JUKI_2050说明书_.pdf - 第366页
第 6 章 操作 上的故 障抢修 RtvQ3 第 6 章 操作 上的故 障检修 本 章以操 本方 法为中 心, 对 KE-2O00 系列便 用过程 中用雌 生的 问 题及相 应的措 施进行 说明. 以下 将按 照故障 发生可 能性的 大小顺 序来 进行 聪明, 请按 照编 号遴行 处理. 6-1 贴 片偏移 6-1-1 整 个基板 发生贴 片偏移 (每 个基板 都反复 出现 3 原因 措施 * 贴片 数据” 的 X, Y 坐 标输入 错…
第
5
堂
其
它功能
RfivO3
5-7T-3
停电
后的恢
复措施
(接通
电源)
―
汕
时,
要确
认停电
时保存
的文件
遗杏
存在,
更性存
:/国
,
有对话
推显小
海相.
捡测
出停
电
时保存
的文件
存在时
的显示
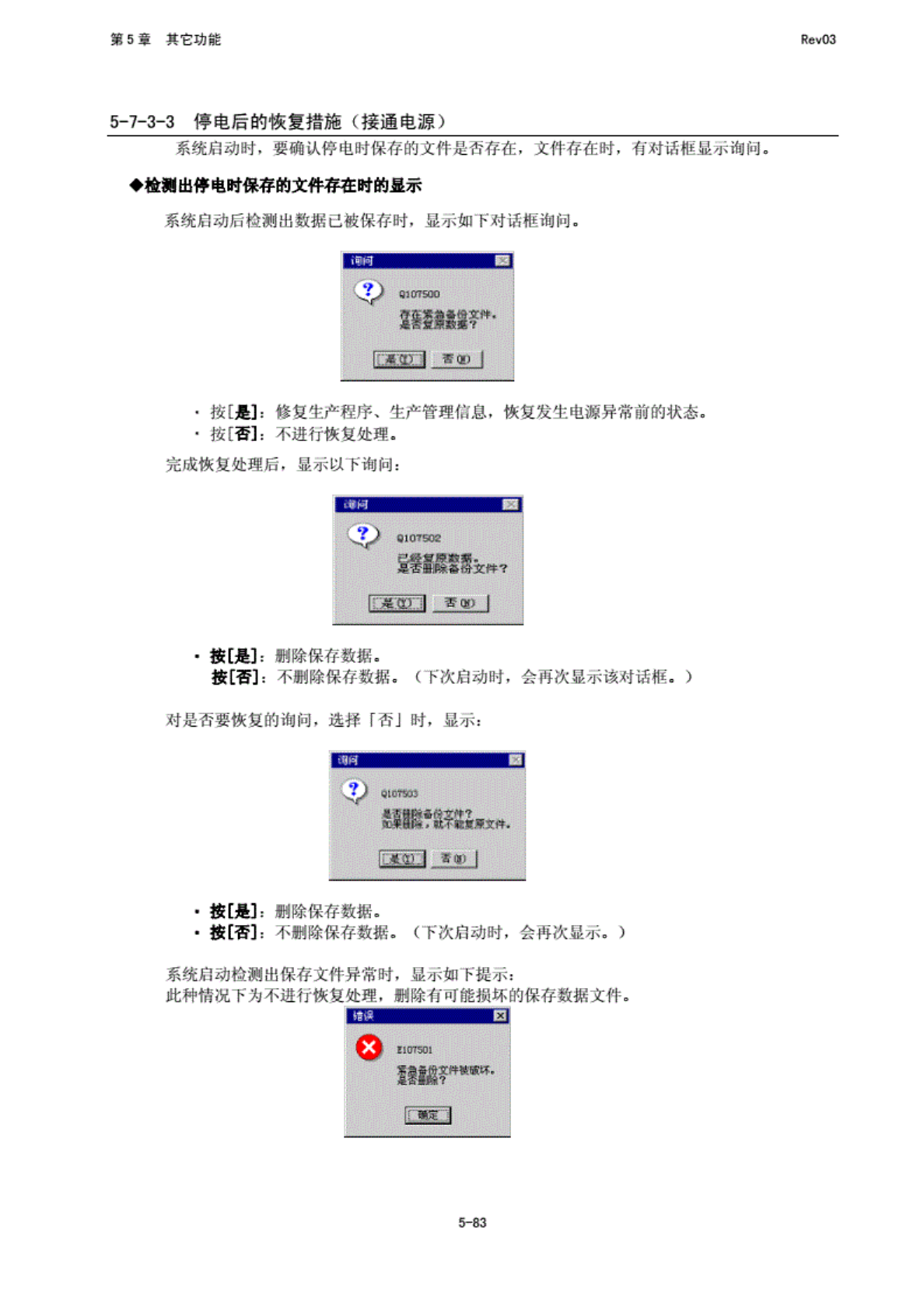
系统
启动后
检测
出数据
已被保
存时,
,显小
如下
对话框
询问.
