JUKI_2050说明书_.pdf - 第58页
第 2 章 生产 Rev03 Z-7-2 元件供 给部分 的准备 请在林 一交换 合车或 固定台 架上埃 峨韩博 k 安装 后, 请进 行吸取 期黑 倭见 坐标系 : 吸取位 置/吸 取离度 " 3 Z-7-3 ATC 的准普 请确认 # 机器 设置# 的 设定与 ATC 中所 设定的 吸嘴纳 号是否 Tt. <ATC 收嘴 安装、 拆却步 SP L 请按 住安装 防舞 芯片盒 处的气 缸抽, 按钮, 用手将 滑获② 打…
第
2
章
生产
Rev03
2-7-1T
其他
调整
若使
用带有
缺口的
基板,
基板
检窝传
感器可
能会出
现错误
检测,
所
以应报
据基板
缺口的
大小,
输入
基板传
送传隔
器越迟
时间.
此外,
在使
用异
形基板
等时,
可以改
变停止
挡销及
基板检
渡梅感
器的位
置(m
方
向).
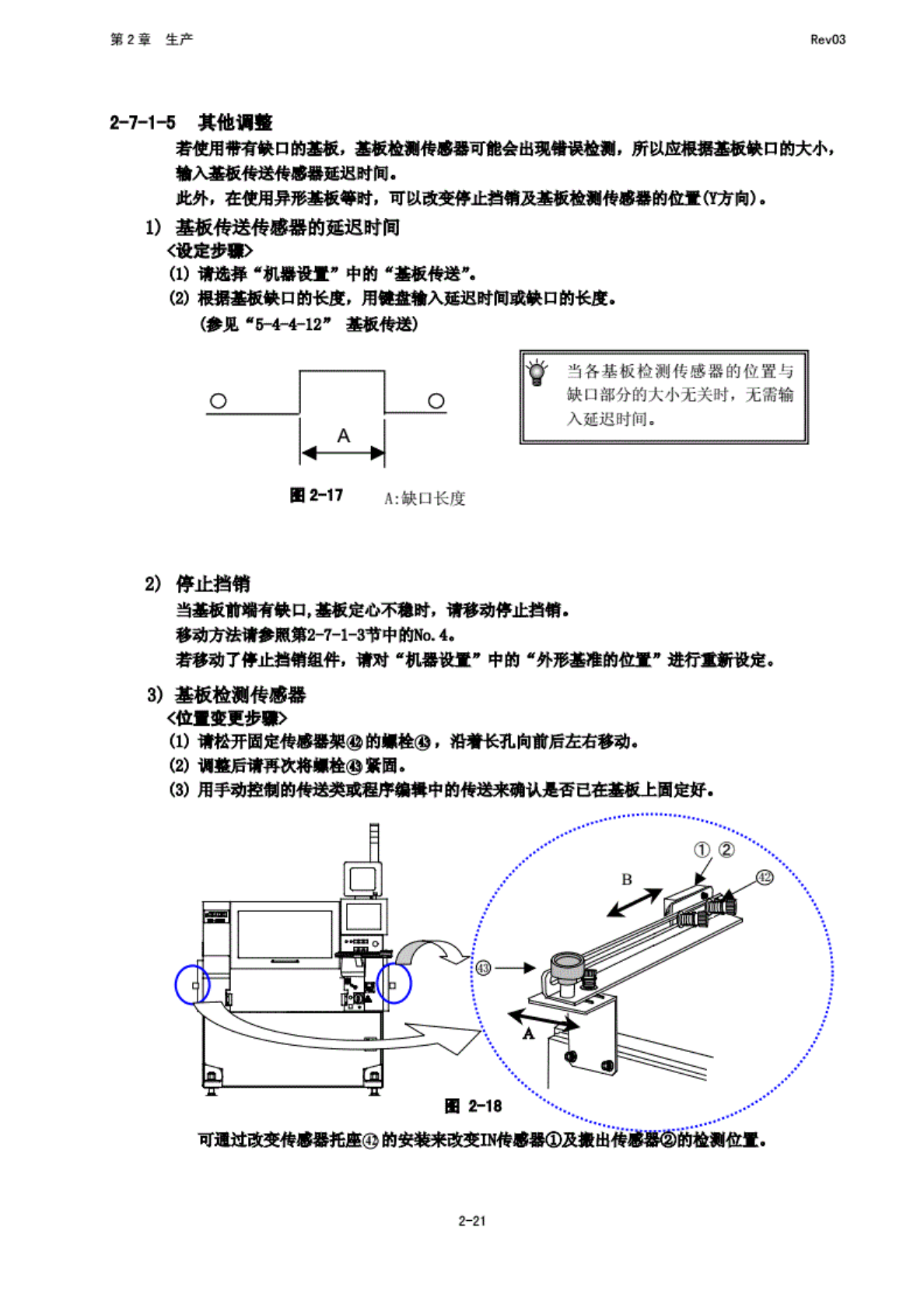
1)
基板传
送传感
器的延
迟时间
《设
定例
1>
(1)
请选择
"机器
叠量”
中的
”基板
传送,
(2)
根
据基板
缺口的
长度,
用
健盘输
入延迟
时间或
域口的
长度.
(务
"见
"
5""4^"4-12
