JUKI_2050说明书_.pdf - 第61页
第 2 章 生产 Rev03 4) 贴片 偏差 当某些 批次 的基板 有特有 的偏移 (因 基准孔 开孔工 序等的 误差而 导致的 偏移) 时. 如果 在本项 中拉入 XY 的偏 移值, 她输入 的数值 为所 有/ 板的梨 移位. .未 使用 BOC 标 记时, 为所 有基 板的贴 片偏 移值. 输入的 值在新 有的贴 片点上 偏移. 使用 BOC 标 比对; 为相对 于寻找 BOC 标记 位置的 偏移. 即使 输入傲 移值, 给 片…
第
2
章
生产
Rev03
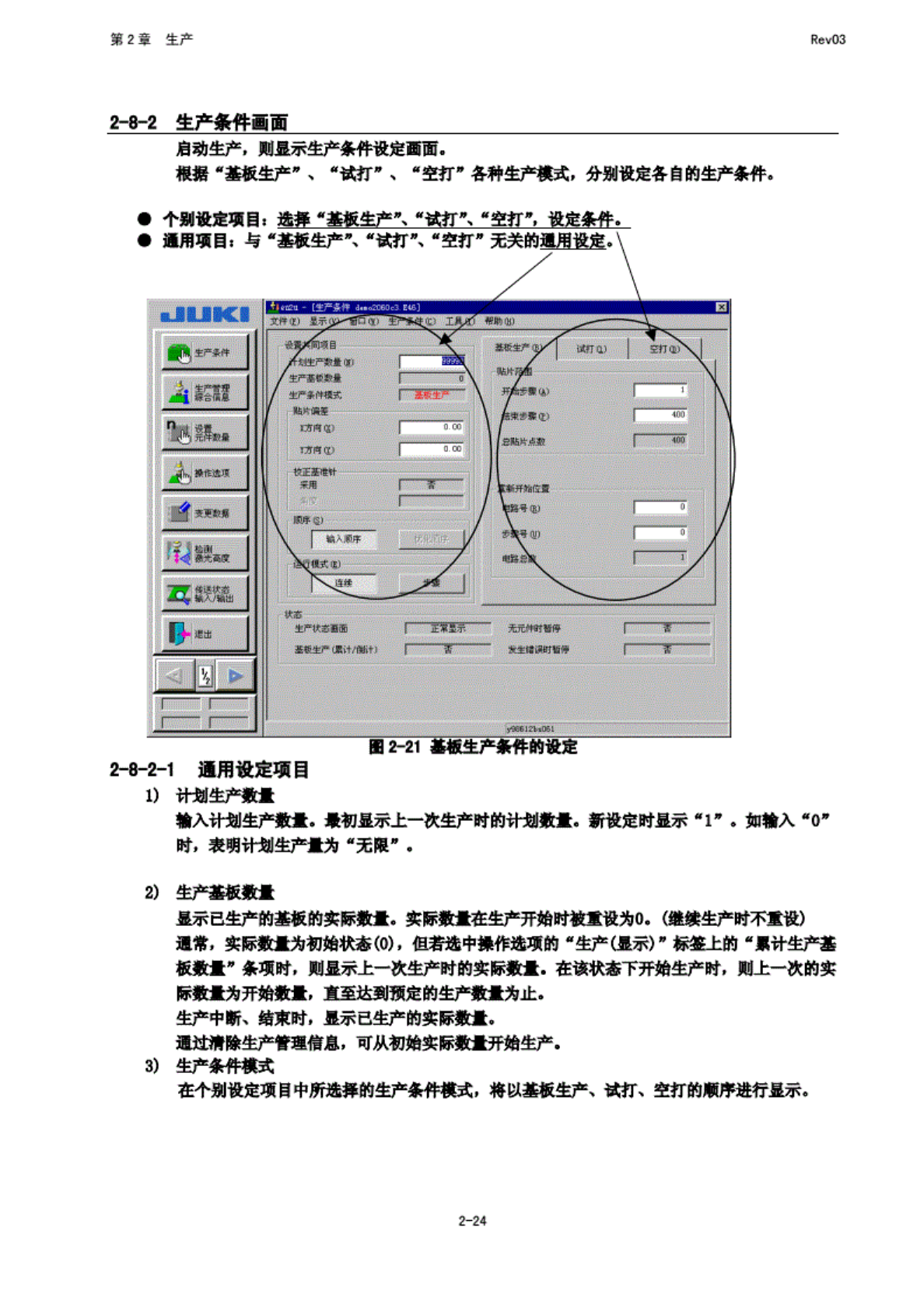
2-8-2
生产
条件
画面
启动
生产,
则显
示生
产条件
设定
施面.