按
[是卜
修麓生
产程序
、生
产管理
国息,
恢
复发生
鱼源异
常前的
状态.
'
按
[否l
不进
行恢复
处理.
完成
恢复处
理节.
显小
以下询
问工
技
[是
L
删
除保存
数据.
按
[否卜
不
删
除保存
数据.
(下
次启
动时,
会再
次显小
该对
话框.
)
对是
否要恢
夏的
洵问*
选择
「杏」
时
,我小
一:
•
按
[是
L
删除保
存数据
。
•
按
[哲
L
不删
除保存
数据.
(
F
次启
动时,
会再次
显示.
)
系
统启动
检测出
保存文
件异
常时,
显
可:
如下
提小:
此种
情况下
力不
进行恢
复姓理
,删
除有
"T
能损
坏的保
存数据
文件.
5-83
第
6
章
操作
上的故
障抢修
RtvQ3
第
6
章
操作
上的故
障检修
本
章以操
本方
法为中
心,
对
KE-2O00
系列便
用过程
中用雌
生的
问
题及相
应的措
施进行
说明.
以下
将按
照故障
发生可
能性的
大小顺
序来
进行
聪明,
请按
照编
号遴行
处理.
6-1
贴
片偏移
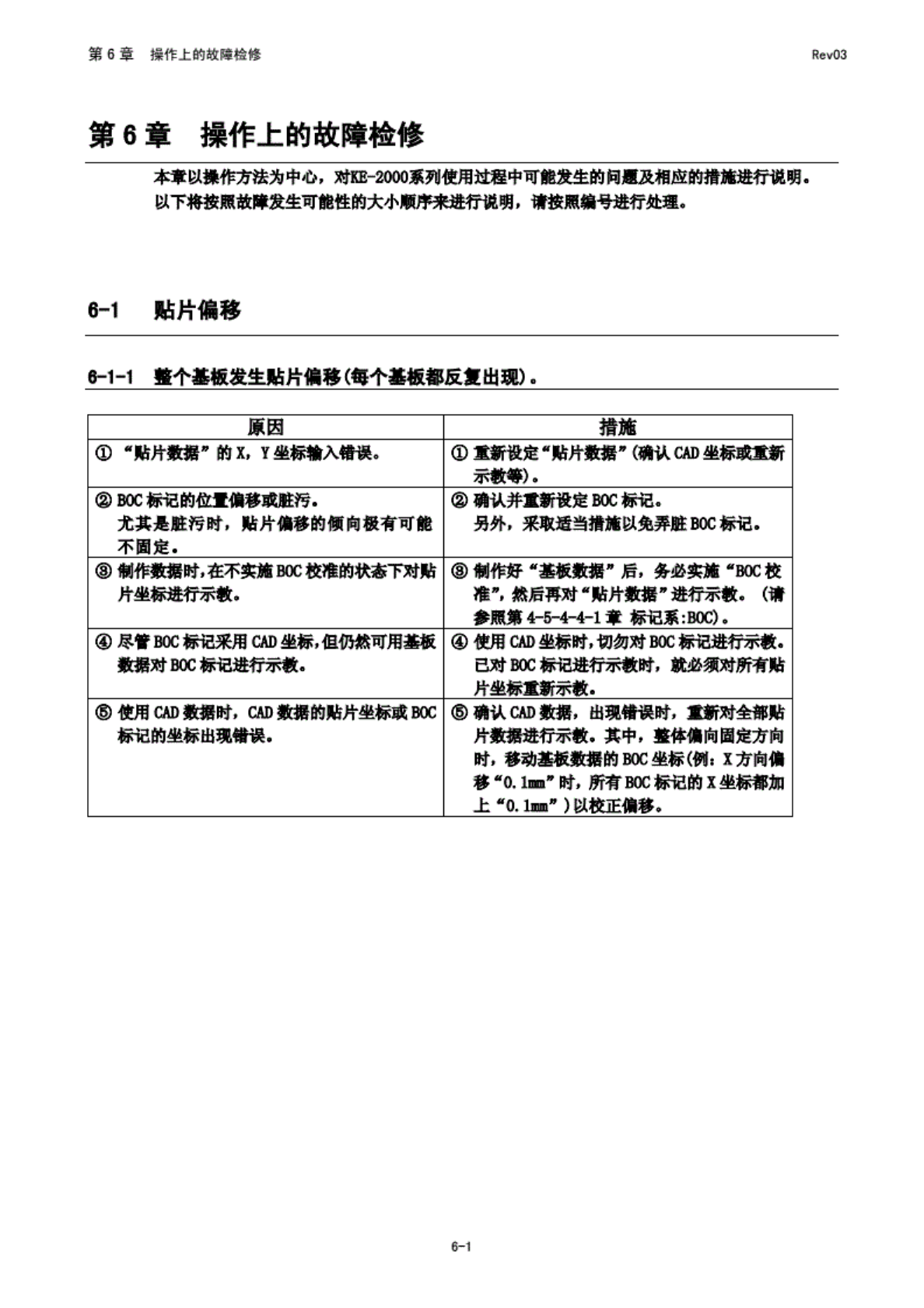
6-1-1
整
个基板
发生贴
片偏移
(每
个基板
都反复
出现
3
原因
措施
*
贴片
数据”
的
X,
Y
坐
标输入
错误.
