JUKI_2050说明书_.pdf - 第189页
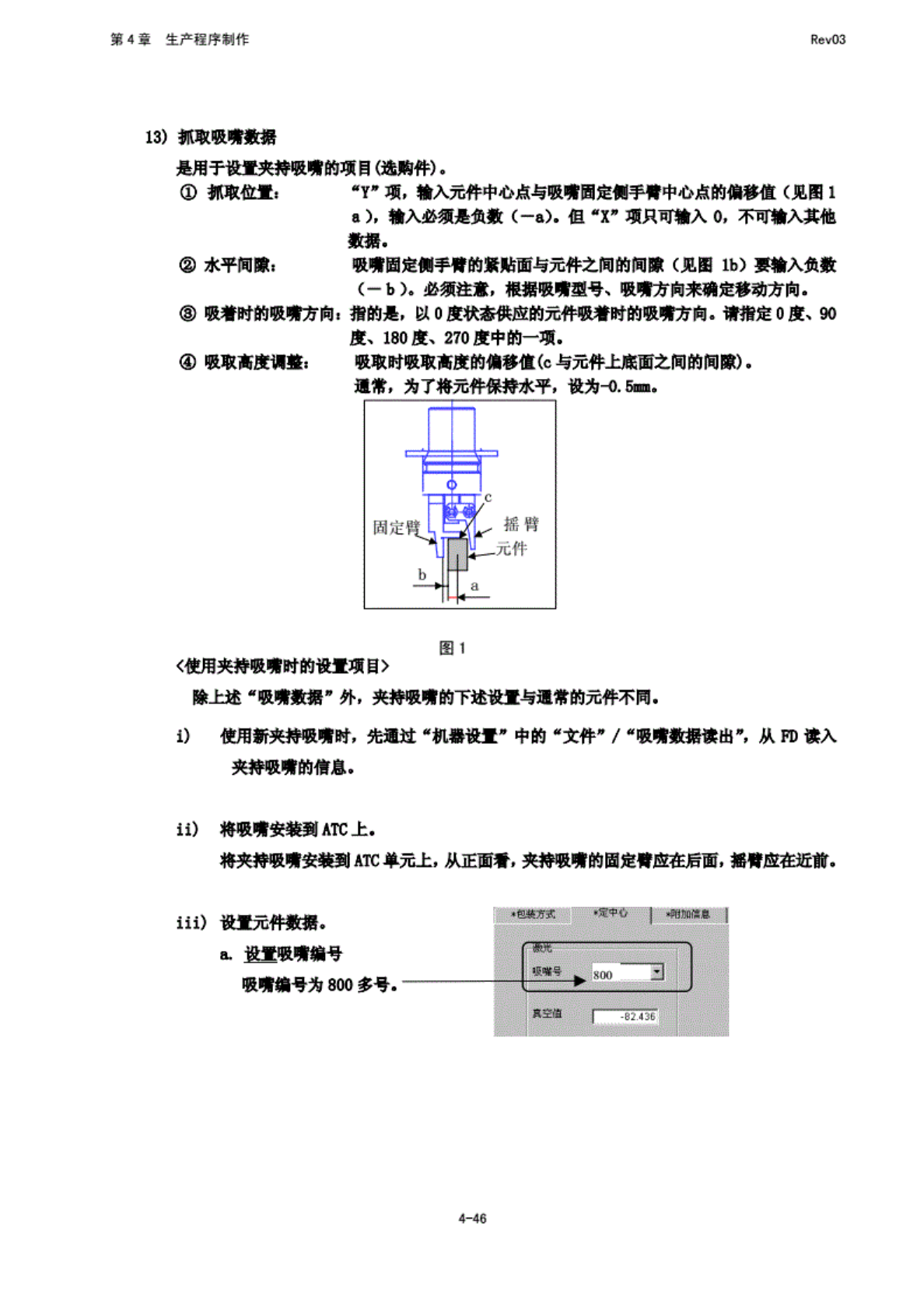
第 4 章 生产程 序制作 Rev03 13) 抓取吸 嘴数据 是用 于设置 夹持吸 嘴的项 目 (选 购件) . 抓取 位置: ”Y" 项, 输入元 件中心 点与吸 看固定 H 手臂中 心点的 偏移值 (见图 1 a), 输 入必期 是负数 (一Q. 但 项只 可输入 0, 不可激 入共地 蚓. 水平 间隙; 吸睛固 定僵手 臂的紧 贴面与 元件之 间的间 障 (见图 1b) 要输 入负数 (一b 以 必须 注意, 根 据胺…
第
4
章
生产程
序制作
Rev03
8)
吸取位
置校正
是以激
光定心
的带状
元件为
对象,
根据激
光识
别结果
来自动
修正吸
取位置
偏差的
功能,
修正
的
结果款
反映到
.吸
取数
据"
的
吸取坐
标中,
[
3,
如果
选择吸
取位量
修正,
生产
肘的吸
取坐标
会发生
变化,
生
产途中
育融不
能同时
富
吸取.
