JUKI_2050说明书_.pdf - 第311页
第 5 堂 其 它功能 RfivO3 7 所仃电 路都是 坏板标 记时结 束生产 设 置所有 电降出 现坏 板标记 时是否 中新 生产. 即 使生产 未达 到预 定数量 ,生 M 也相 结束. 原 因为: a 环板标 记位置 信 息错误 "3 传感 器的调 整不良 或故宿 ”等 异常。 8 安装吸 嘴盹进 行方 向检测 设置 安装吸 嘴时进 行方向 检测. 超 T 型 吸嘴等 必须 对准元 件的 角度 吸取, 为此. 在 安装…
第
5
至
其它
:功能
RfivO3
5-2-2-3
设置
生产功
能选项
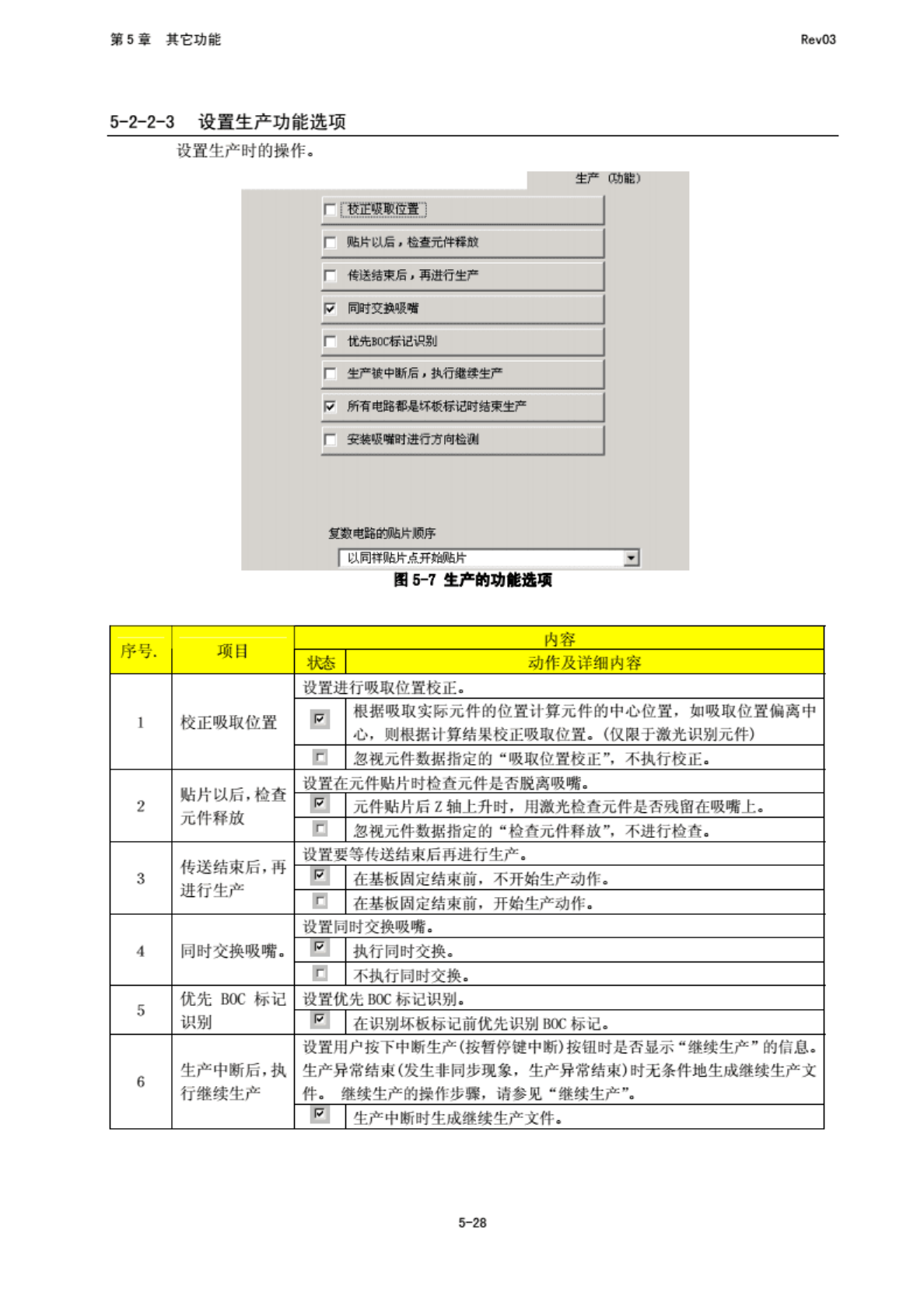
设置生
产时的
操作。
生产
励能)
厂:
这正败
跟住置
3
r
贴片
目
后,
检餐元
件释放
r
传送
结束后
1
再进
行生产
9
同时
吸嘴
r
忧先
的匚
标
记识别
।
r
生产被
中断后
,执
行继
续生产
歹
所有电
路都是
坏顿标
记时结
束生产
r
安装
怩曜时
进行方
向检胞
裁电
路的贴
片顺序
I
以
同样贴
片点
开撷
6
片
HJ
H
5-7
生
产的功
能选项
序号.