根据“
基板生
产”、
*
试打
"、
”空打
"各种
生产模
式,
分别设
定各有
的生产
条件.
*
个
哪设定
攻目:
选择
*
基
板生产
一试打
一空
打,
没定
条件,
•
与
.基板
生产、
,试打
晨
*
空打“
无关的
理轨窟
图
2-S1
基板生
产条件
的设定
2-a~2T
il
用设
定项目
1)
输入计
刑生产
数量.
最
初显示
上一次
生产新
的计划
数景.
新设定
时显示
”1"
*
如输入
"0-
时,
表明计
划生产
Jt
为
“无
限好
,
2)
生产基
板数量
显示
已生产
的基板
的实射
HL
实际数
量在生
产开始
时被重
设为小
像
艘生产
晡不
重设)
通常.
实际数
就为初
始状态
e),
但若选
中摄作
选项的
1f
生产
(《
示)
”标
焚上的
父累
计
生产基
板
R
量”
条项
时,
则显示
上一次
生产时
的实际
兼量.
在该状
毒下
开始生
产时,
h
上一
次的实
际数量
为开始
数景,
宜至法
到甄
定的
生产加
为止,
生产
中断、
蜡
束时,
显示
已生产
的实际
戴就.
通过
清除
生产管
31
信息,
可
从初始
实际数
就开始
生产.
3)
生产条
件模式
在
个别设
定项目
中所选
择的生
产条件
模式,
将以
基板
生产、
试打、
空
打的顺
序进行
显示,
2-24
第
2
章
生产
Rev03
4)
贴片
偏差
当某些
批次
的基板
有特有
的偏移
(因
基准孔
开孔工
序等的
误差而
导致的
偏移)
时.
如果
在本项
中拉入
XY
的偏
移值,
她输入
的数值
为所
有/
板的梨
移位.
.未
使用
BOC
标
记时,
为所
有基
板的贴
片偏
移值.
输入的
值在新
有的贴
片点上
偏移.
使用
BOC
标
比对;
为相对
于寻找
BOC
标记
位置的
偏移.
即使
输入傲
移值,
给
片绪果
也不会
改变.
如
果由于
基板的
变更装
酷等
原因,
身热
S3
标记
的能
对位重
偏差,
BOC
标
汜超出
播像
机窗口
外时,
请输
入偏移值以使
BOC
标
记在摄
像机窗
口
中央。
5)
基准
第校正
显示
是否逃
行操
作选
项中
所设
定的基
准销的
校正.
当
进行基
准期校
正时,
显示根
据基准
销与从
动销的
位置而
得到的
校正
角度,
6)
指定以
输入
顺序贴
片逐是
以最优
化顺序
贴片.
未
在程序
钻辑中
进行过
最优
化的
数据,
不能遢
H
讹化
康序.
初始
设定为
输入题
序方
式,
但是,
当已制
作的生
产程序
曾次在
生产画
面中
显
示时,
如果进
行录
优化,
则最
优化方
式将成
为初始
设定.
,入
按贴片
费据输
入的顺
序进行
生产.
通常会
使生产
节拍
降低,
需
在检查
时选福
.优
化
顺
序,
按最
优化
制
序进出
生产.
通常请
用该模
式进行
生产.
