JUKI_2050说明书_.pdf - 第369页
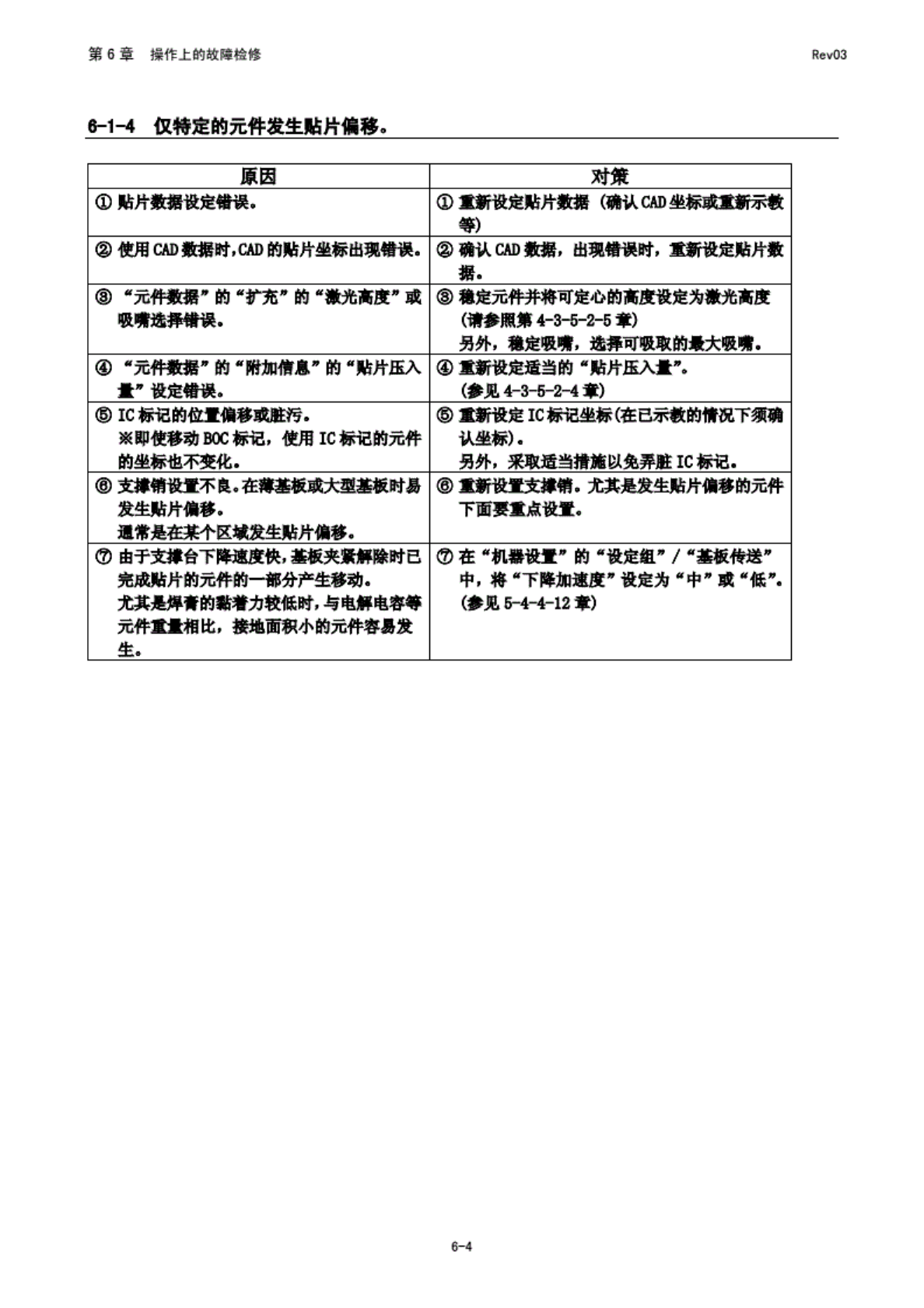
第 6 章 操作 上的故 障抢修 RtvQ3 6-W 仅 特定的 元件发 生距片 偏移. 原因 对策 贴片兼 据设定 错误. 设定贴 片数据 (暗认 CAD 坐 标或重 新示裁 等) 函 数 据新, 函 的 贴片坐 标出现 错谩. 卬) 敢据, 出现错 辑时, 重新 设定贴 片低 据. 元 件数据 ”的 “扩充 ”的* 青 光高度 ”盛 吸 需选剂 糕. 