JUKI_2050说明书_.pdf - 第273页
第 4 章 生产程 序制作 Rev03 4~5~4^4 确认 此 功能为 确认生 产程序 的第算 内容的 功能。 后 注意 为了跑 党人身 伤事, 在机盘 运有过 程中, 切剪将 手和暴 伸入装 ,内 部. 4-5-4-+-1 标 记类: BOC 很剧 BOC 扁 0, 并将 识别坐 标的加 值储 存在主 体中. 诚实 测值将 在贴片 数据示 教时的 坐标修 正 中得到 反映. 从 莱单栏 中选择 . 机器操 作*/ "瑞 认…
第
4
章
生产程
序制作
Rev03
4-A4-3-5
共面
牲检查
进
行共面
性检资
及获取
番数.
3)
共面
性推查
的操作
将程序
完成至
1f
图像
数据”
,
从
菜单栏
中单击
*
机器
操作”
/
.检
3r
/
*
共面
检查”
.
显
示如下
画面.
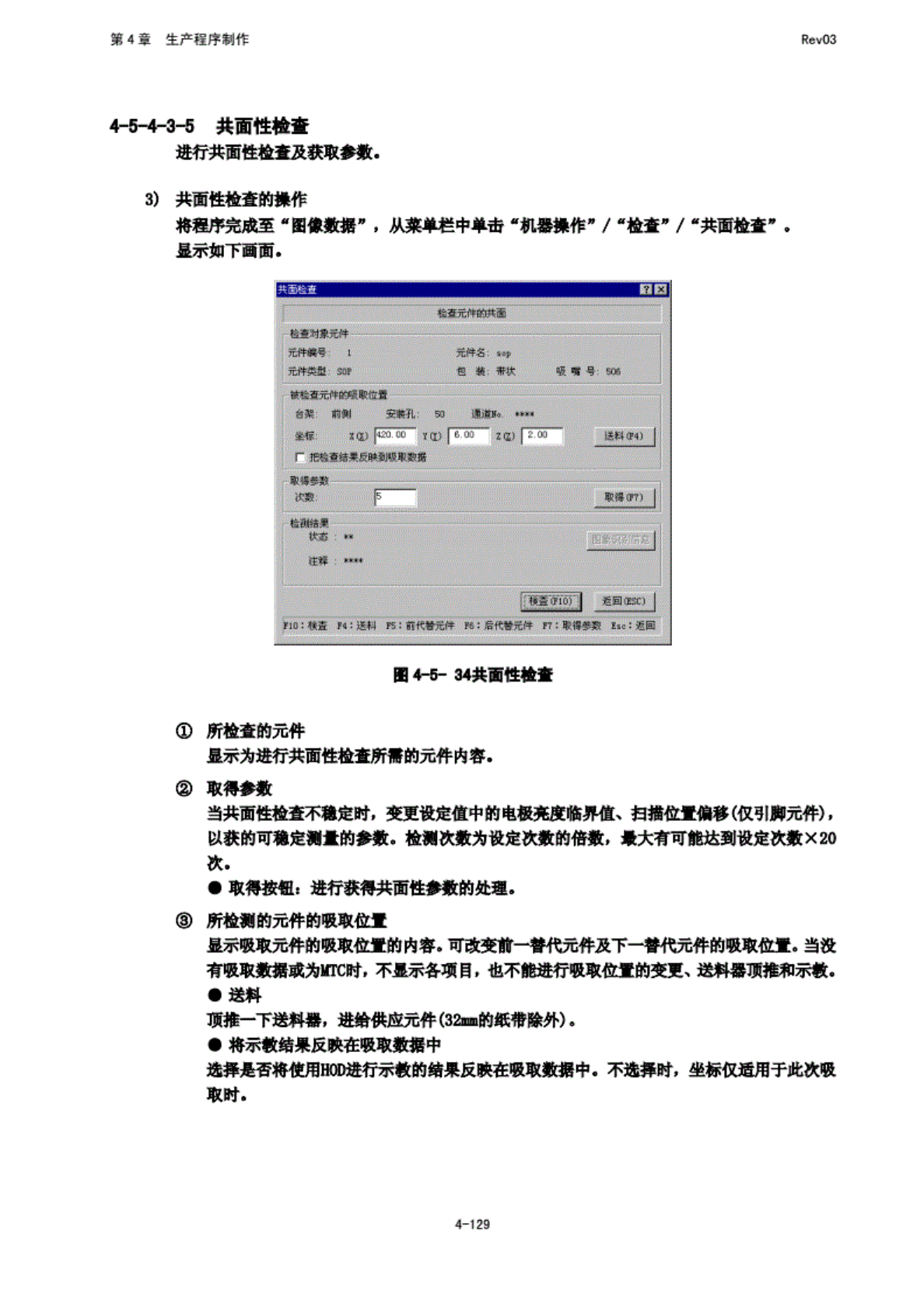
H4-6-
34
块面
性检查
所检查
的元件
显
示为迎
行共
面性检
龙所需
的元件
内容.
