JM-20_MS参数.pdf - 第83页
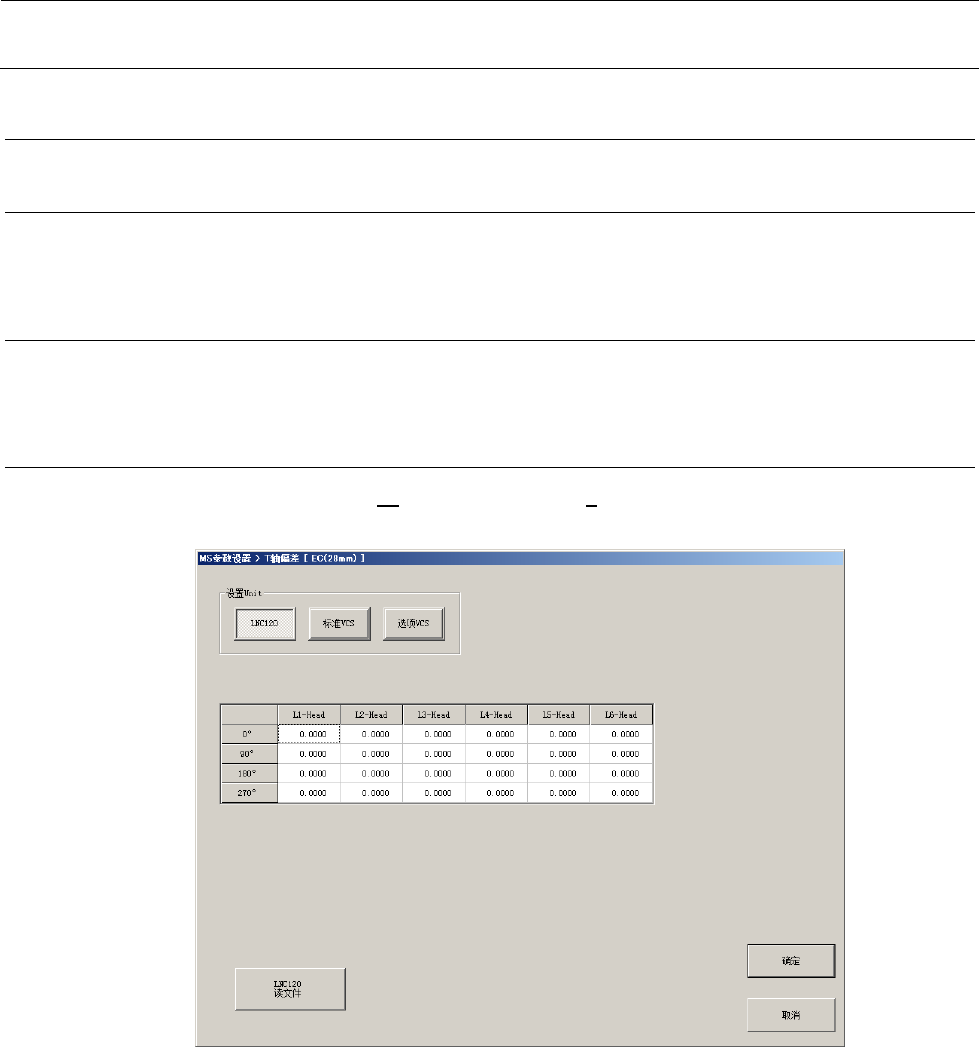
MS 参数 4- 50 4- 17 T 轴偏差 4- 17 - 1 功能 出厂前在工厂设定。因 此,本项目 只有在 JUKI 公司 有指示时才需要进行改 变。 4- 17 - 2 使用夹具 本设定不使用 夹具 。 4- 17 - 3 操作 从菜单中选择了 “ 偏移量 设置(O) ” - “T 轴偏差( I ) ...” 之后,显示下图所示的 T 轴偏差 设定界面。请以计算机 计算测定结 果,设定参数。
MS
参数
4-49
5个部位测量过标记位置的示教后,请卸下主送料器,按“确认”按钮。( 前 侧 送料器
编号:1、20、35、50、68)
前侧的最终位置设置结束后,将从5个点的平均值算出吸取基准位置偏移量(通常偏移
量),然后再进一步算出翘弯偏移量。
翘弯偏移量值根据以下计算式自动计算。
翘弯偏移量值(前侧)= (当前显示值) + (5个部位的最大值)-(平均值)
-(翘弯参数)
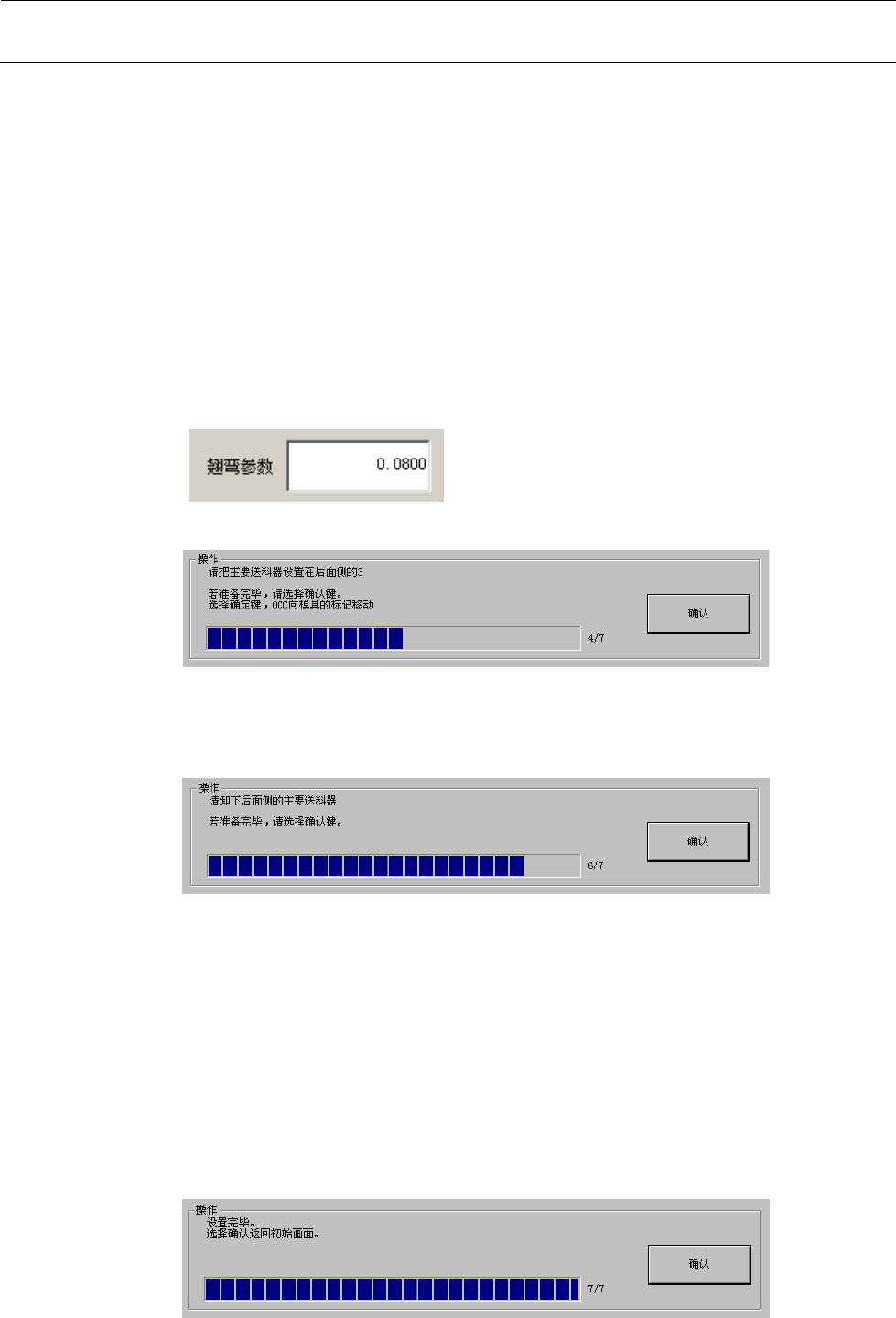
