00196692-03_UM_SX4DX4_SR706_DE.pdf - 第131页
Betriebsanleitung SIPLACE SX4/DX4 3 Technische Daten und Baugruppen Ab Softwareversion SR.706.xx Ausgabe 06/2012 DE 3.6 Portalsystem 131 3.6.3 Aufbau der Y -Achse 3 Abb. 3.6 - 3 Aufbau der Y -Achse (Beispiel SX4) Die Y -…
3 Technische Daten und Baugruppen Betriebsanleitung SIPLACE SX4/DX4
3.6 Portalsystem Ab Softwareversion SR.706.xx Ausgabe 06/2012 DE
130
3.6.2 Aufbau der X-Achse
3
Abb. 3.6 - 2 Aufbau der X-Achse - Ansicht Kopfhalterung
(1) Kopfhalterung mit X-Linear-Motor (Primärteil)
(2) Y-Linear-Motor mit Festlager (Primärteil)
(3) Führungssystem mit Permanentmagnet (Sekundärteil des X-Linear-Motors)
(4) Endlagenpuffer (vier Stück)
(5) Halterung Kopfplatinen
(6) Portalausleger
(7) Längenmesssystem
Der Portalausleger ist aus Carbonfaser-Verbundmaterial gefertigt. Diese Technologie verleiht
Baugruppen äußerst geringes Gewicht bei extremer Steifigkeit.
Die X-Achse wird von einem Linearmotor angetrieben. Der Sekundärteil des Antriebs besteht aus
einem Permanentmagneten und ist am Portalausleger montiert, der Primärteil ist mit der Kopfhal-
terung verschraubt. Die Kopfhalterung wurde so konstruiert, dass sie alle Bestückkopf-Typen auf-
nehmen kann - ein Merkmal für die große Flexibilität, die mit SIPLACE-Automaten erzielt wird.
(4)
(3)
(1)
(5)
(2)
(6)
(4)
(7)
Betriebsanleitung SIPLACE SX4/DX4 3 Technische Daten und Baugruppen
Ab Softwareversion SR.706.xx Ausgabe 06/2012 DE 3.6 Portalsystem
131
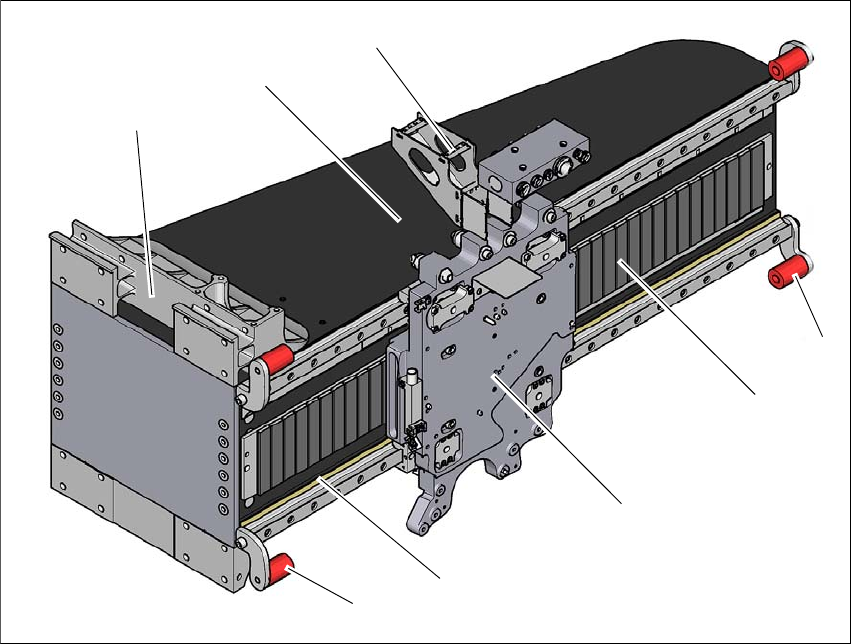
3.6.3 Aufbau der Y-Achse
3
Abb. 3.6 - 3 Aufbau der Y-Achse (Beispiel SX4)
Die Y-Achse besteht im Wesentlichen aus folgenden Hauptbaugruppen:
(1) Y-Linearmotoren (Primärteil) auf der X-Achse mit Fest- und Loslager montiert
(2) Permanentmagnet (Sekundärteil des Y-Linear-Motors)
(3) Lineares Wegmesssystem
(4) Führungssystem
(1)
(4)
(2)
(3)
(4)
3 Technische Daten und Baugruppen Betriebsanleitung SIPLACE SX4/DX4
3.7 LP-Transportsystem Ab Softwareversion SR.706.xx Ausgabe 06/2012 DE
132
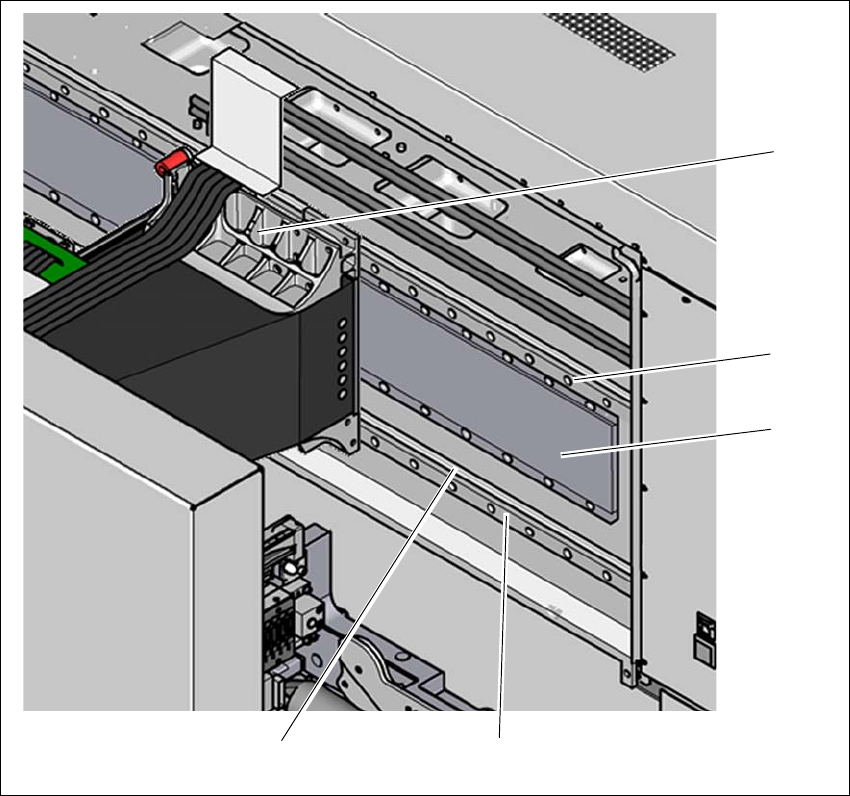