重新
没定0
贴片
数据
R
照认
CAD
坐标或
重新
BOC
标记的
位置
偏移或
JS
污.
尤其是
JC
污时,
贴片
偏移的
简向极
有可能
不
固定.
认并富
新设定
BOC
标记.
另外,
采
取增当
措施以
免弄脏
BOC
稳记.
®
制作费
据新,
在不痴
t
BOC
校准
的状态
下对贴
片坐
标进行
示教,
制作好
“基板
数据”
后,
务
必实篇
-BOC
校
准金
然后再
对*
贴片
数据
“进行
示教.
(情
参展第
4-5~4-4-1
章
标
记
系:
BOC).
BOC
标
记采用
CAD
坐标,
但仍
然可
用基板
聊对
BOC
标
记进的
梯
CAD
坐S明
切勿对
BOC
赫
B
进
行示典
EUB0C
标迎环
tt
%
财财所
距
片坐
拆重新
示教.
CAD
蒙
据时,
如
数据
的贴片
坐标成
BOC
标
记的坐
标出现
凿混.
CAD
数据,
母现臂
误呼,
重新对
全部贴
片教
据进行
示教.
其中,
整体偏
向固
定方向
时,
普
动基板
数据的
BOC
坐标
(例:
工
方向偏
移
.0,1bT
时,
所有
B0C
标记的
工坐标
都加
上
-o.
匈一
)以
校正
偏移,
6-1
第
6
章
操作
上的故
障抢修
RtvQ3
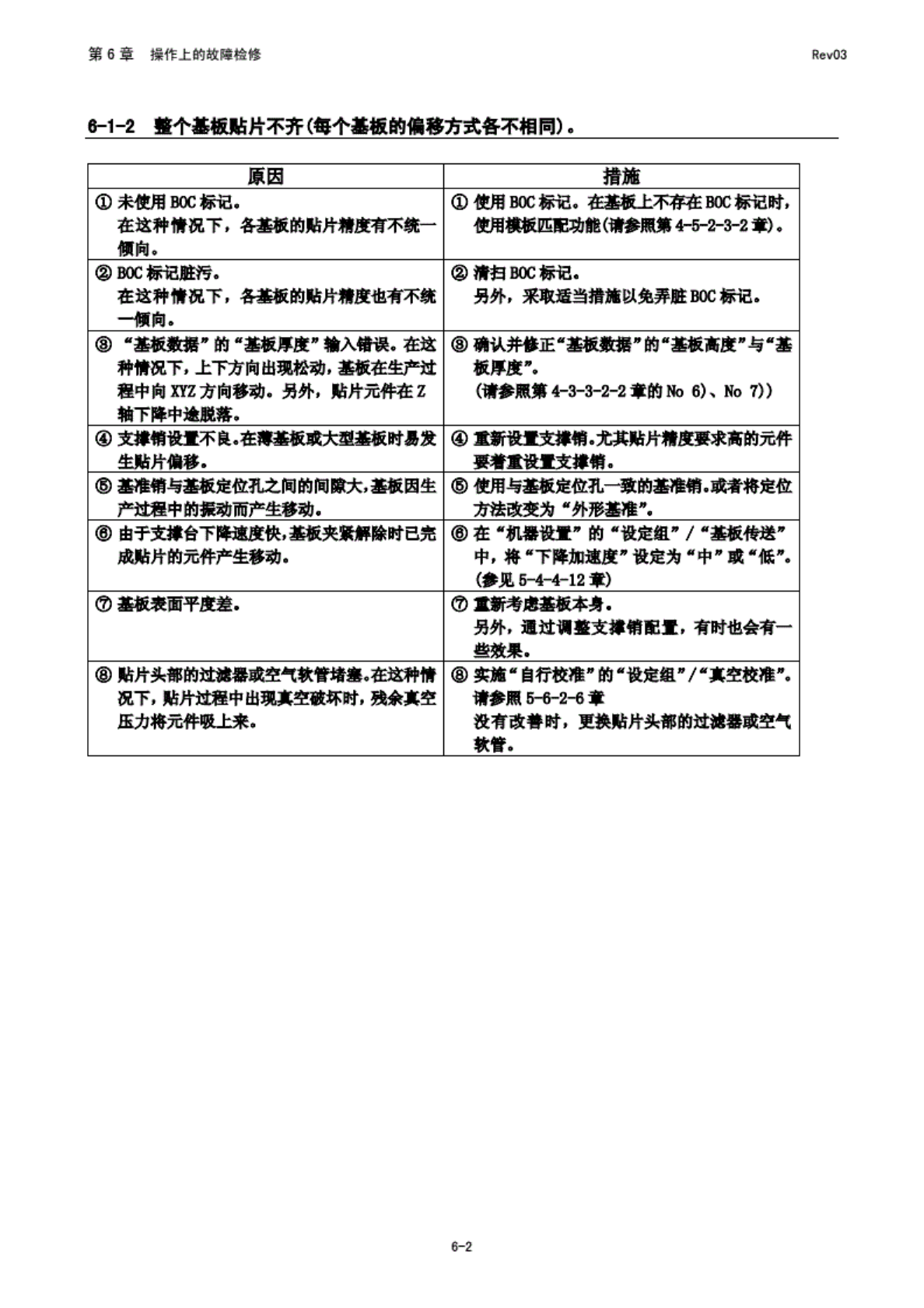
6-1-2
整个
基板贴
片不齐
(诲
个基板
的偏移
方式各
不相同
).
原因
殖雁
未使用
BOC
标记.
在
这种情
况下,
各基板
的贴片
精度有
不统一
倾队
BOC
标记.
在基
板上
不存在
BOC
标记
时,
使用
费
匹配功
能僧毒
(第
4-即2-3-2
章)
