JM-20_MS参数.pdf - 第57页
MS 参数 4- 24 <操作 ・ 1/2 > 要调整的 Head 吸嘴选择 好以后,请 将校准片设置在 校准片 固定器 上。 并且,在被设定的 Head 上安装 508 号吸嘴,准备完毕后点击 “ 确认 ” 。 选择 “ 确认 ” 后, 由 指定 Head 号低的 Head 将校准片从校准片 固定器移动到 校准台。 • 计测内容 ① 使 Head 角 度为 0 度。 ② 启动校准台的真空,吸取 校准片。 ③ 利用 O CC 识别校准 …
MS
参数
4-23
4-9 Head
偏移量
4-9-1
功能
测量各Head的装配角度以及通过OCC算出的装配位置。
对话框结束时,在实行设备切换时检查有无吸嘴,如果还装着吸嘴,将显示信息要求拆下吸嘴。
4-9-2
使用夹具
本项目中使用以下夹具。
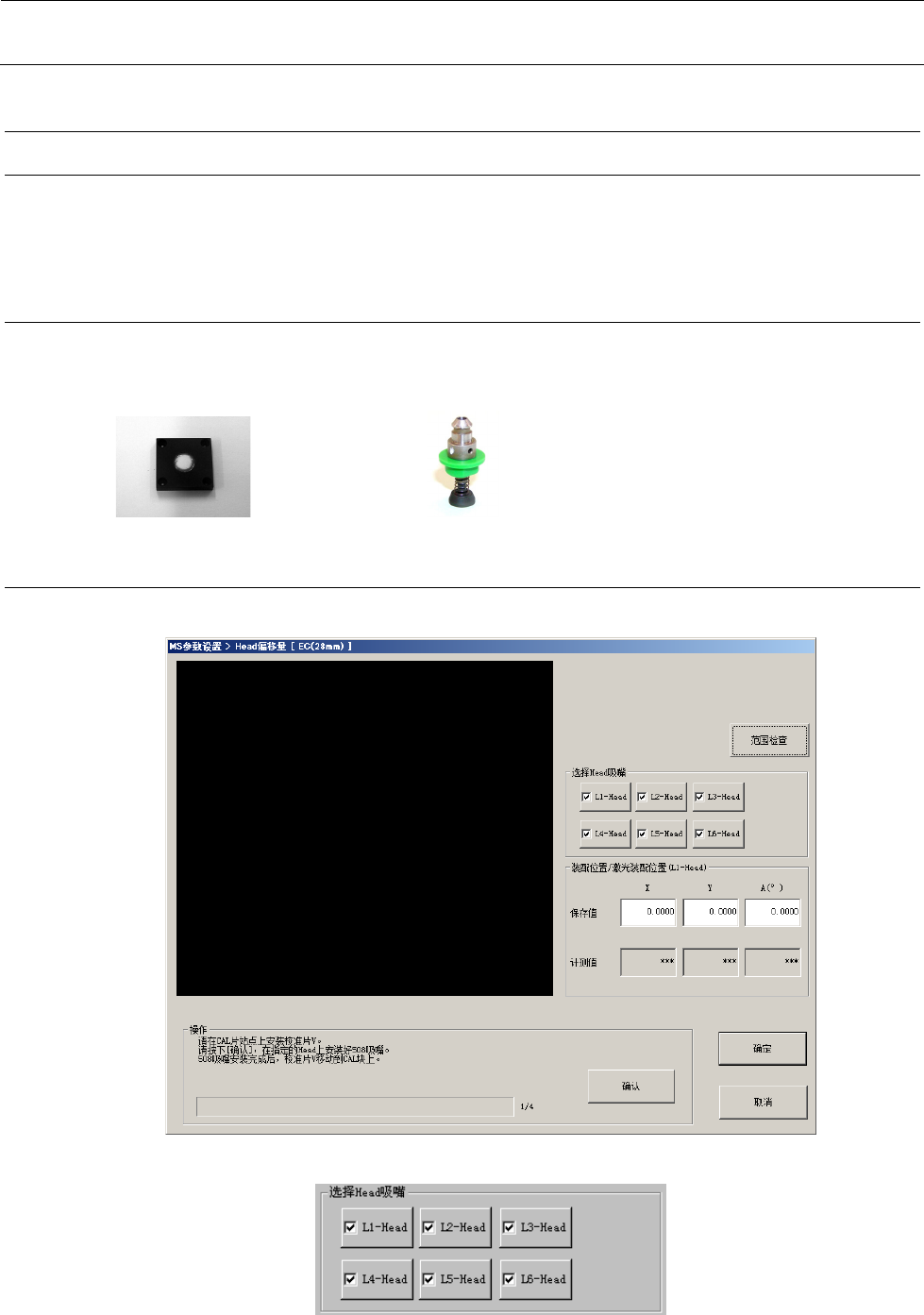
• 校准片V(E5190729000) • 508吸嘴(40001346)
4-9-3
操作
从菜单中选择“偏移量设置(O)”-“Head偏移量(E)”,会显示以下的Head偏移量对话框。
请从“选择Head吸嘴”项目中,确定要调整的Head吸嘴。
MS
参数
4-24
<操作・1/2>