"
邮相)
0”
当各
基板提
测传
感器的
位置与
缺
U
部分
的大
小无工
时,
无需输
A
延迟时
|i
九
BB2T7
A:
缺
口性度
2)
停
止挡错
当基板
1T
端有
缺口
,基板
定心不
稳时,
请移
动停止
挡情.
移动
方法请
参照第
2-TTT
u
中
的
No.
4.
若移
动了停
止挡带
的件,
请对
"机器
嵌置"
中的
*
外礴
准的
位置.
进行
物根总
3)
基
板检测
传感器
<位
步重
(1)
请松开
固定传
JS
格
架麴的
,鞋
四,
沿着长
孔向前
后左右
移动.
(2)
调
整后请
再次将
融栓霞
紫面.
(3)
用
手动控
制的
情送美
威程序
第辑中
的格送
来确认
是否已
在基板
上固
定好.
阳
Z-1W
X.,
可通
过改变
转感器
托座口
的安装
来改变
IN
将感器
亩福
瓶窗
前塞测
位置.
2-21
第
2
章
生产
Rev03
Z-7-2
元件供
给部分
的准备
请在林
一交换
合车或
固定台
架上埃
峨韩博
k
安装
后,
请进
行吸取
期黑
倭见
坐标系
:
吸取位
置/吸
取离度
"
3
Z-7-3
ATC
的准普
请确认
#
机器
设置#
的
设定与
ATC
中所
设定的
吸嘴纳
号是否
Tt.