3.7 LP-Transportsystem
3.7.1 Beschreibung
Die LP-Transporte sind als fünfgliedrige Transporte aufgebaut, mit Eingabetransport, Bearbei-
tungstransport 1, Zwischentransport, Bearbeitungstransport 2 und Ausgabetransport. Die drei Be-
reiche Eingabetransport, Zwischentransport und Ausgabetransport dienen als Pufferzonen für die
Leiterplatten, falls kleinere Wartezeiten auftreten sollten.
Die Transportbänder werden von Gleichstrommotoren angetrieben. Ultraschall-Sensorenüberwa-
chen und steuern den Transport der Leiterplatten. Hat die Leiterplatte den Bestückbereich erreicht
und die Ultraschall-Sensore passiert, wird sie abgebremst. Ein Stopper positioniert die Leiter-
platte. Sobald die Leiterplatte ihre Sollposition erreicht hat, wird das Transportband gestoppt und
die Leiterplatte von der Unterseite her geklemmt.
Der Abstand zwischen Leiterplattenoberseite und Bestückkopf bleibt daher bei jeder Leiterplatte
unverändert und hängt nicht von der Dicke der Leiterplatte ab. Dementsprechend ist auch die Be-
stückrate nicht von der LP-Dicke abhängig. Darüber hinaus lässt sich die LP-Markenzentrierung
optimieren. Durch den gleichbleibenden Abstand zwischen LP-Oberfläche und LP-Kamera ist der
Fokus der LP-Kamera immer gleich scharf auf die LP-Oberfläche eingestellt. Die LP-Markenkon-
turen werden optimal auf dem CCD-Chip der LP-Kamera abgebildet.
Die Breite des Leiterplatten-Transports wird elektronisch von einem integrierten Regelkreis einge-
stellt und überwacht. Sie lässt sich per Programmaufruf wählen. Dazu aktiviert die Regelelektronik
den Antriebsmotor so lange, bis die gewünschte Breite erreicht ist. Die Breitenverstellung ist also
unabhängig von anderen Maschinenkomponenten.
Die Transporthöhe lässt sich am Automaten so wählen, dass diese in Linien mit 900, 930 oder
950 mm Transporthöhe integriert werden können. Die Standardhöhe beträgt 930 mm.
Die Kommunikation zwischen den LP-Transporten der einzelnen Automaten erfolgt über die
SMEMA-Schnittstelle oder die optionale Siemens-Schnittstelle.