JUKI_2050说明书_.pdf - 第70页
第 2 章 生产 Rev03 2-9 生产管 理信息 当 生产模 式为基 板生 产时, 生产 管理信 息将被 保存. 本 项中, 可 以查看 生产中 被保存 的生产 管理 信息. 2-9-1 生产管 理信息 - 1) 生产 管理信 息的收 集条件 生产 模式为 基板生 产且对 所有书 片点进 行贴片 进行过 一次收 集后, 下一次 生产开 始时, 将以上 一次怕 II 的数据 为基础 进行追 加超 11. 超要 进行新 的数据 收集 时…
第
2
章
生产
Rev03
2-S-3-3
中断
结束
预例*
的生
产后,
生产
将中标
并返
回生产
条件画
S.
信号
灯变为
3
色同
时点藏
表示
预定数
量的生
产已结
束.
场
果想在
未达到
预定数
景时
中断
生产,
请按下
《
STOP>
开关进
入暂停
状态,
然
后再次
接下
《
ST
OP
历关.
此时显
示如下
的确认
画面,
单击
“
确认”
后.
生
产将被
中断.
B2-27
生产中
断确认
A
注意
解击
“确
认”
后,
将进行
理乘交换
动作,
为了避
免人身
佛事,
在
运行过
程申切
的样手
放入犍
量内
部,
也
不要将
n
和头部
靠近装
・.
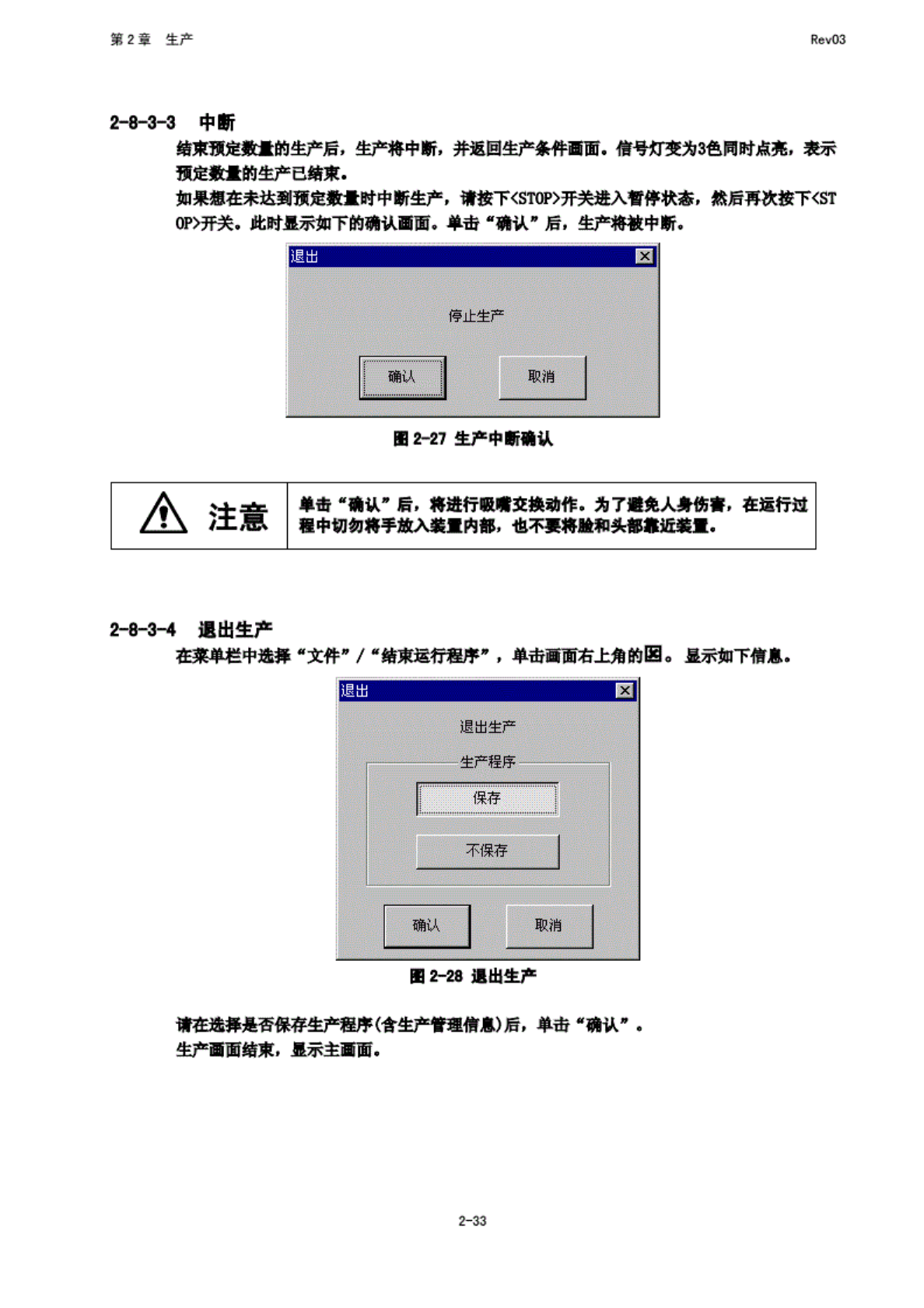
2-S-3T
退
出生产
在菜
单栏
中选择
“文
件”
/
”转
束运
律租序
R
,
单
击画面
右上角
的国上
显承
翔下
信息.