稳 定元件 并将可 定心的 高度设 定为激 光育度 (请 参眼第 4-3T-2-…
第
6
章
操作
上的故
障抢修
RtvQ3
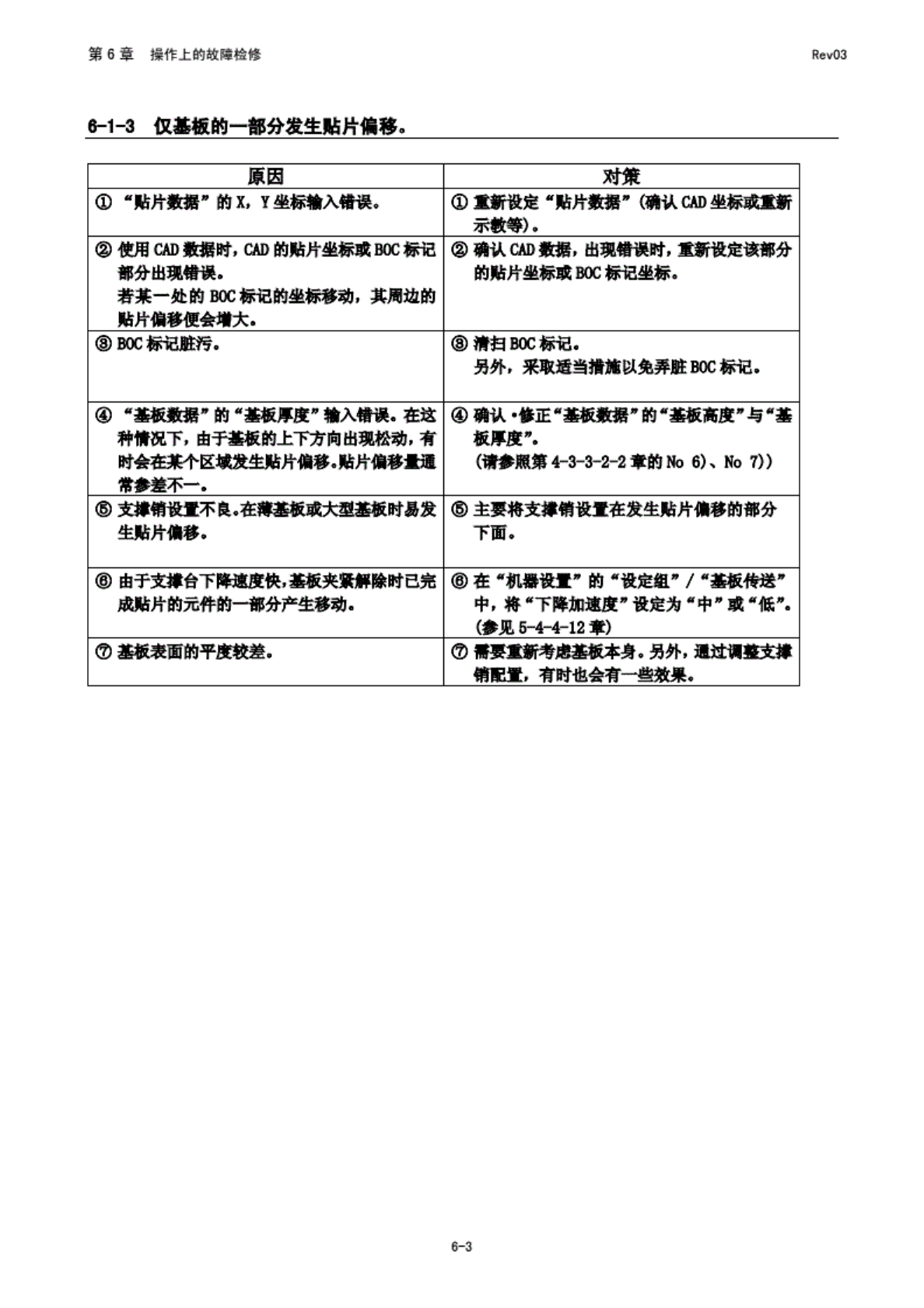
6-1-3
仅基板
的一
部分发
生贴片
偏移.
原因
府
数据*
的
x,
Y
坐
标输入
错误.
设定*
贴片
W
附认如
坐标她
新
示
教物,
CAD
数
据附,
就
D
的贴片
坐标或
酬标记
部
分出现
错误.