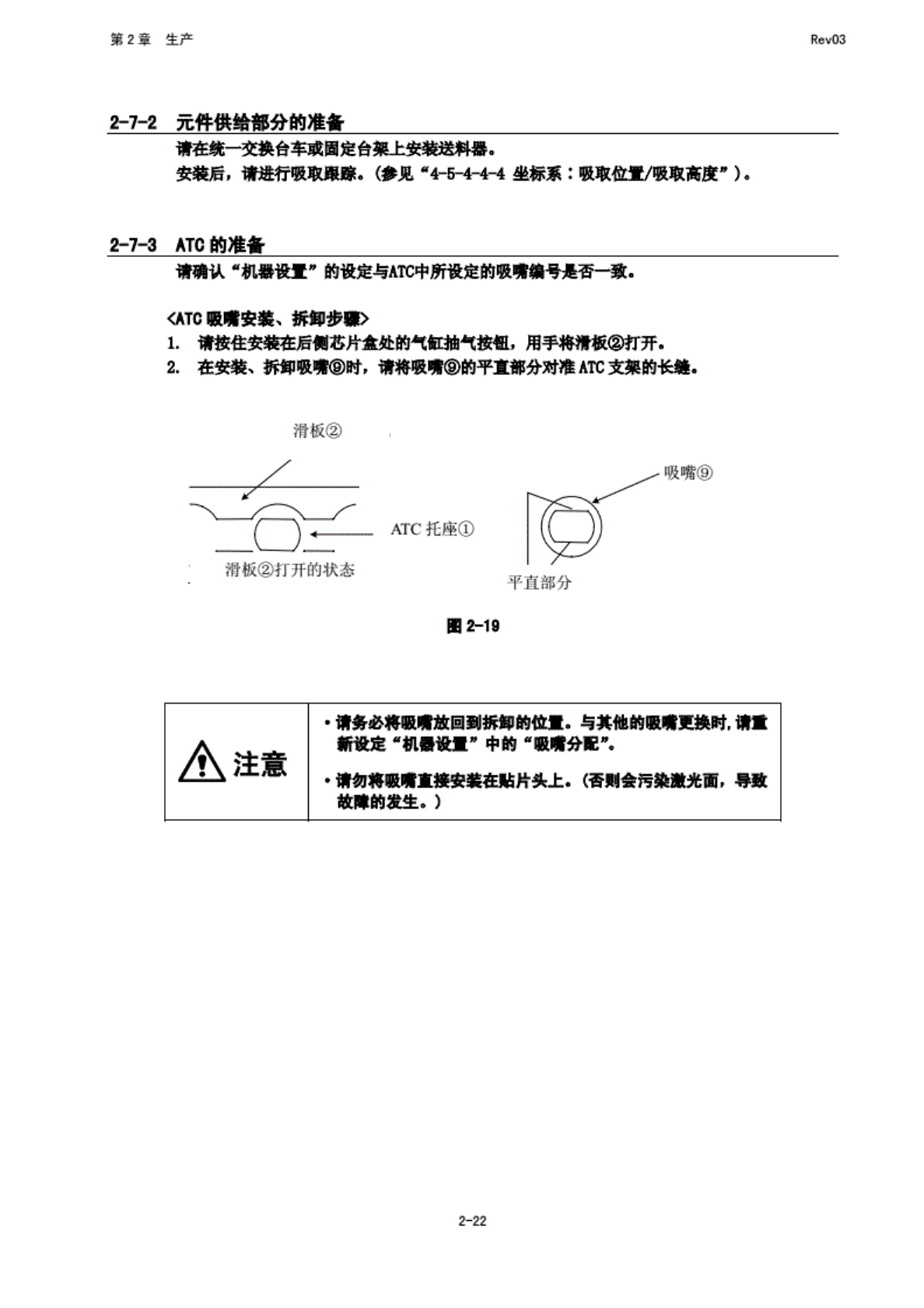
<ATC
收嘴
安装、
拆却步
SP
L
请按
住安装
防舞
芯片盒
处的气
缸抽,
按钮,
用手将
滑获②
打升.
2.
在
安装、
拆
卸吸需
请将吸
嘴⑨的
平直部
分对准
ATC
支架的
长舞.
滑板②
滑板②
打开
的状态
ATC
托座
(口
吸啸汾
92-19
外注意
・情
务必将
吸嵋
放回到
揖卸
的位
置.
与其他
的吸嘴
更换时
,请・
新跳定
0
机晟没
**
中的
"吸鼻
分配方
*
情痴将
班需置
接安装
在贴片
找上.
(否
则会
污染激
光面,
导致
故障的
发生.