项目
内容
状爸
动作
及详
细内容
1
校正吸
取位置
设置胡
行吸
取位置
校正.
根据吸
取实际
元件的
位置计
算元件
的中心
位置,
加吸
取位置
偏离中
心.
则根据
计算结
果校正
吸取
位置.
(仅
限于激
光识别
元件)
-
忽视元
件数据
指定的
“吸取
位置校
正",
不执行
校止.
2
贴片
以后
,检查
元
件拜放
设
置在元
件贴片
时检钱
元件是
否脱离
吸嘴。
元件
贴片后
Z
轴上
升时,
用激光
捡性元
件是否
残留在
吸嘴上
.
B
忽视元
件数据
指定的
“检
告元
件释放
”,
不进行
检位.
3
传送
结束后
,再
进
行生产
设置要
等传送
给束后
再进行
生产.
在基板
固定结
束前,
不开
始生产
动作.
「
在基板
固定结
束前,
开
始生产
动作.
4
同
时交换
吸嘴。
设置同
时交换
吸嘴.
口
执
行同时
交换*
E1
不执
行同时
交换.
5
优先
眦
标记
识别
设
置优先
BOC
标心
识别.
17
在识别
坏板标
H
前优
先识别
BOC
标
id.
6
生产
中断后
.执
行继
续生产
设置月
生产异
件。
W
户按
下中断
生一产
(按
暂停键
中断)
按
钮时是
否显示
"
继
续生产
”
的
信息。
常结束
《发生
非同步
现象,
生
产异常
结束)
时无条
件地生
成维域
生产文
链续生
产的操
作小骗
,请
参见“
维续生
产”。
生产
中断时
生成维
健生产
文件.
5-23
第
5
堂
其
它功能
RfivO3
7
所仃电
路都是
坏板标
记时结
束生产
设
置所有
电降出
现坏
板标记
时是否