着某
一处的
毗
标记的
坐标
移动,
其周
边的
站片偏
移便会
增大.
函
皴据,
出
现错误
时,
重
新设定
核部分
的贴片
坐标战
B0C
标记
坐标.
BOC
标记,
另筹,
采取适
当措施
以免弄
JftBOC
标记.
@
"基
板费据
*
的
*
基板内
r
输入
错径.
在这
种情
况下,
由于
基板的
上下方
向由现
松动,
有
时会
区
《^m片偏
移.
贴片
偏移
《
常赛差
不一.
确认
修正
基
S
贵据
*
的
“基
板高度
"与
"基
板
厚度,
(请
套照第
4T-3-2T
立的加
63
No
7»
®
支
撑销设
,在
薄基版
或大
型基板
时易发
生贴片
偏移.
主
要将支
撑情设
置在
发生贴
片偏移
的部分
下面.
©
由
于支撑
台下降
速度快
,基
板夹震
解除
时已完
成
贴片的
元件的
T
分产生
移动.
在
-机器
设置”
的
,设
定组”
/
“基板
借据再
中,
将*
下降加
速度
"
设定为
"中
”或
"低,
(参奥
H-12
章)
板表面
的平度
较差.
需要
重新考
虑基板
本身.
另外,
通过
调整却
销
配置,
有时
也会有
T
效果.
6T
第
6
章
操作
上的故
障抢修
RtvQ3
6-W
仅
特定的
元件发
生距片
偏移.
原因
对策
贴片兼
据设定
错误.
设定贴
片数据
(暗认
CAD
坐
标或重
新示裁
等)
函
数
据新,
函
的
贴片坐
标出现
错谩.
卬)
敢据,
出现错
辑时,
重新
设定贴
片低
据.
元
件数据
”的
“扩充
”的*
青
光高度
”盛
吸
需选剂
糕.
稳
定元件
并将可
定心的
高度设
定为激
光育度
(请
参眼第
4-3T-2-5
章)
另外,
稳定
吸嘴,
选择
可吸取
的果大
吸需.
0
元件
数据*
的
“附
加信息
”的*
贴
片压入
量“
设定
错提.
重
新设定
适当的
"站
片压入
量。
(孝见
4-3-5-2-4
章)
©
式标
记的位
油偏
移或
脏污.
徽即
使移动
BOC
标记,
使用过
标记
的元件
的坐
舞也不
变化.
©
道
新设定
IC
标
记坐标
(在
已示教
的情况
下领确
认坐
标).
另外,
采取适
当措施
以免弄
脏式
标记.
支撑
销设置
不良,
在薄
基板或
大理
基板时
发
生贴片
偏移.
遗常
是在某
小区
域发生
贴片
偏移,
购重新
设置支
撑精.
越是发
生贴片
偏
移
的元件
下面
要重点
设置.
由于
支撑台
下降速
度快,
基板
夹臂解
除时已
完成
贴片的
元件的
f
分产生
移动.
尤其是
好膏的
和着力
较低
师,
与电解
电容好
元
件工量
相比,
接地
面积小
的元件
容易澄
生口
"机器
设置.