图
2-28
退
出生产
请在选
择是否
保存生
产程序
(含
生产
管理情
匐后,
单击
“ML
生产
画面
结束,
显示主
画面.
2-33
第
2
章
生产
Rev03
2-9
生产管
理信息
当
生产模
式为基
板生
产时,
生产
管理信
息将被
保存.
本
项中,
可
以查看
生产中
被保存
的生产
管理
信息.
2-9-1
生产管
理信息
-
1)
生产
管理信
息的收
集条件
生产
模式为
基板生
产且对
所有书
片点进
行贴片
进行过
一次收
集后,
下一次
生产开
始时,
将以上
一次怕
II
的数据
为基础
进行追
加超
11.
超要
进行新
的数据
收集
时,
需
清除上
一次的
教据.
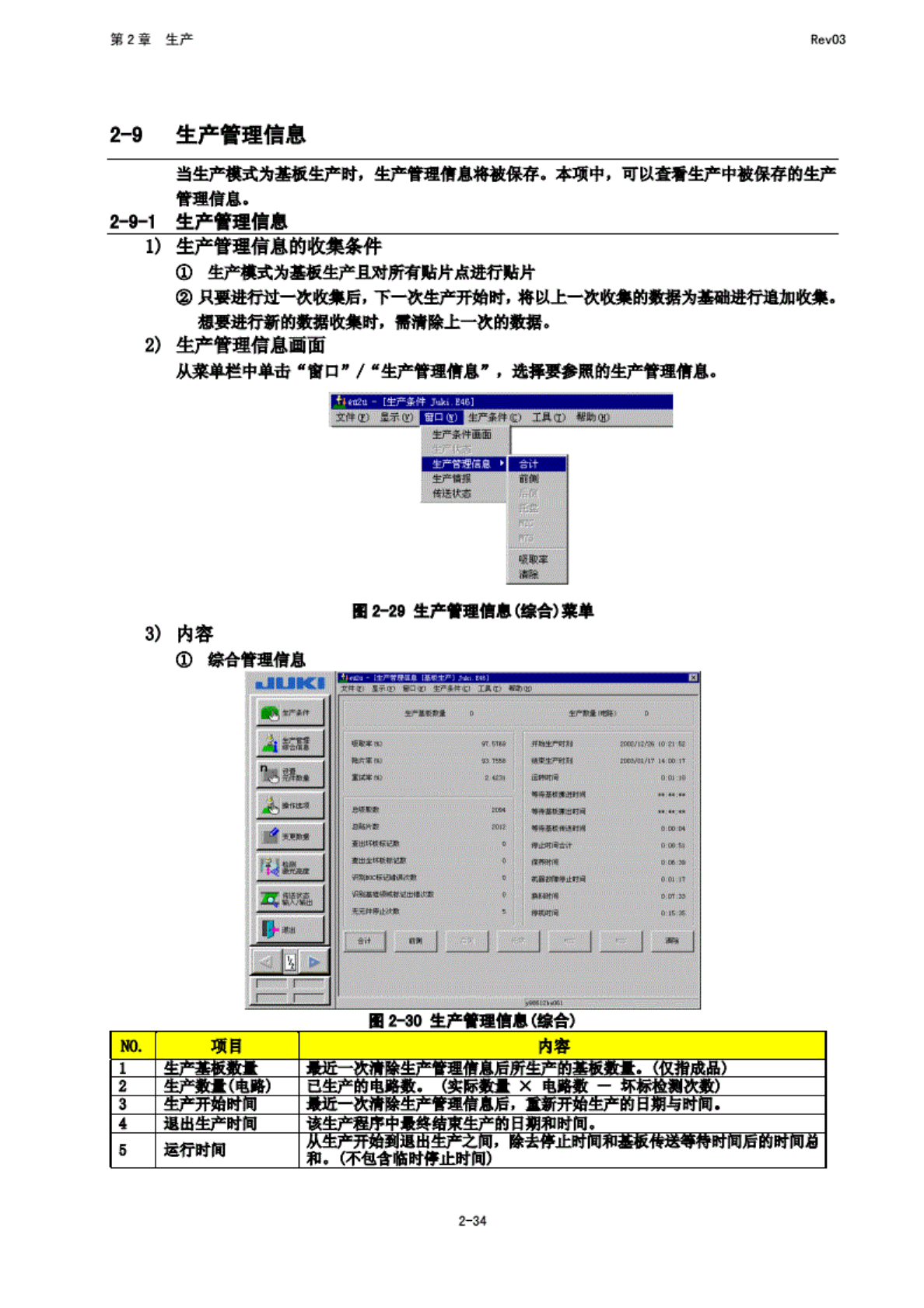
2)
生产
管理信
息画面
从
菜单栏
中单击
"窗口
”
/
”
生产管
理信息
”
,
选
择夏器
照的生
产管理
信息*
也
/谧
11-
[生
产杀
件加加
.耿印
3)
内容
镖合管
理值息
ffl
Z-30
生产
整
理信息
(综
合)
NO.