取
得参数
当共
面性检
查不稳
定时,
受更慢
定值中
的电极
亮度临
界值、
扫描位
置偏移
(仅
引脚元
件),
以获的
可穆定
期量的
参数.
检测
次数为
设定次
数的倍
数,
晕大
有可能
达到设
定次数
X
20
次.
・
取得
按钮工
进
行获得
共面性
善效的
处理.
所检
第的元
件的吸
取位置
显示吸
取元件
的吸取
位置的
内容,
西曲知
TTMV5
件及下
Tft
元件
的吸取
It
置,
当没
有吸
取数据
成为
顺
时,
不
显示各
项目.
也不碱
行政取
位置的
变更、
送斜卷
顶推和
示教,
顶推
一下送
料器,
进给供
应元件
(32M
的班
帝除外
3
,
将
示教雄
果反映
在吸取
数据中
选择
是否将
使用
HOD
进
行示教
的结果
反映在
吸取蝌
中.
不选
择时,
坐标仅
适用于
此次吸
取时.
4-129
第
4
章
生产程
序制作
Rev03
4~5~4^4
确认
此
功能为
确认生
产程序
的第算
内容的
功能。
后
注意
为了跑
党人身
伤事,
在机盘
运有过
程中,
切剪将
手和暴
伸入装
,内
部.
4-5-4-+-1
标
记类:
BOC
很剧
BOC
扁
0,
并将
识别坐
标的加
值储
存在主
体中.
诚实
测值将
在贴片
数据示
教时的
坐标修
正
中得到
反映.
从
莱单栏
中选择
.
机器操
作*/
"瑞
认*
/
'标记
系统#
/
*眦l
显
示确认
画面.
此时.
刘果
安全费
打开,
由
于是轴
动作所
产生的
功能,
因此
显示如
下的倩
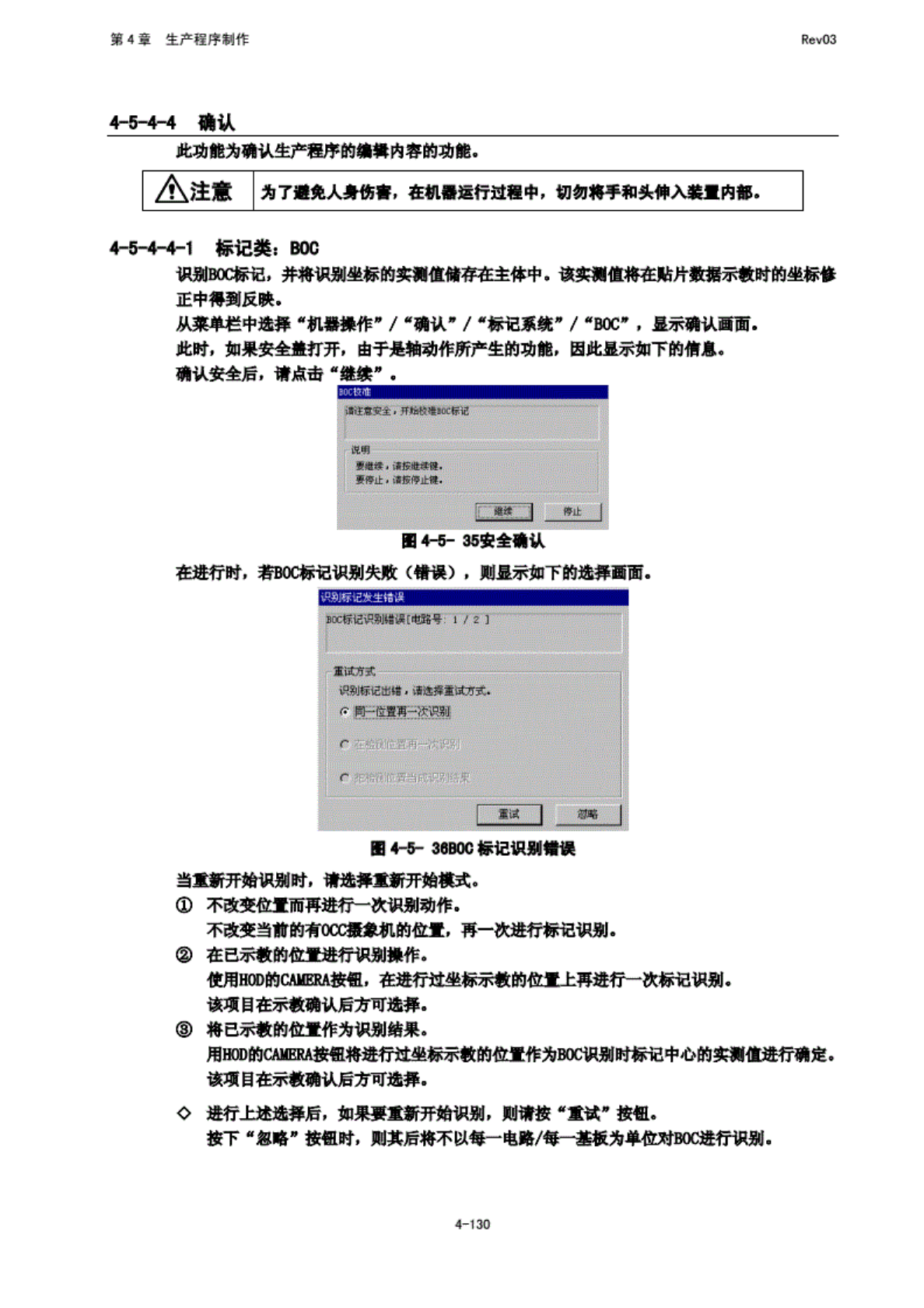