中新
生产.
即
使生产
未达
到预
定数量
,生
M
也相
结束.
原
因为:
a
环板标
记位置
信
息错误
"3
传感
器的调
整不良
或故宿
”等
异常。
8
安装吸
嘴盹进
行方
向检测
设置
安装吸
嘴时进
行方向
检测.
超
T
型
吸嘴等
必须
对准元
件的
角度
吸取,
为此.
在
安装吸
嘴时需
要进行
安装方
向检测
,以
便对
元件
吸取、
识别、
贴片时
的吸嘴
安装他
度进行
校正.
但仅对
INI
丈件
定义的
吸嘴
有效.
设置有
效时,
每次动
作节拍
增
加
th
2
秒.
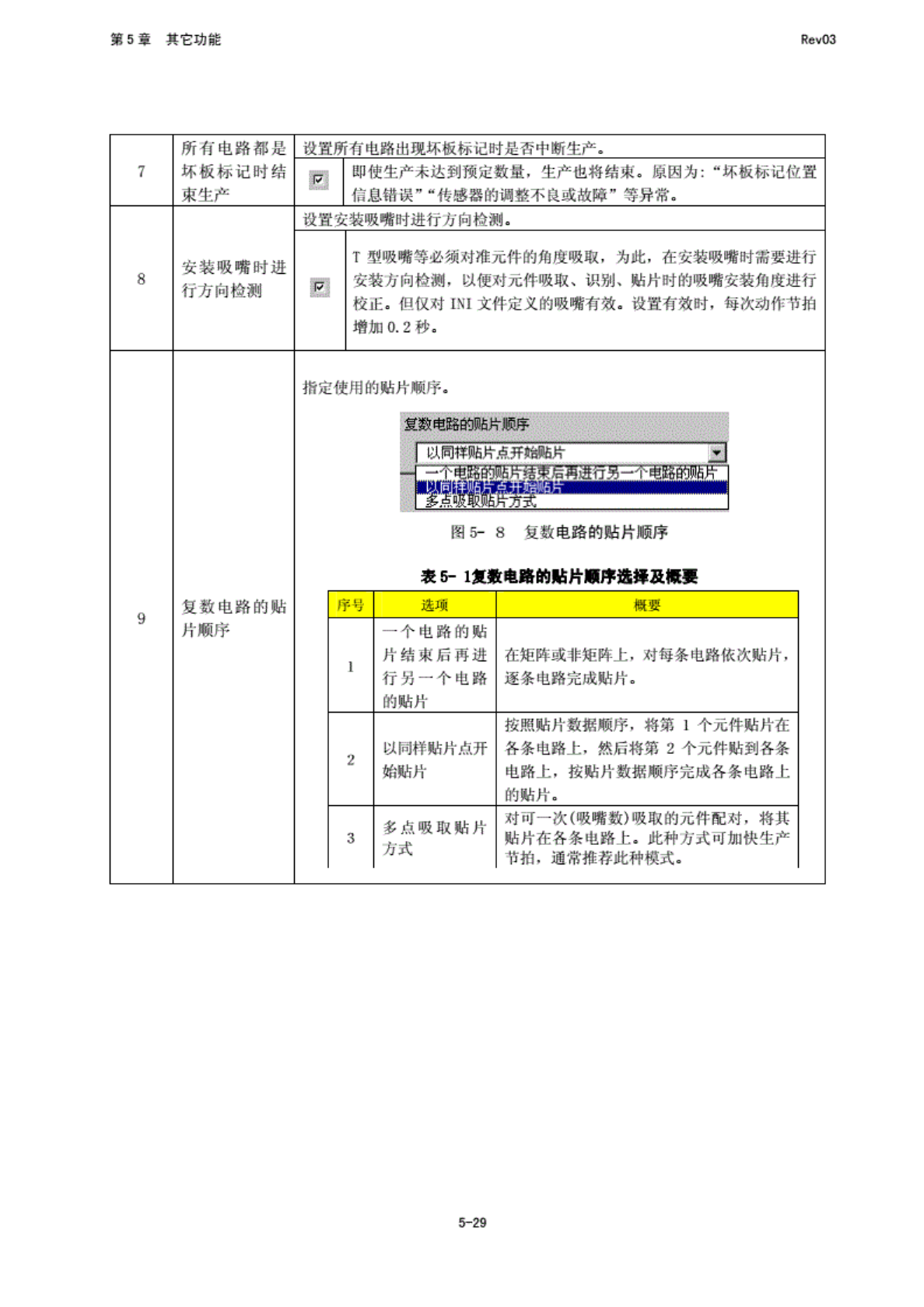
9
复数电
路的贴
片厦序
指定使
用的贴
片顺序
a
复数电
路的贴
片顺序
1
以同样
贴片
NT
电路的
嚷
点开
哈釉片
二
告束
后再进
行另
一个
电能的
贴甲
K
ZJ:
图
6
8
号数电
路的骷
片顺序
表
5
-
1
复散电
路的
贴片愿
伴选择
及椽要
序号
选项
概要
1
一
个电路
的贴
片结束
后再进
行方一
个电路
的贴片
在矩阵
或非矩
阵匕
对
每条电
路依次
贴片.
逐条
电路-
完成贴
片.
2
以
同样贴
片点开
始贴片
按照贴
片数据
顺序.
将第
1
个
,二
件贴
片在
各
条电路
.上.
然后
将第
2
个」
匚件贴
到各条
电路
上,
按贴
片数据
顺序完
成
8条
山路上
的贴片
a
3
多点
吸取贴
片
方式
对"
「一次
(吸
嘴数)
吸取
的元件
配对.
将其
贴片在
各条电
路上.
此种方
式可加
快生产
节拍.
逋常推
荐此种
模式.