项目
内容
1
2
已生产
的电频
.
(实
际数量
x
电略裁
-
坏标检
测次
数)
3
生产开
始时间
最近
一次清
除生产
管理信
息后,
延
新开始
生产的
日期与
时间.
4
退
出生产
时间
谀生产
程序中
最磐结
束生产
的日期
和时间
.
5
运行
时间
从
生产开
始到退
出生产
之间,
除去停
止师
间和基
扳传送
等特时
间后的
野间总
和.
(不
包含篇
时停止
时间)
2-34
第
2
章
生产
Rev03
6
基板
量入等
格时间
从解
除夹板
到量入
传感器
变力圆
之间
的时间
总和,
但
告解除
央板时
撤出马
达中有
基扳,
则为搬
出等待
时间.
而当解
除夹
板时搬
出
马达中
没有基
板,
且援入
体感那
威等待
传感器
已处于
QN
状摇
则不*
计在
操
入尊
待时
间中.
另外,
援入等
梅优态
中临时
停止的
时间也
不包括
在内.
7
基收
费的等
将时间
当夹板
解除期
W
传感
等处于
On
状奋
图出马
达中有
基板)
时,
从夹板
解除到
表
出描博
詈变为
Off
CS
至搬出
马达中
的蓬板
提出)
的时间
总和.
当夹板
解除而
赛
出马达
中没有
3
强
时,
不事
计制出
答特时
间中.
但对
于*
MTdfc
板,
与变
出府
感器的
m/Off
无关,
从
夹板解
除到卷
送动作
完成
的时间
均被累
加.
另外,
最
出等
特状态
中临时
停止的
时间根
括
在内.
8
蓬板
情送等
待时间
队基
板将送
动作并
始到运
行潘束
的时间
总和.
但不包
括情送
动作中
解师停
止的时
间.
9
中途停
止时间
从生产
开着
睡出
生产,
因发生
哲停、
里海停
止而
无法进
行生产
的时间
靠和.
【中途
停止时
间】
=
【故
障停止
时间】
+
【元
件用
尽停止
时间】
10
维护保
养时间
用
户*求
(停
止博
临时停
止所
导致机
器停止
的时间
总和.
因保
护元件
而实施
的
临时停
止及
周期
停止也
作为用
户要求
被累加
在维井
保养时
间中.
11
故障停
止时间
因选中
“操
作拨项
R
-
修发
生错误
时临时
势止”
所产生
的临时
停止、
在无法
维骥
生产的
状态
(ic
回收带
U)
下的
临时停
止以及
非同步
(台架
下降射
所造
成的临
时停止
所引起
的机器
停止
时间的
总和.
但如果
临时停
止的
原因为
“元
件用尽
i
则
应计入
4
元
件用
尽停止
时间”
中.
12
元件
用尽停
止时间
13
停止
时间
维
护保葬
时间、
战
障停止
时间、
元
件用尽
停止
时间的
总苛,
14
吸
取率的
(吸
取场
功次款
/(吸
取场
功次数
+
吸取常
课次氯
1)
X
100
16
实际
贴片率
($)
(贴
片成
功次初
(吸取
成
功次数
+
吸取w
次就
D
x
100
16
重
试事闾
100
-
吸取率
17
总
吸取数
吸取成
功元件
的总数
18
总贴
片数
贴片成
功元件
的总数
曾
坏标检
制次敷
检
制出怀
根标妇
电路的
总数.
20
检利出
全程坏
板标圮
电踣的
总数.