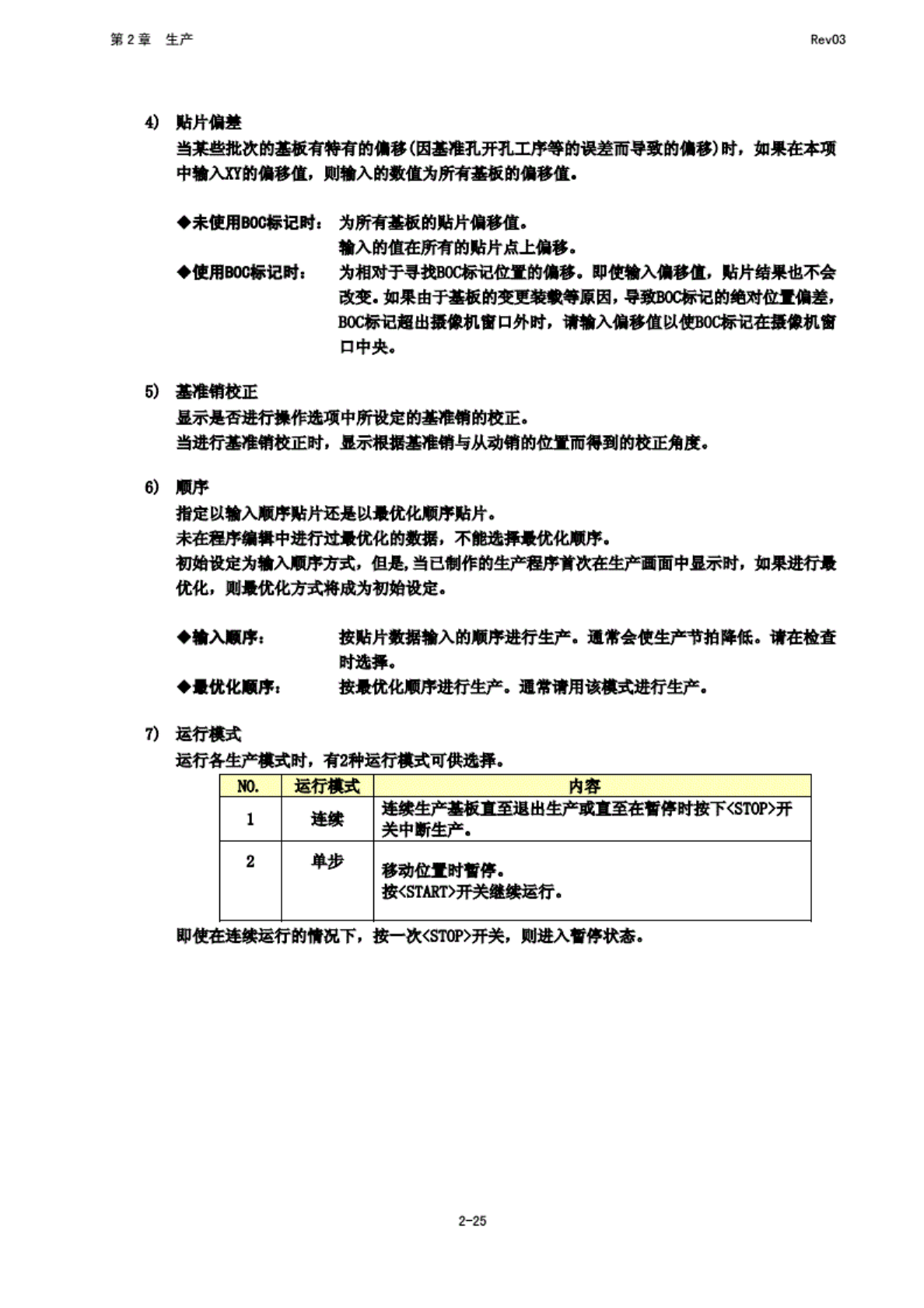
7)
运
行模式
运行各
生产模
式时,
机种
运行模
式可供
选择0
NO.
内客
1
连线生
产基板
直里退
出生产
或直至
在
k停
时按下
<STOT》
开
美中新
生产.
2
移动
位置
时暂
停.
按
《
3w灯>桂1
邮行.