)
S
-州
第
2
荤
生产
Rev03
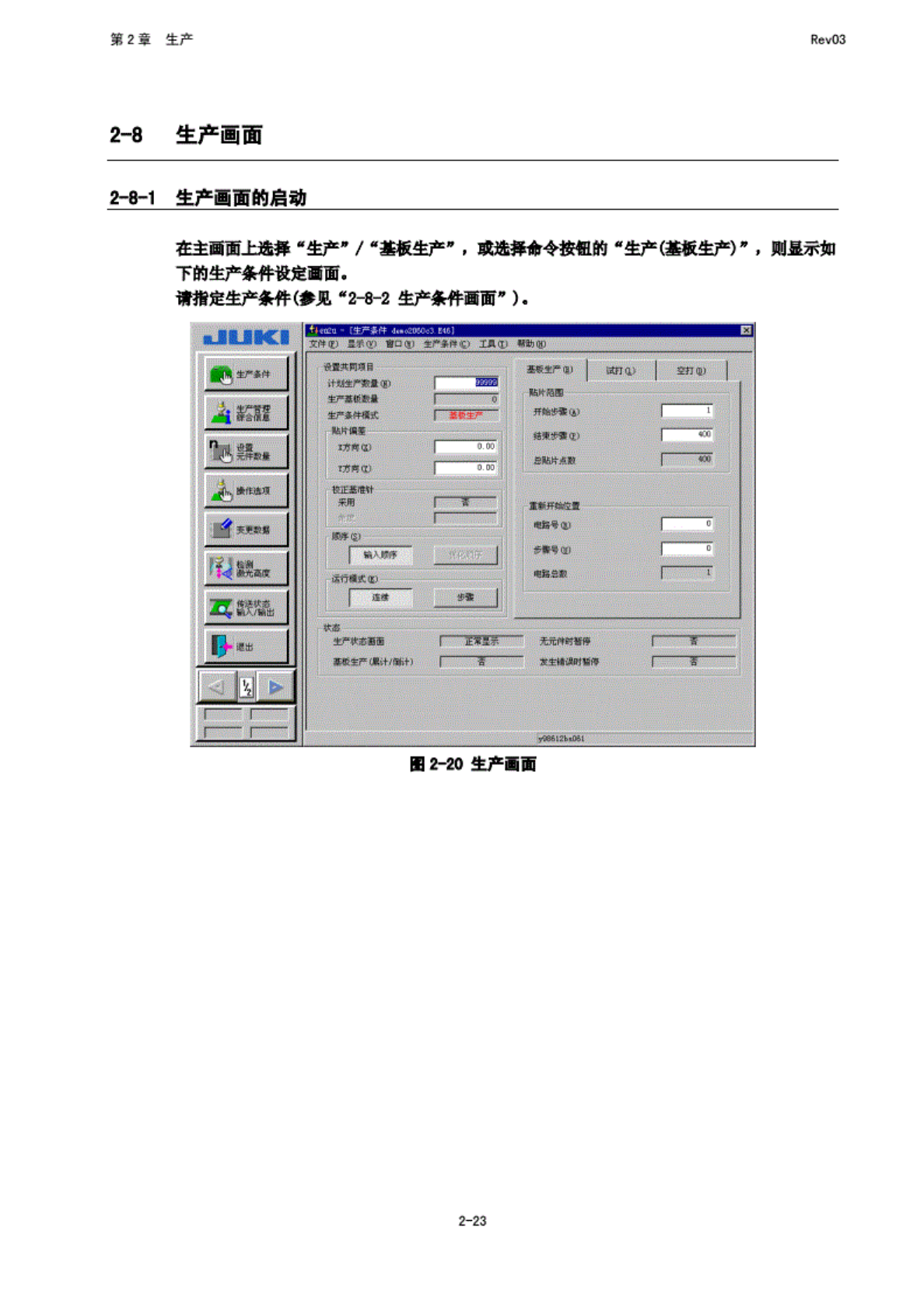
2-8
生
产画面
2-8-1
生
产画面
的启动
在
主画面
上选择
'生
产。
/
生产#
,
或选
择命令
按钮的
"生产
(基板
生产)
用
,
则
显示如
下的生
产条件
设定画
面,
请
指定生
产条件
(费见
*2-8-2
生产
条件
画面用
3
图
2-20
生
产画面
2-23