9)
统白
动示裁
如果将
MTC
自动示
教设为
“朝
严,
则通过
托盘上
的做
点自前
黄量元
件中心
位置,
并更
新吸取
坐标,
光点表
示元件
中心.
在生产
时,
生产开
始时及
生产后
首
次拉出
元件敷
,已
变更悟
浦等)
的托
盘时进
近示机
10)
元
件忽陪
如
果将元
件忽略
设置为
*是”
,
则指定
的元件
在生产
时将被
跳过,
不进行
贴片.
使
用破指
定为跳
流元
件的贴
片行,
在生产
时虽拨
不进行
贴片,
但不算
到未融
片一览
表中,
0'
从蓑据
噂读入
元件棺
息时,
*
元件忽
略』
数据被
更茂为
0
皆*.
ID
iirsfria
帆
使用
KI'S
睛,
如果
将吸取
基准位
置标谢
R
别设为
*
进行*
则在拉
出安置
膏没置
无件的
3
匹
进行吸
取基准
位置
标记的
调别,
修正
吸取、
元
件返回
等执行
型标.
如果
选择*
进行”
,
可提
高吸取
精度,
但审
别要花
时间.
12)
元件层
元件
层设置
同一贴
片层内
咎元件
的优先
顺序.
该
设置仅
在域行
优化展
序的
生产时
有效’
此外,
与
贴片层
不同,
元件层
不变为
元件用
尽暂停
状态.
请右击
一览表
中所显
示的层
1(
优先
度高)
到县
了(优
先
度始,
进行
选择
设*.
4
层
层
层层
^一^
层
层
4-45
第
4
章
生产程
序制作
Rev03
13)
抓取吸
嘴数据
是用
于设置
夹持吸
嘴的项
目
(选
购件)
.
抓取
位置:
”Y"
项,
输入元
件中心
点与吸
看固定
H
手臂中
心点的
偏移值
(见图
1
a),
输
入必期
是负数
(一Q.
但
项只
可输入
0,
不可激
入共地
蚓.
水平
间隙;
吸睛固
定僵手
臂的紧
贴面与
元件之
间的间
障
(见图
1b)
要输
入负数
(一b
以
必须
注意,
根
据胺嘴
型号、
吸
睛方向
来确定
移动方
向.
吸着时
的吸嘴
方向:
指的题
以
0
度状态
供成的
元件吸
增时
的吸需
方乐
请指定
0
度、
W
度、
180
度、
270
度中的
一须.
吸
取高度
调整,
吸取
时吸取
高度的
偏移值
G
与元件
或底面
之间的
间隙)
.
通常,
为
了将元
件保持
水平,
设为
7.
父.
图
1
《便用
夹持吸
嘴时的
设置项
目>
除上述
*
吸费
m*
外,
夹持吸
嘴的下
述设置
与通常
的元件
不同.
1)
使用新
兴持吸
鼻时,
先通过
“机器
设置"
中的
"文
件#
/
"吸嘴
数据读
出",
从
m
读入
夹持
吸嘴的
信息.
ii)
将图印
安装到
ATC
上.
格夹持
吸嘴
安
a
A1C
单元
上,
从正
面看,
夹
持吸嘴
的固定
餐应在
居面,
摇
臂应在
近前.
iii)
设
置元件
数据,
乙
一置吸
方编号
吸嘴
编号为
800
金号.