即
使在连
族运行
的猜况
下,
按一次
0T
0P》
开关,
则进
入杳停
状就
2-25
第
2
章
生产
Rev03
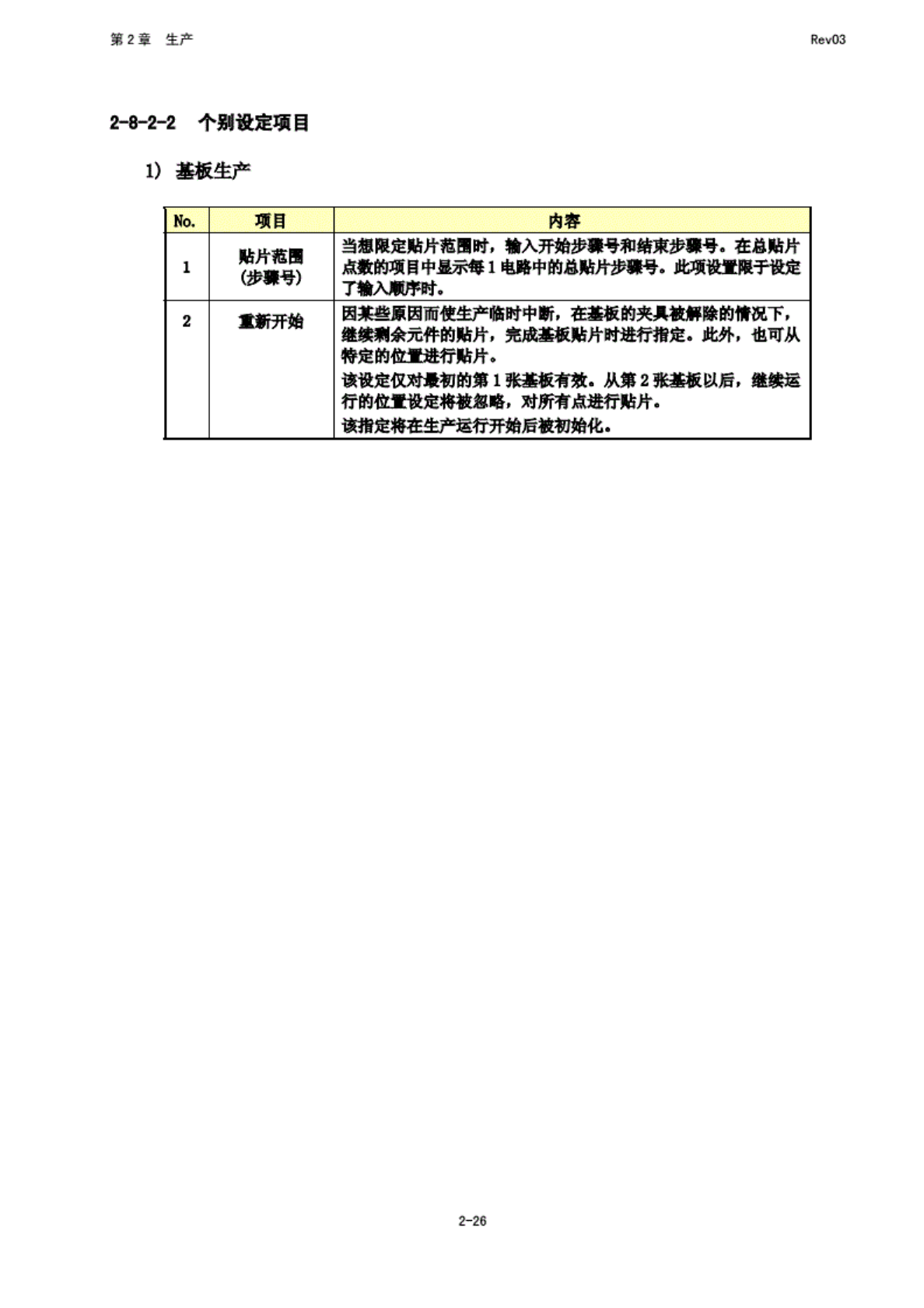
2-S-2-2
个别
跳
定项目
1)
好切
Ng.
项目
内容
1
贴片
霜回
(步
第号)
当想
限定贴
片范
围时,
输入
开始步
翼号和
傅束群
n
号.
在
总贴片
点数的
项目中
显示每
1
电路中
的总
贴片步
此项
设置限
于会定
了输入
*w.
2
重新
开始
因某些
原因而
使生产
临时
中断,
在
基板的
夹具被
解除
的倩
况下,
继
续剩余
元件的
贴片,
完
成基板
距片
时进行
指定.
此外,
也可从
特
定的位
置进行
贴片.
该设定
仅对最
初的第
1
张基板
有效.
从第
2
改基板
以后,
继解
行的
位置设
定将被
忽咯,
对
所有点
进行贴
片.
谢&
定将在
生产运
行开始
后被初
始化.
2-26