5-29
第
5
堂
其
它功能
RfivO3
5-2-2-
4
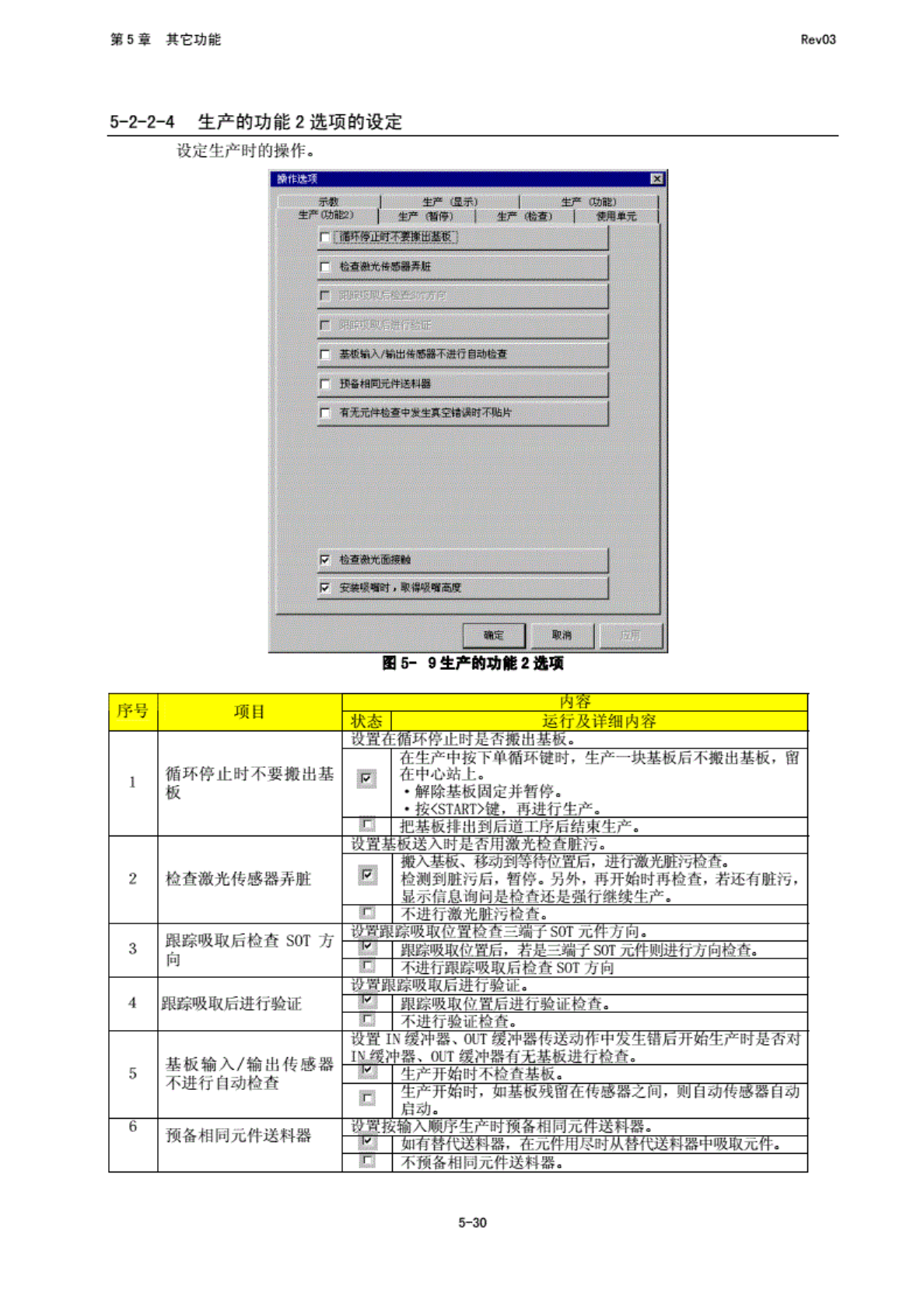
生
产的功
能
2
选项
的设定
冒
定牛:
产时的
操作。
图
5
-
9
生产
的功触
2
选项
序号
项目
内容
状态
近行
及洋细
内容
1
循环
椁止
时不
要撤出
建
板
设
置在循
环停止
时是否
载
出
基板。
在生产
中按
F
单循
环犍时
,生产
一块
基板质
不振出
基板,
留
行:
小心站
!'.1
-
解
除基板
固定并
暂停.
椒
START》
犍,
再进行
生产.
必
把
基板排
出到后
道工
序后给
束生产
.
2
检查激
光传感
器弄脏
世鼠
8
扳送
入时是
否用激
光校在
脏;
L
麟
搬入
基板、
移
动到等
待位置
后,
进行
激光脏
3
检育。
检
测到脏
污后,
暂停.
另外,
再开
始转再
检查,
若
还有脏
污,
显示片
息
团
问是检
农电
是强
行维续
生产.
1":
分进
行激
光脏泪
检农.
3
跟
踪吸取
后检查
S0T
方
向
讨置再
踪
吸取位
置检自
二端子
SOT
元件
方向
w
P
跟踪吸
取位
'丽,
若是
:端
j
SOT
元件
则进行
"1
句检瓦
r;
型进
行跟
踪吸取
后检农
SCT
方向
4
跟踪吸
取后注
仃验证
如印
吸取后
进行验
i
正.
跟踪晚
取位置
后进行
验证
检直.
不进
行验巡
粒化
5
基
板输入
/输出
传感器
不
进行自
动检查
设置
1
N
锻冲
器、
"T
级冲器
传送动
力」
日发生
镜后
开始注
产肘
是
看
对
卜群、
0LT
暖冲
器并无
基板进
行检心
生产
开始斜
不检连
基板,
r
生产开
始时,
如基
板残留
在传
感器
上恒
.则自
监性感
器自动
启动.
6
预
备相同
兀件
送料器
计
置按输
入顺
序生
产时预
备相同
工件送
料器.
如有替
我送
料器,
在此
件用
好安从
替代送
科器中
吸取北
件。
r.
不很备
相同元
件送
科器。
5-30