Chapter4_3D Inspector_CHN.pdf - 第43页
程序员手册 | 43 2.7.7. 导轨状况 项 说明 “ Conveyor S tatus ” (导轨状况) PCB 在导轨上的当前位置和移动。 图中的指示灯( PI 、 PO 、 NI 、 NO )显 示丝印机(前台机器)与装配 机(后台 机器)之间的连接信息。 当前机架状态显示为 “ OutsideR acKs used” ( 使用了 外部机架 ) , 单击 “ OutsideRacKs ”(外 部 机 架)按 钮 时,将会显示此…
42 | 第 4 章 3D Inspector
TM
版本 1.2
KOH YOUNG TECHNOLOGY INC.
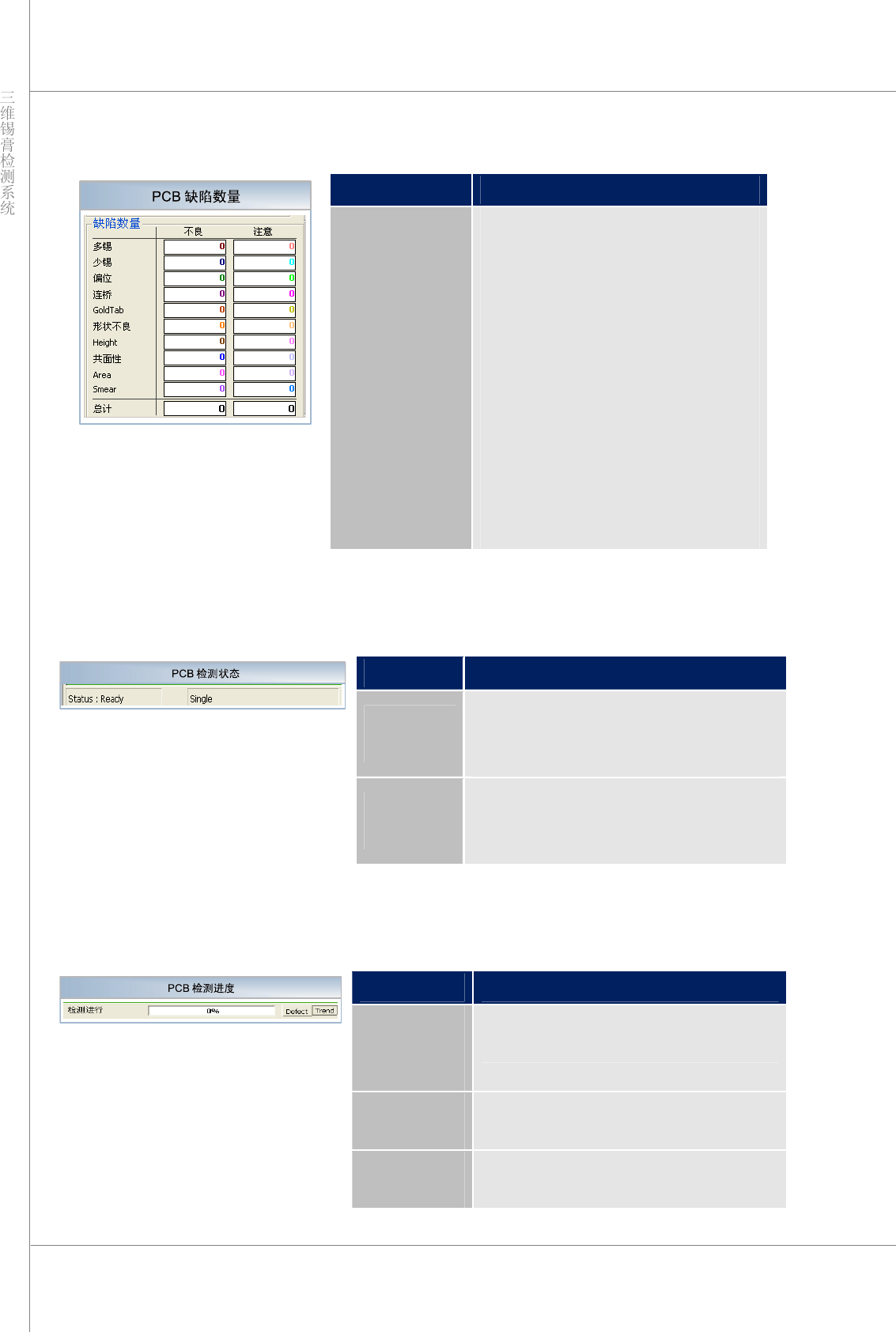
2.7.4. PCB 缺陷数量
项 说明
“Defect Count”
(缺陷数量)
缺陷的数量/类型
缺陷类型如下所示:
- “Excessive”(多锡),
- “Insufficient”(少锡),