◆翘弯参数
翘弯参数就是初始画面上输入的值。通常使用默认值,请勿改变。
<操作⑫4/6>
如后侧台架也已被选择,接着上面的对话框显示。
如在台架选择中只选择了后侧台架,则从上面的对话框开始。
<操作⑫5/6>
5个部位测量过标记位置的示教后,请卸下主送料器,按“确认”按钮。( 后 侧 送料器
编号:3、20、35、50、68)
后侧的最终位置设置结束后,将从5个点的平均值算出吸取基准位置偏移量(通常偏移
量),然后再进一步算出翘弯偏移量。
翘弯偏移量值根据以下计算式自动计算。
翘弯偏移量值(后侧)= (当前显示值) + (5个部位的最大值)-(平均值)
+(翘弯参数)
<操作⑫6/6>
如选择“确认”,返回初始画面。
MS
参数
4-50
4-17 T
轴偏差
4-17-1
功能
出厂前在工厂设定。因此,本项目只有在JUKI公司有指示时才需要进行改变。
4-17-2
使用夹具
本设定不使用夹具。
4-17-3
操作
从菜单中选择了“偏移量设置(O)”-“T轴偏差(I)...”之后,显示下图所示的T轴偏差
设定界面。请以计算机计算测定结果,设定参数。