的
"设
定组
”
/
*
基板
传送”
中,
将
、下降
SB
速度
"
设定为
"中”
或
*
低九
(参见
IHr
建章)
6-4
第
6
章
操作
上的故
障抢修
RtvQ3
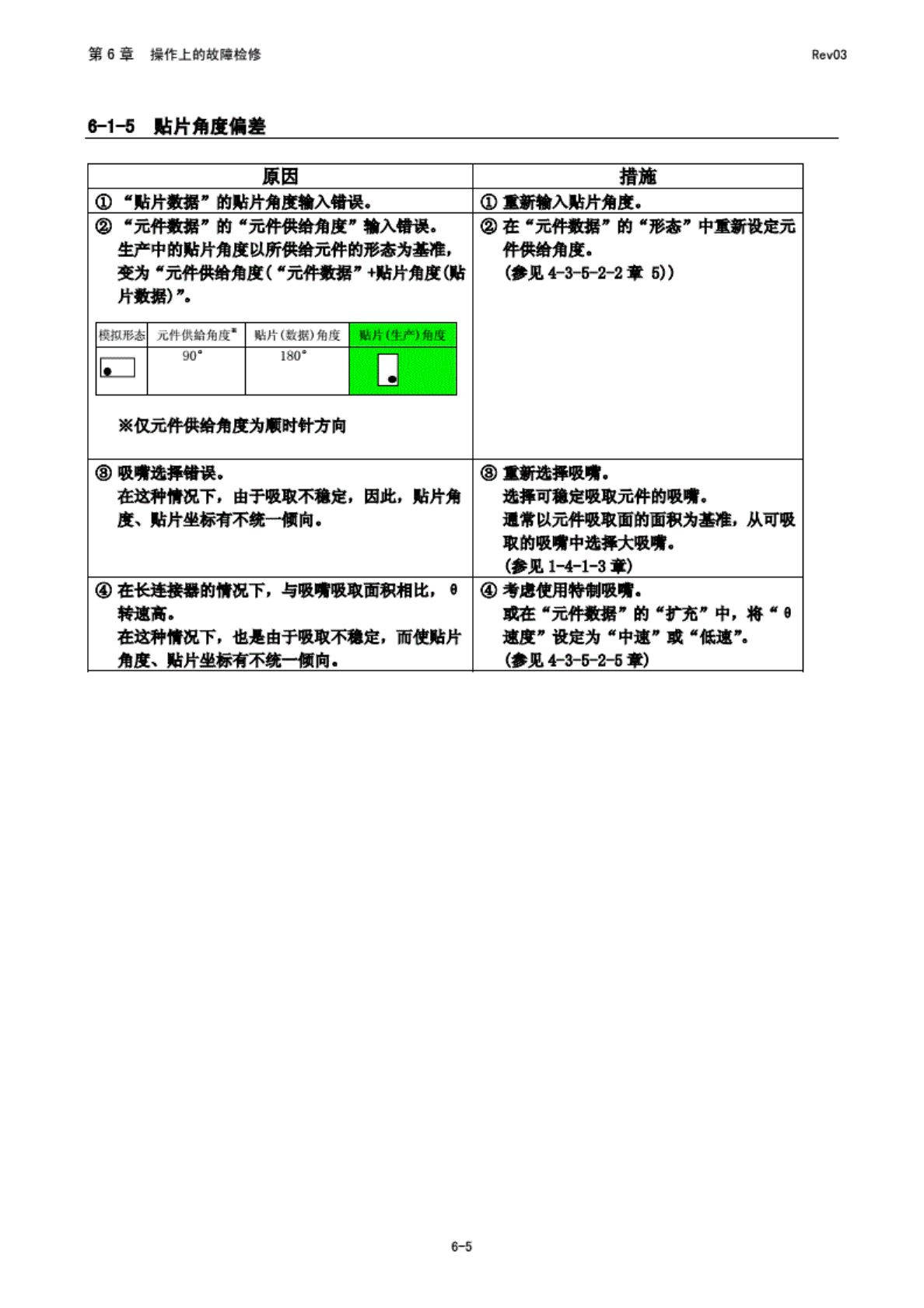
6-1-5
贴片角
度偏差
原因
宿施
“贴片
数据”
的
贴片常
度输入
错误.
输入
贴片
由度。
“元件
裁据”
的
0
元件供
给光度
m
输入
错误,
生
产中的
贴片角
度以所
供给元
件的
语态为
基准,
交为
"元
件供
给角度
L
元件
蒙据
”+贴
片角度
(贴
片数据
尸.
在
“元
件数据
”
的
”形
态”
中重新
校定元
件供给
角度.
(套见
4~3~
6T
-2
章
5
))
元
件供籍
角度工
蜡片
CS
(据)
血度
贴肌
生产}
侏度
O
1的"
案仅元
件供给
角度为
及时针
方向
彝逸邦
告媒,
在这
种情
况下,
由于
吸取不
稳定,
因此,
贴片角
度、
贴片坐
标有不
统一懂
向.
重
新选择
吸嘴.
选择可
律
定吸取
元件的
吸需.
疆常以
元件吸
取面的
面积为
基准.
从可吸
取的
吸嘴中
选舞大
吸需.
(套建
1-4-1-3
章)
连接带
的情况
下,
与限需
吸取面
积相
比,
g
转速即
在这
种情
况下,
也
是由于
吸取不
稳定,
而
使贴片
癌度、
贴片坐
标有不
SETS
向.
考虑使
用特制
吸喘.
或在
“元
件裁据
"
的
"扩
充"
中
,将#
g
海蜉
青定为
*
中速”
或
#低薄工
(参见
4-3-6-23*)
6-5