21
HOC
标记网
错翻
ft
BOC
标记期
别错提
前次数
22
区域基
准标记
甄
别
错
误次数
区域基
准标记
调对
错误
的次数
23
元件用
尽停止
次数
元件用
尽后停
止的
次教.
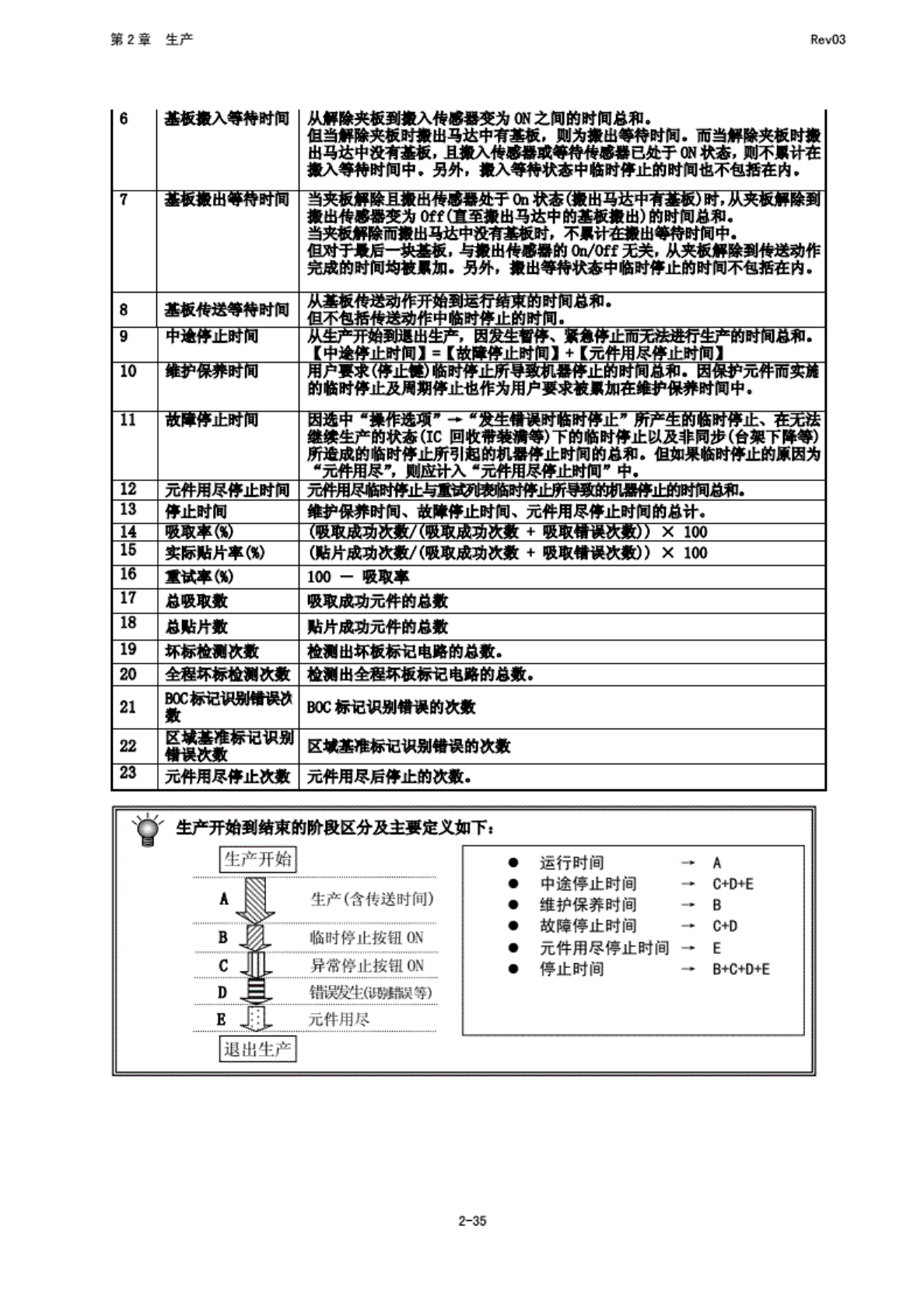
誉
期为
F
始到
靖束的
阶段区
分及主
要定义
如下:
生
产开始
•
运
行时间
”
A
・
中途停
止时间
"
C*"E
•
维护保
养瞬间
-
B
•
故障停
止时间
-
C+D
・
元件用
尽停止
时间
-
E
A
1
务
生产
(含
传送
时彻)
B
以
临时停
止按钮
0N
C
』
L
异
常停止
按钮白
N
•
停
止时间
-
8*C*AE
D
且
争殿
竺图
蹩铜
E
导
元
件用尽
退
出生产
2-35