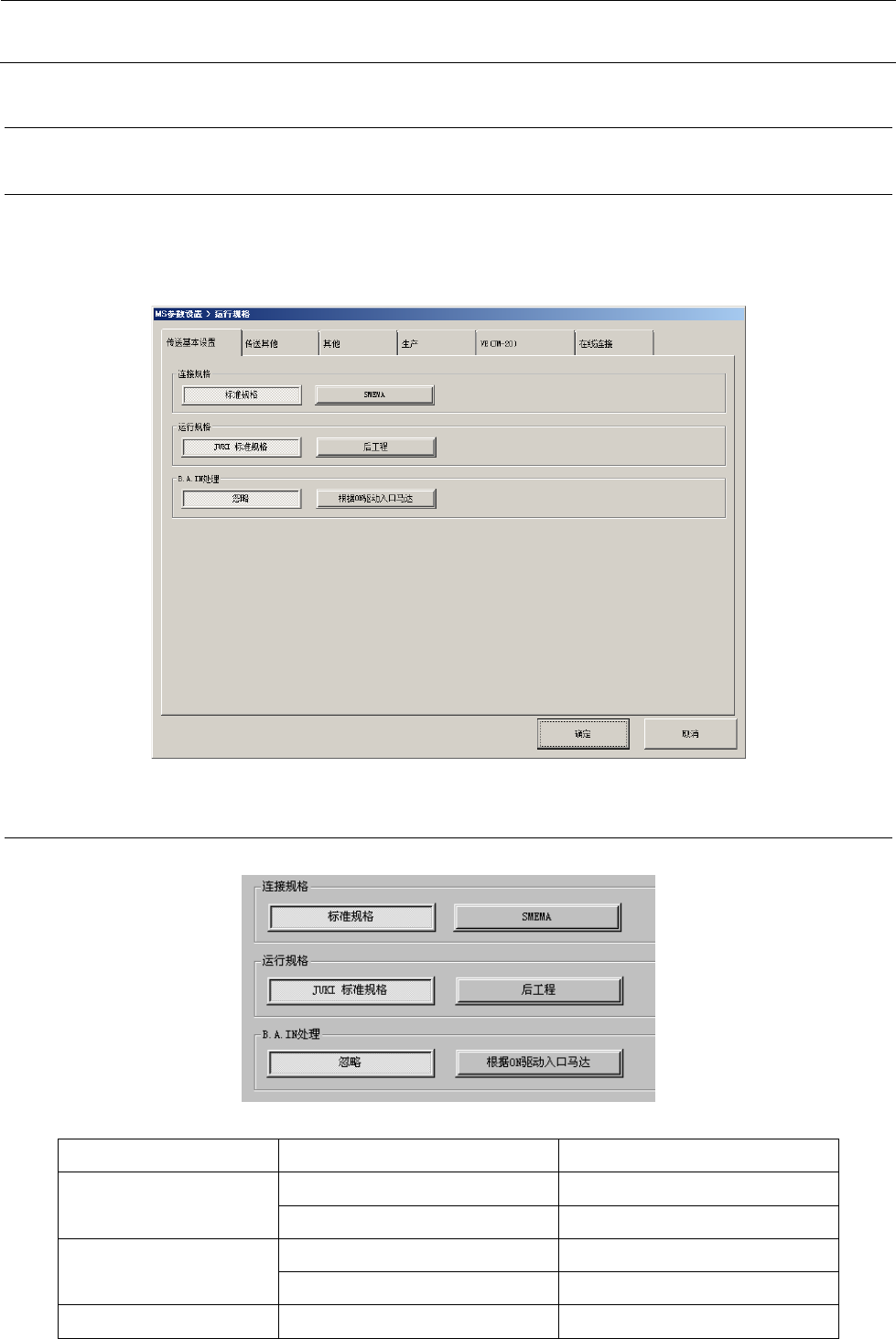
点击选项卡“传送基本设置”,会显示以下的对话框。
项目
选择的内容
连接规格
标准规格 默认
SMEMA
动作规格
JUKI标准规格 默认
后工程
B.A.IN处理 忽略 默认
MS
参数
3-10
根据ON驱动入口马达
3-3-1-2
传送其他
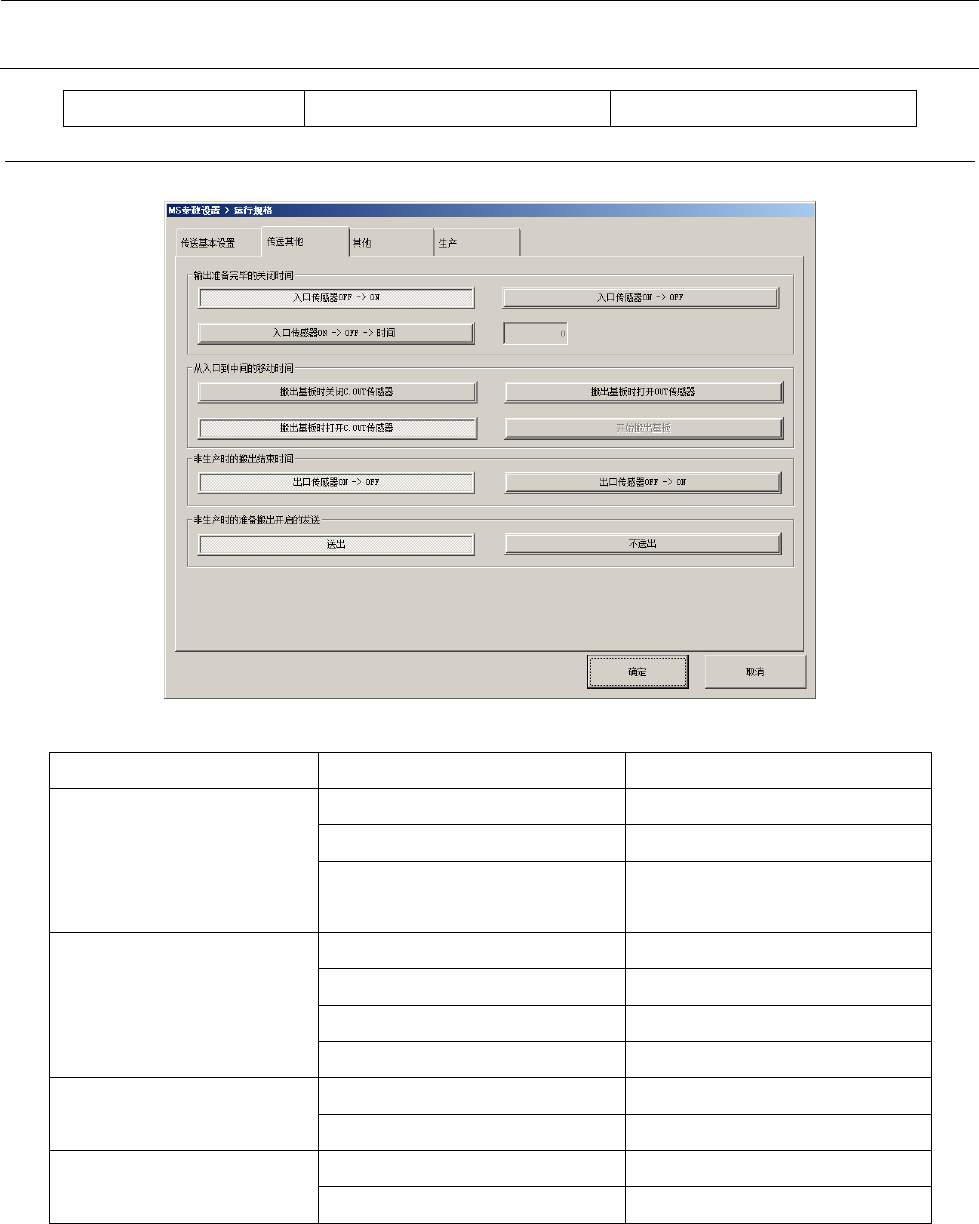
点击选项卡“传送其他”,会显示以下的对话框。
项目
选择的内容