MS
参数
4-51
4-18
贴片综合偏移量
4-18-1
功能
贴片综合偏移量输入以下数据:用于校正因Head倾斜而导致贴片偏移的偏移量值;以及在激光偏
移量中取得的旋转中心与实际贴片中得到的轴旋转中心之差。
贴片综合偏移量,是测量规定生产程序中贴片的元件(或夹具),由此算出偏移量进行设置。
4-18-1-1
概述
贴片综合偏移量,是在取得MS参数后,以3维测量器等测量贴片精度,根据测量结果计算出贴片
偏移量并确定校正量。
No.
项目
设置的内容
1
X,Y,A 贴片元件的总括偏移量值
XA,YA 角度成分偏移量值
CA 吸嘴旋转中心的校正值
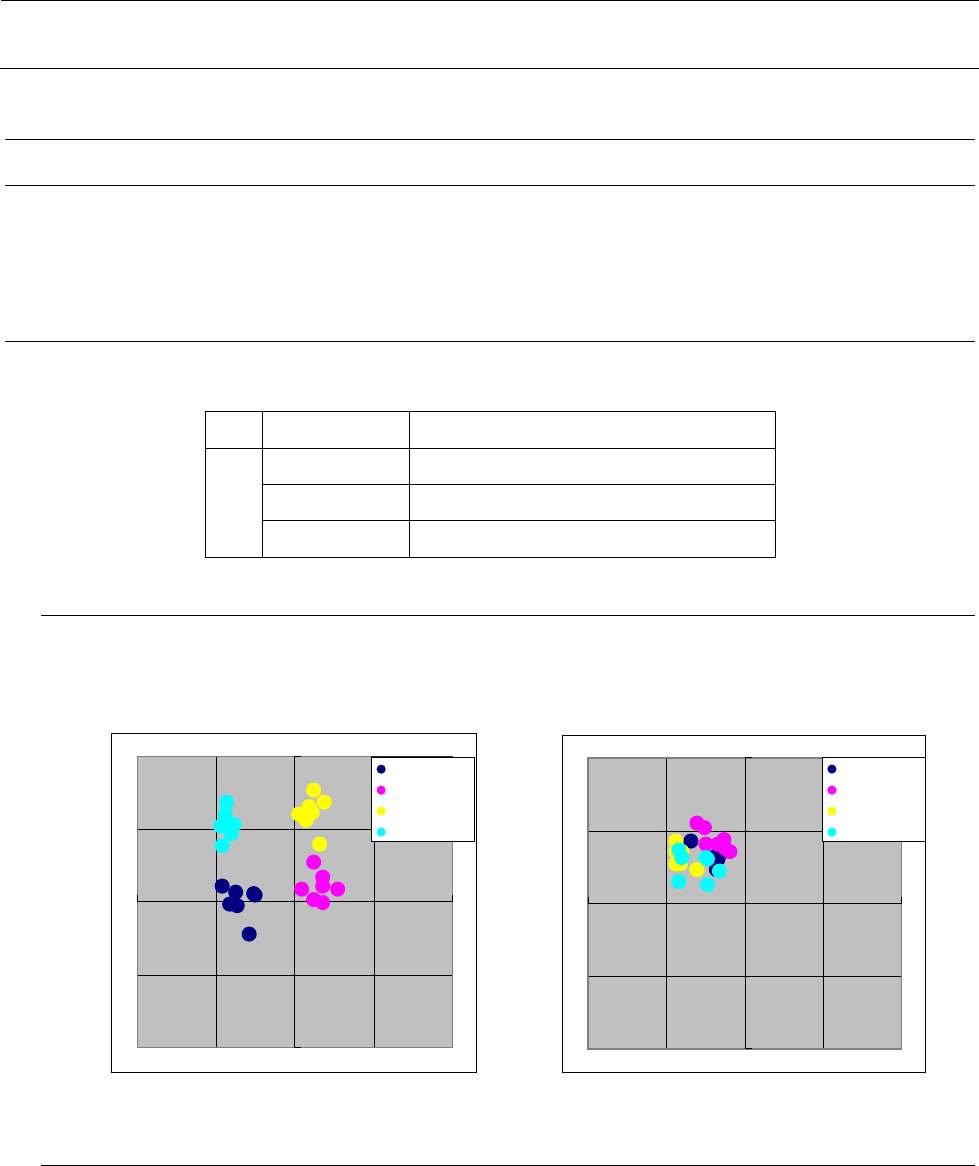
(1) XA,YA,CA
如下图所示,在相同的贴片角度时,XA,YA,CA是集中的,但在每个贴片角度分离的情况下是
有效的偏移量值。
对平均偏移无效。如在图1所示的情况下输入偏移量值,则被校正为如图2所示。
図1
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04
0.00 0.04 0.08
X (mm)
Y (mm)
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
図2
-0.08
-0.04
0.00
0.04
0.08
-0.08 -0.04 0.00 0.04 0.08
X (mm)
Y (mm)
搭載角度 0°
搭載角度 90°
搭載角度 180°
搭載角度 270°
图1 输入偏移量之前 图2 输入偏移量之后
(2) 栏目中的 XA,YA,CA 的求法
① 从前台车供给角度0°和后台车供给角度0°开始,以贴片角度0、90、180、270°进行贴片,
求出各自的贴片角度中X、Y之贴片偏移的平均值。
② 在每个贴片角度离散的情况下,以供给角度0°从前后两台车吸取贴片,掌握如何偏移的倾
向。
③
如果从前侧台车和从后侧台车的偏移是
逆向
偏移,CA有效。因此,只将CA值作为偏移量值
输入。
④
如果从前侧台车和从后侧台车的偏移是
同向
偏移,则XA、YA有效。因此,只将XA、YA值作
为偏移量值输入。
贴片角度
贴片角度
贴片角度
贴片角度
贴片角度
贴片角度
贴片角度
贴片角度