- “Position”(偏位),
- “Bridging”(连桥),
- “GoldTab”(金手指),
- “Shape”(形状不良),
- “Height”(高度),
- “Coplanarity”(共面),
- “Area”(面积),
- “Smear”(污染)
2.7.5. PCB 检测状态
项 说明
“Status”
(状态)
显示当前的 PCB 检测状态。例如,
“Ready”(就绪)、“Processing”(正
在处理)
“Lane”
(通道)
显示当前的 PCB 检测方法。(例如,相机
模式是使用单通道还是双通道模式的相机来
捕获图像)
2.7.6. PCB 检测进度
项 说明
“Inspection
Progress”
(检测进行)
当前检测进度
“Defect”
(缺陷)
在主视图上以不同颜色显示当前 PCB 的P
ad 缺陷/警告。
“Trend”
(趋势)
在主视图上以红色显示最后 10 个 PCB
的检测结果中 Pad 缺陷/警告的趋势。
程序员手册 | 43
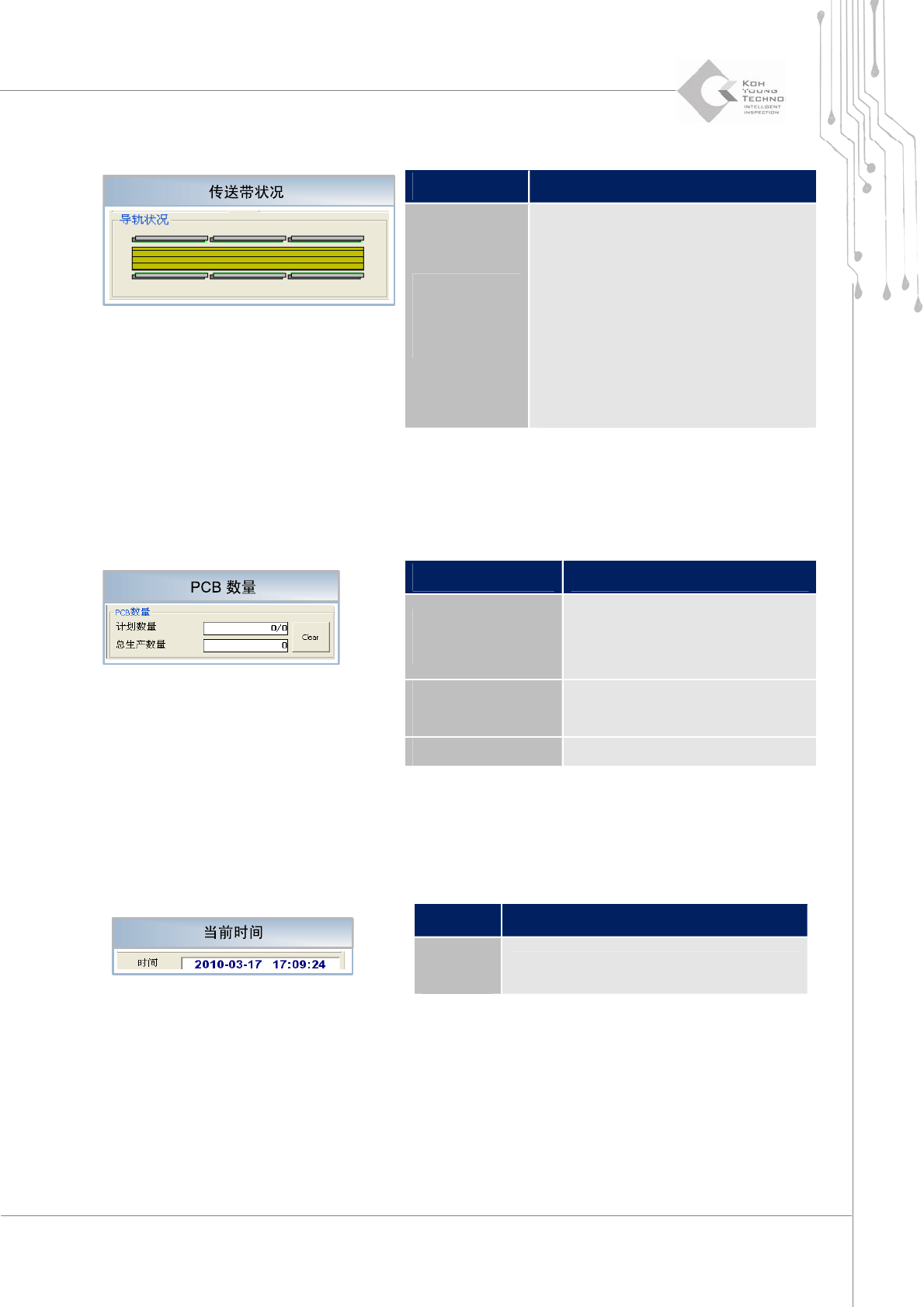
2.7.7. 导轨状况
项 说明
“Conveyor
Status”
(导轨状况)
PCB 在导轨上的当前位置和移动。
图中的指示灯(PI、PO、NI、NO)显
示丝印机(前台机器)与装配机(后台
机器)之间的连接信息。
当前机架状态显示为“OutsideRacKs
used” ( 使用了外部机架 ) , 单击
“ OutsideRacKs”(外部机架)按钮
时,将会显示此机架状态
2.7.8. PCB 数量
项 说明
“Planned Qty.”
(计划数量)
显示计划生产的 PCB 数量。设置
该数量后,机器会在检测完指定数
量的 PCB 后自动停止。
“Tested Number”
(总生产数量)
显示已检测的 PCB 数量。
“Clear”(清除) 初始化 PCB 数量的值
2.7.9. 当前时间
项 说明
“TIME”
(时间)
显示当前时间和日期。
44 | 第 4 章 3D Inspector
TM
版本 1.2
KOH YOUNG TECHNOLOGY INC.