输出准备完毕的关闭时间 入口传感器OFF→ON 默认值
入口传感器ON→OFF
入口传感器ON→OFF→时间
定时器时间设置(单位ms)
从入口到中間的移动时间 搬出基板时关闭C.OUT传感器
搬出基板时打开OUT传感器
搬出基板时打开C.OUT传感器 默认值
开始传出基板
非生产时的搬出结束时间 出口传感器ON→OFF 默认值
出口传感器OFF→ON
非生产时的准备搬出开启
的发送
送出 默认值
不送出
MS
参数
3-11
3-3-1-3
其他
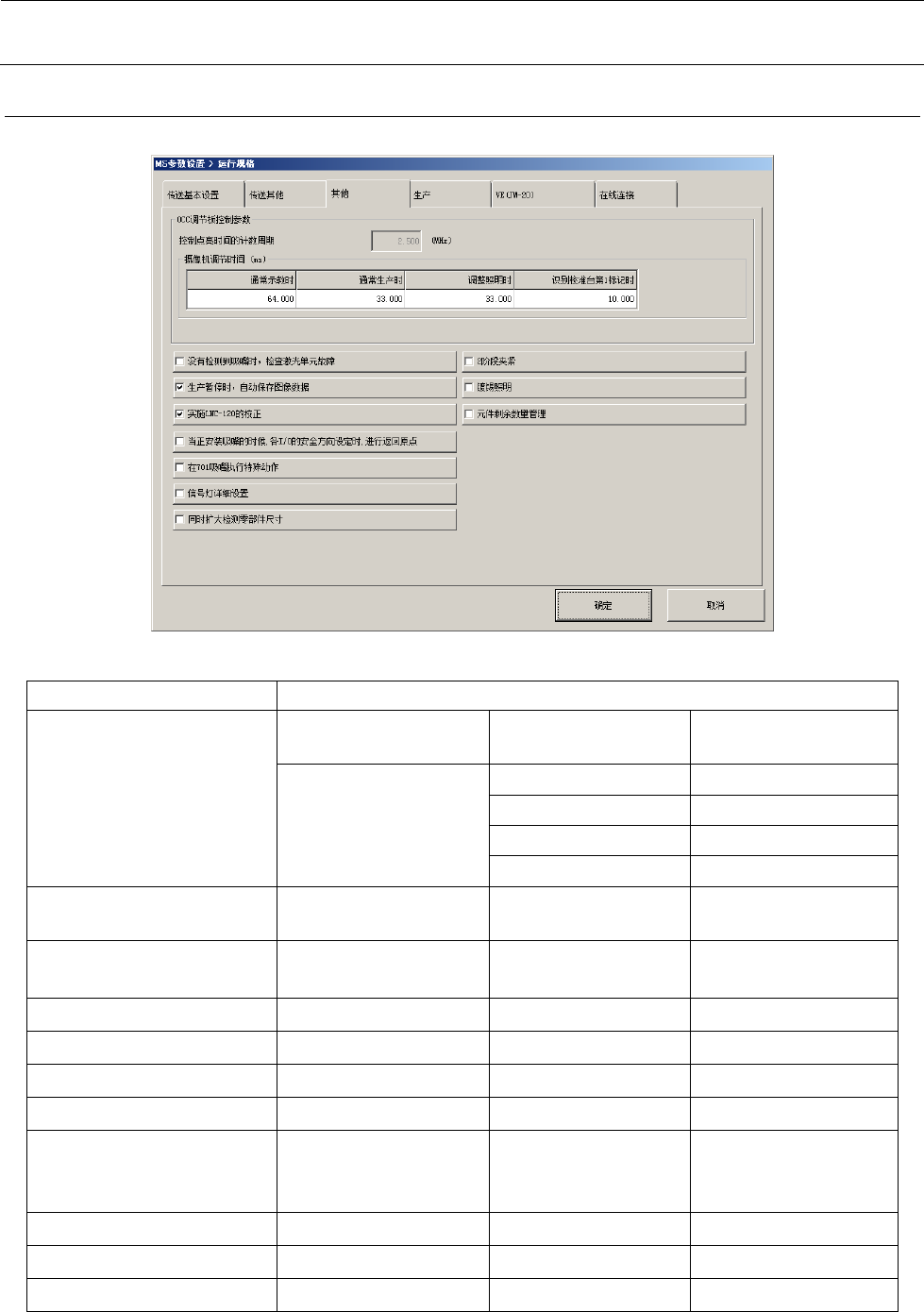
点击选项卡“其他”,会显示以下的对话框。
项目
选择的内容
OCC调节板控制参数
控制点亮时间的计数周
期
摄像机调节时间 通常示教时
通常生产时
调整照明时
识别校准台第1标记时
没有检测到吸嘴时,检查激光
单元故障
生产暂停时,自动保存图像数
据
实施LNC-120的校正
2阶段夹紧
镀锡照明
元件剩余数量管理
当正安装吸嘴时候,各I/O的
安全方向设定时,进行返回原
点
在701吸嘴执行特殊动作
信号灯詳細設置
同时扩大检测零部件尺寸