患.
确认安
全后,
靖点击
继
续”
.
图
i
35
安
全确认
在进
行时,
若
BOC
标记识
别失股
《错
误》
,
则显示
如下
的选择
画面.
圈在
3GB0C
标圮飒
别㈱提
当重新
开始识
别时,
请
选择重
新开始
做.
不政交
位量而
再进行
一
次职别
动作.
不
改变当
前的有
W
图
象机的
位置,
再一次
进行标
记
识别.
在已
示教的
位置进
行识别
操作.
使用
即
D
的
CAMERA
按钮,
在进行
过坐
标示裁
的位置
上再进
L
次标
记积
别.
该项
目
在示教
确认
后方可
透挥.
将已
示教的
位置作
为识别
绪果,
用卿
D
的
CAMERA
按钮将
进行过
里标示
载的位
置作为
BOC
识
别时标
记中心
的实棚
值进行
确定.
该项
目
在示教
确认
后方可
选择.
。
进行
上述选
择后,
如
果要重
新开始
识别,
则清按
*
重试”
按
钮.
按下
“忽
略”
按
钮时,
则其后
将不以
每一电
路/每
T
板为
单位对
BOC
进行
识别.
4-130
第
4
章
生产程
序制作
Rev03
标记类
t
送
料器台
(前
面/
后面)
派
别送料
器台标
记,
储存第
别坐标
的实涌
值.
核实
簿值将
在贴片
数据示
藏时的
坐标修
正中得
到
反映.
从莱
单栏
中逸邦
'机相
探作"
/
"确
认"
/
*标
记类”
/
“送料
舞台*
,
显
示确认
面面.
识别前
面
送料暴
台的标
记时,
请选择
“前
面*
,
职
别后面
送料器
台时,
请选择
"后
面"
.