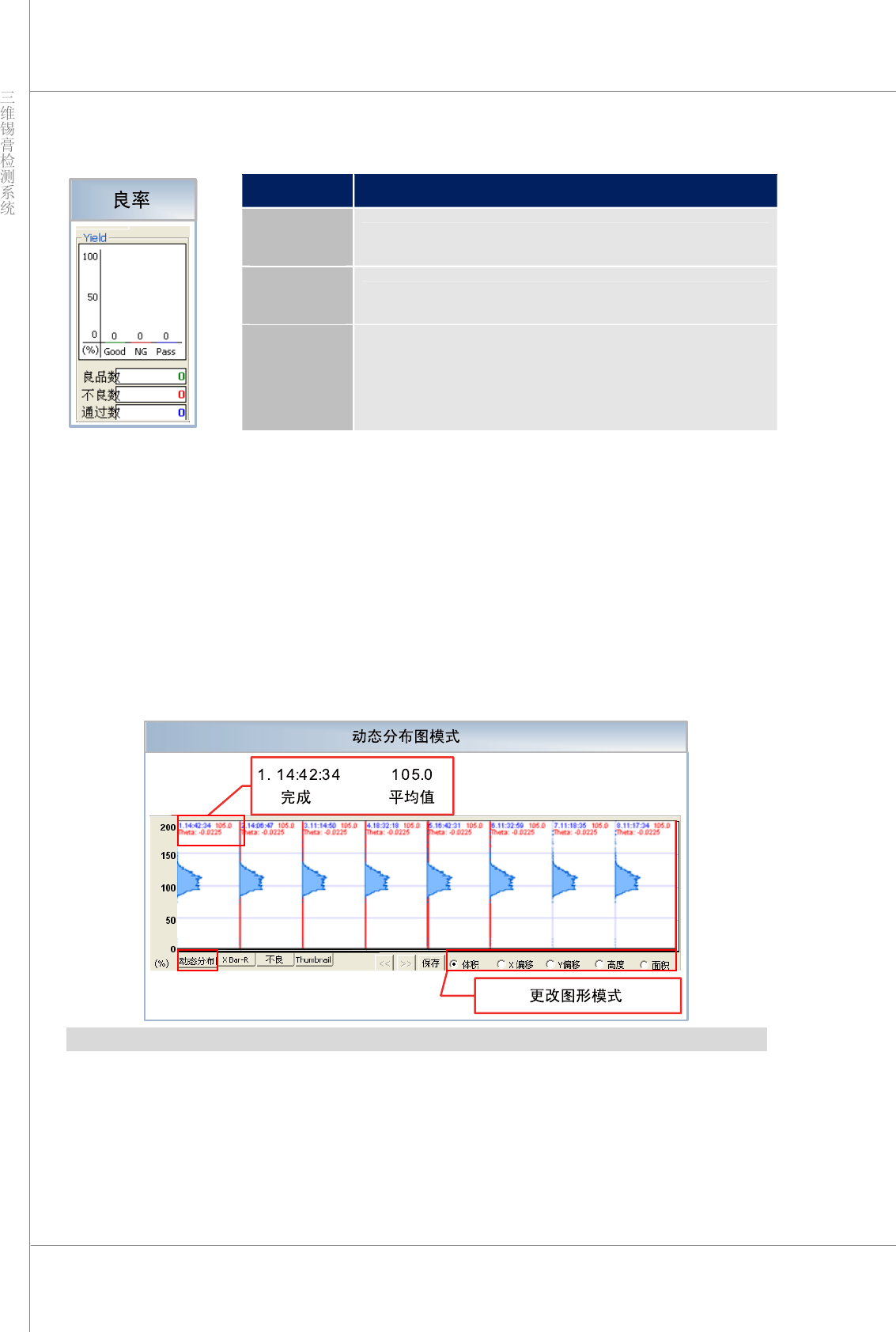
2.7.10. “YIELD”(良率)
项 说明
“Good”
(良品数)
具有良好品质的 PCB 占 PCB 总检测数的比率
“NG”
(不良数)
具有不良品质的 PCB 占 PCB 总检测数的比率。
“Pass”
(通过数)
品质合格的 PCB 占 PCB 总检测数的比率。
2.7.11. 动态分布图
动态分布图有下文所示的 4 种显示模式。动态分布图中包含 PCB 缺陷类型、良率以及随时间变化
的锡膏状态等。通过分析各种动态分布图,用户可以查明问题原因,防止发生进一步的错误。
¾ “Histogram”(动态分布图)模式:显示随时间变化的锡膏状态的各种分布图,包括
“Volume”(体积)、“X‐Axis”(X 轴)、“Y‐Axis”(Y 轴)、“Height”(高度)和
“Area”(面积)。
注:最多可跟踪 80 个动态分布图。