.
BOC
标
EJfi
污,
在
这种情
况下,
备基板
的贴片
需度也
有不端
一
0(
向.
BOC
标
记.
另外,
采取
适当
措施以
免弄脏
BOC
嘉记.
父基板
数据晚
的
"基板
厚度.
输
入错喝
在这
种情
况下,
上下方
向出现
松动.
基板在
生产过
程中向
XTZ
方向
移动.
另外,
贴片
元件在
Z
轴下
降中施
脱落.
确认并
修正
基板
数据
“的"
基板高
0T
与
“基
板厚度
(请
静照第
4-3-3~2-2
章的
No
6),
N0
7
支
撑精设
置不提
.在
薄基
板或大
型基板
时爆发
生贴片
偏移.
重
新没置
支撑精
,尤
其贴
片精度
要求高
的元拜
要
着重设
置支撑
ffih
®
基
准销与
基板定
位孔之
间的间
隙大
,基
板因生
产过
程中
的振动
而产生
移动,
®
使用
与基板
定位孔
一致的
基准销
.璃者
将定位
方法
改变为
“外揩
基准,
由
于支撑
台下降
速度快
,基标
夹紧
解除
时已完
成贴
片的元
件产生
移劫.
在
“机器
设置”
的
*
设
定组”
/
*
基板做
T
中,
将
“下
降加
速度
”
设定为
“中
”
或
“低,
(辞见
5-4-4-12
章)
基板
表面平
度差.
虑基板
本身.
另外.
通过调
整
支弹期
配置,
有时也
会有一
些效
果.
贴片头
部的过
滤基或
空气软
管堵塞
,在
这种情
况下,
贴片
过程
中出观
真空破
炼时,
残
余真空
压力
将元件
吸上
来.
实施*
自
行校准
*的
*
俄定维
"Z1
1f
真空
校推,
清裁黑
5~6-2-6
章
没有改
善时,
更
换贴片
头部的
过滤罂
或空气
软管.
6-2