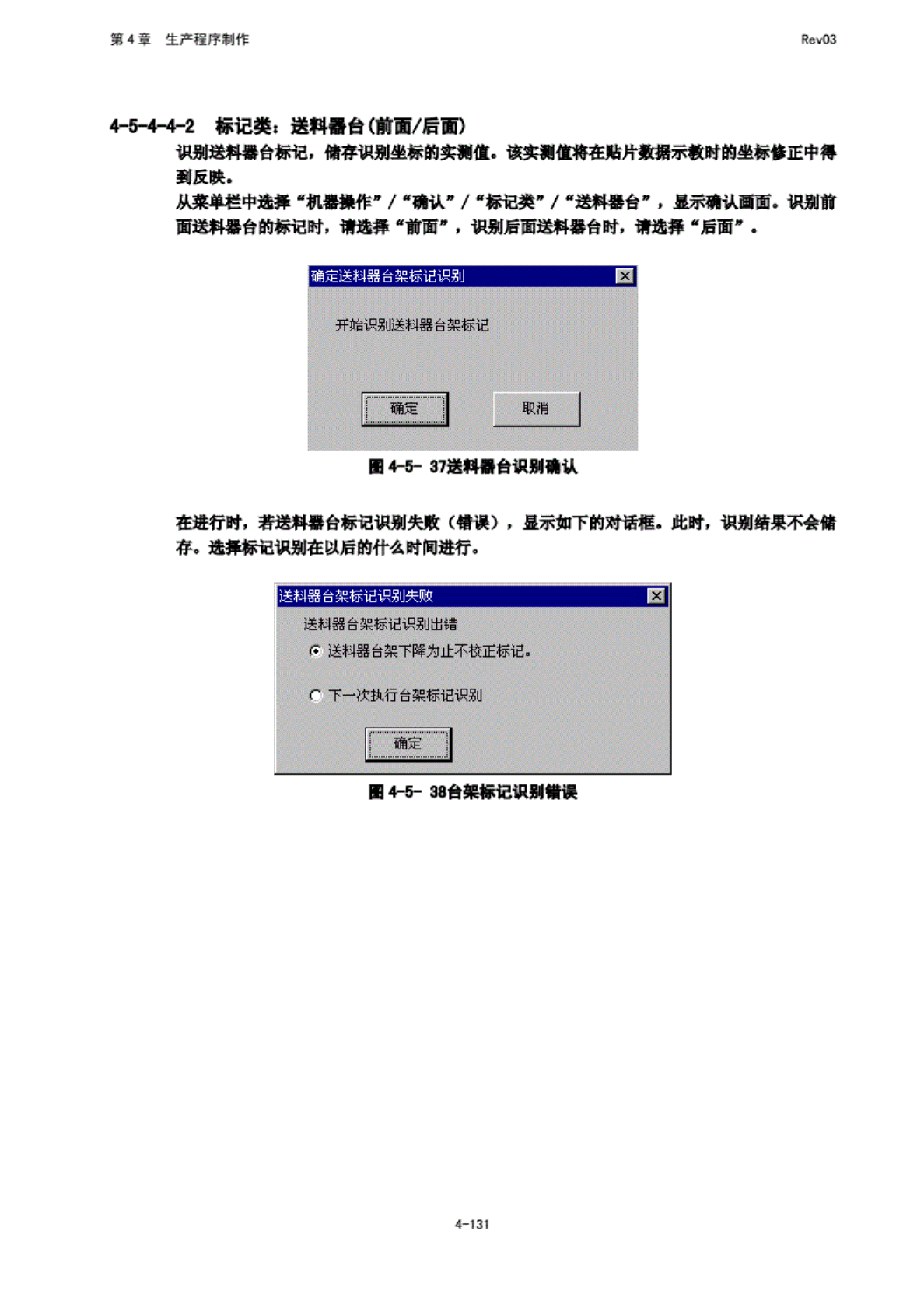
K4-5-
37
送科
器自识
别施以
在逐
行时,
若送
料器台
标圮识
别失败
(如
O
,
显示如
下的对
话框.
此明
根
副结果
不会储
存.
选峰
标记识
别在以
后的件
次时同
进行.
送料
器台架
标记识
别失败
送料
器台架
标记识
别出错
正
送料器
台架下
降为止
不校正
标记。
广
下一
校执行
台架标
记识别
确定
B4-5-
弱台架
标记级
别错调
4-131