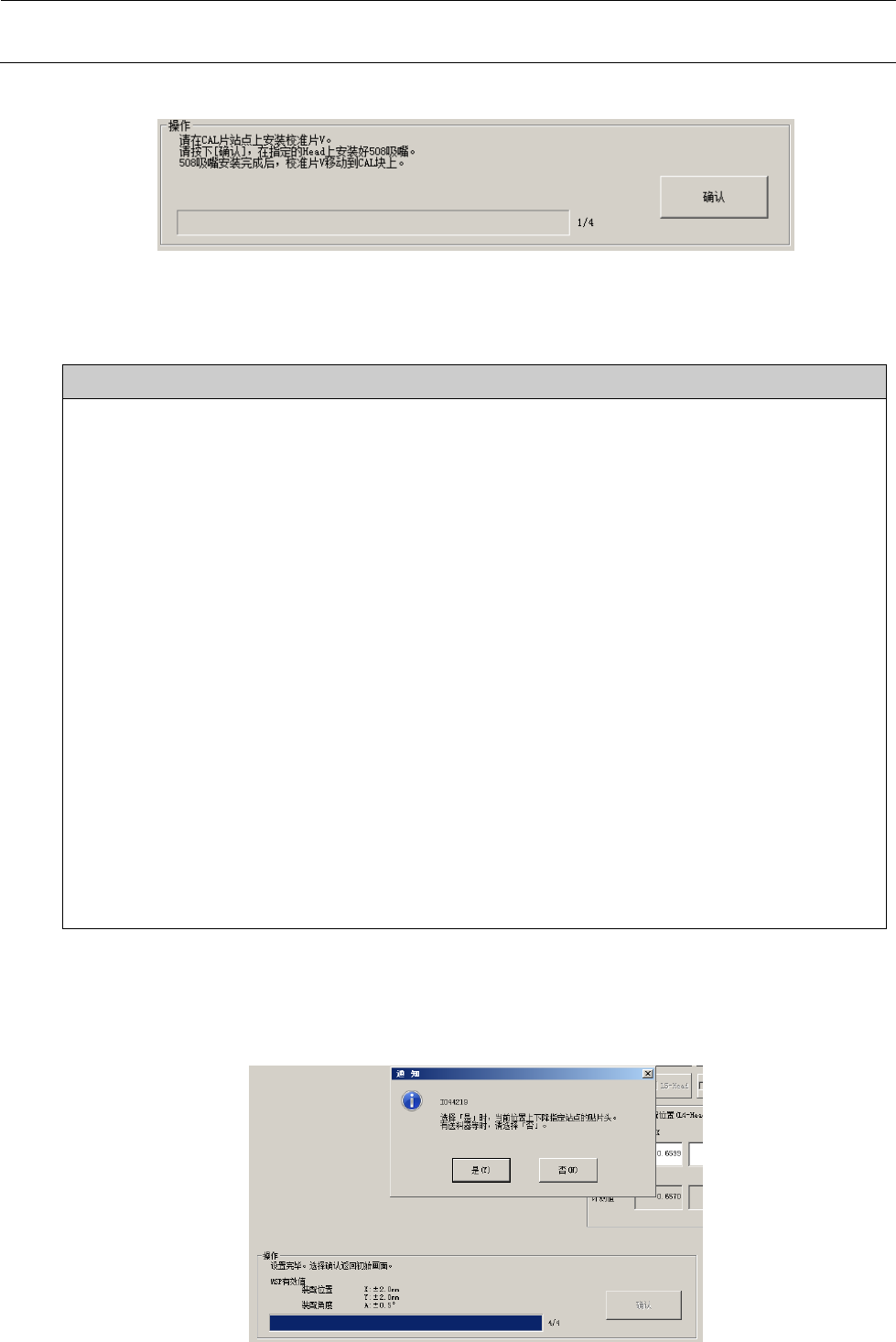
要调整的Head吸嘴选择好以后,请将校准片设置在校准片固定器上。
并且,在被设定的Head上安装508号吸嘴,准备完毕后点击“确认”。
选择“确认”后,由指定Head号低的Head将校准片从校准片固定器移动到校准台。
• 计测内容
① 使Head角度为0度。
② 启动校准台的真空,吸取校准片。
③ 利用OCC识别校准片的位置,算出中心位置和斜度。
此时,若不能识别校准片的2个孔即作为出错。出错时,确认校准片的位置。
④ 計算第③步中所测定的2点的中心位置,移 动 Head使设定Head的中心与该位置一致,吸取校准
片。此时,計算第1标记和第2标记之连線与X軸所构成的角度。
⑤ 旋转校准片,使第④步中所計算的角度变为90度。(校准片的边与X軸平行)
⑥ 将校准片用激光定心。定心后,校准片的边与激光传感器平行。从第⑤步的状态(校准片的
边与X軸平行)到定心后的状态之角度就是激光传感器的装配角度。
⑦ 算出元件的中心位置与吸嘴旋转中心位置的偏离,以此作为Y方向的偏移量値。接着将校准片
旋转90度,算出X方向的偏移量値。
⑧ 为了确认贴片位置,利用OCC识别校准片的位置。
⑨ 将校准片归还到校准台。
⑩ 以90度为单位旋转Head,直至270度,对各个角度重复实行①~⑨的动作。