4-46
第
4
章
生产程
序制作
Rev03
赛现班
下限
贴片
脚下降
眼片
滩上引
谢的
工立
邮
tK
也】
药片
解量
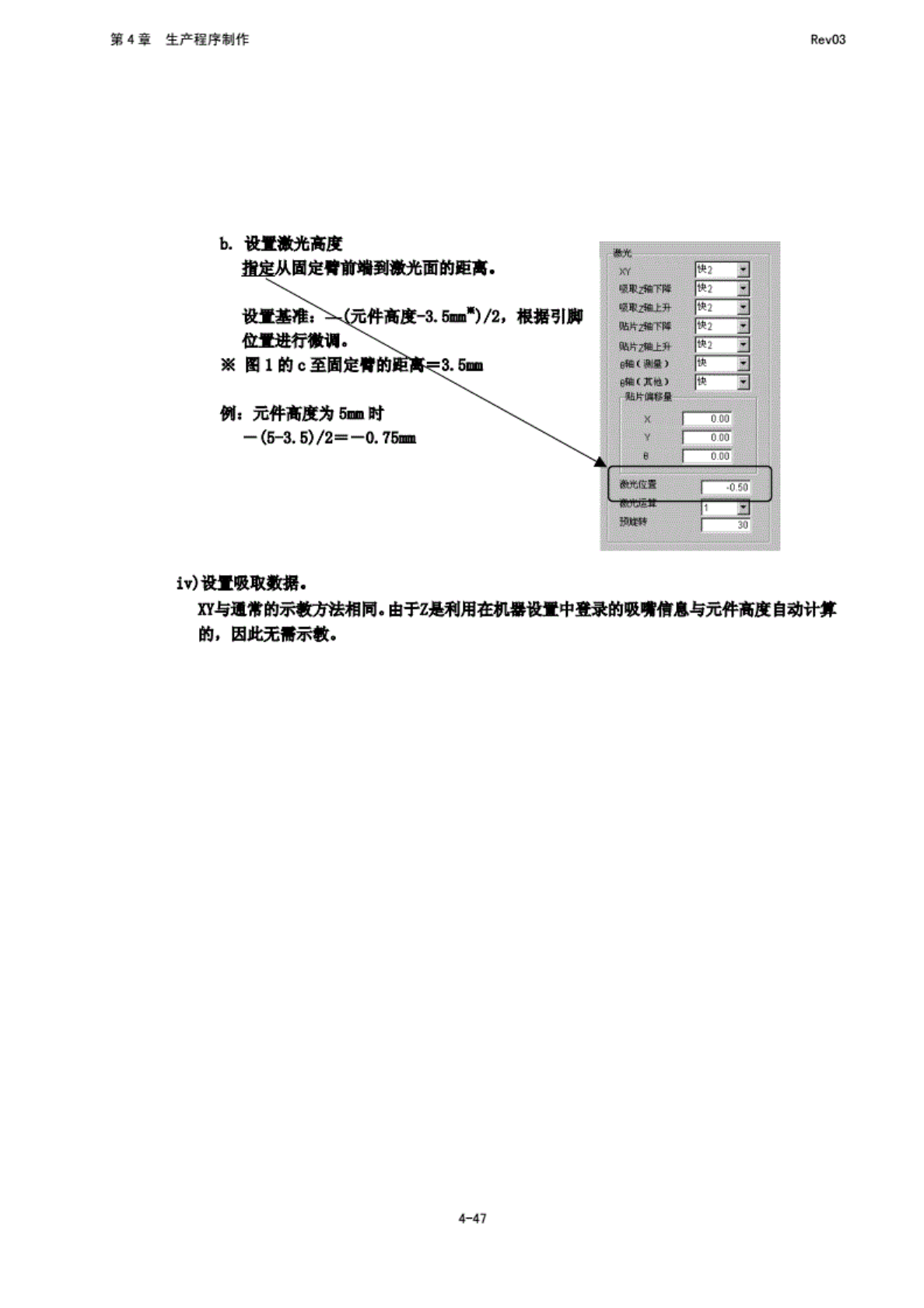
b.
设置激
光高度
指
定从固
定臂前
端到激
光面的
距离.
设置
基准工
、(四
件高度
T.*.)/%
根
据引脚
藏
图
1
的
c
至固定
臂的还
w
3.5
的
例,
元件
高度为
5m
时
-(5-3.
5)/2-
-0.75m
国
I
H
HI'S
置吸取
数据.
际
与通
常的示
教方法
相同.
由
于名悬
利用在
机器没
置中登
录的吸
需情感
与元件
高度自
动计算
的,
因此益
示教,
4-47