⑪ 为了消除外形尺寸误差,将初始状态的校准片旋转90°、180°、270°,在各个角度的状态
下4次重复实行第⑩步。
⑫ 被指定的Head全部完成后,结束测量。
测量结束后,会显示以下的对话框信息。
没有Head下送料器时,如选择“是”,所有Head会当场下降到吸嘴拆卸位置高度,故请进
行吸嘴的拆卸。
MS
参数
4-25
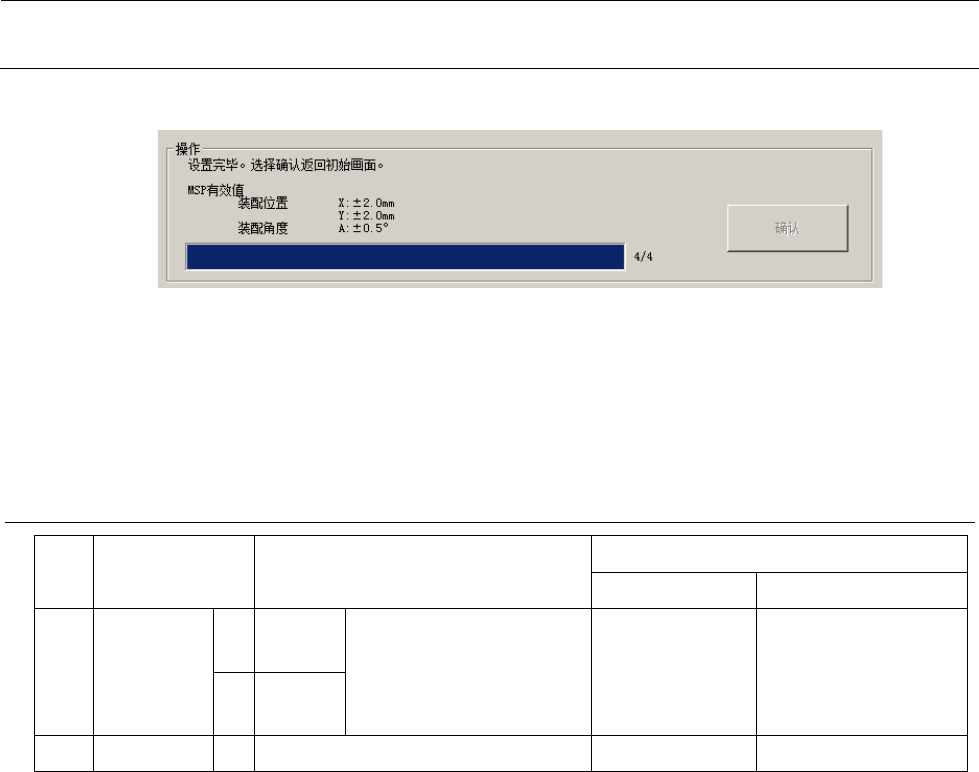
<操作⑫2/2>
设置结束了。选择“确认”,返回初始画面。
如校准片固定器存在倾斜,有时会不能吸取校准片。
这种情况下,请调整校准片固定器,或先铺垫缓冲性好的东西再放校准片。
4-9-4 MSP
容许值
No.
项目
MSP容许值
MSP值不良时
出现的问题
检测(更换)项目
1 装配位置
X
±2.0
㎜
但是,并列的吸嘴间的
MSP値之差为±0.03以下
同時吸取不良
贴片精度不良
Head单元的装配
特定吸嘴的元件精度
Y
±2.0
㎜
2 装配角度 A ±0.5° 贴片精度不良 激光传感器装配精度
如按下“范围检查”按钮,即对并列的吸嘴间的MSP值之差进行检测,如在30µm以上则显示错误
信息。
如发生这种情况,请进行机械的调整,使并列吸嘴间的MSP值之差处于30µm以内。