00193535-02.pdf - 第91页
Instrucciones de servicio S IPLACE S-27 HM 3 Datos técnicos Versión de software SR.503.xx Edición 07/2003 ES 3.8 Cabezales de colocación 91 3 Fig. 3.8 - 2 Cabez al Collect&Place de 12 segmentos - Grupos funcionales, …
3 Datos técnicos Instrucciones de servicio SIPLACE S-27 HM
3.8 Cabezales de colocación Versión de software SR.503.xxEdición 07/2003 ES
90
3.8 Cabezales de colocación
3.8.1 Cabezal Collect&Place de 12 segmentos con cámara óptica - CO estándar
3
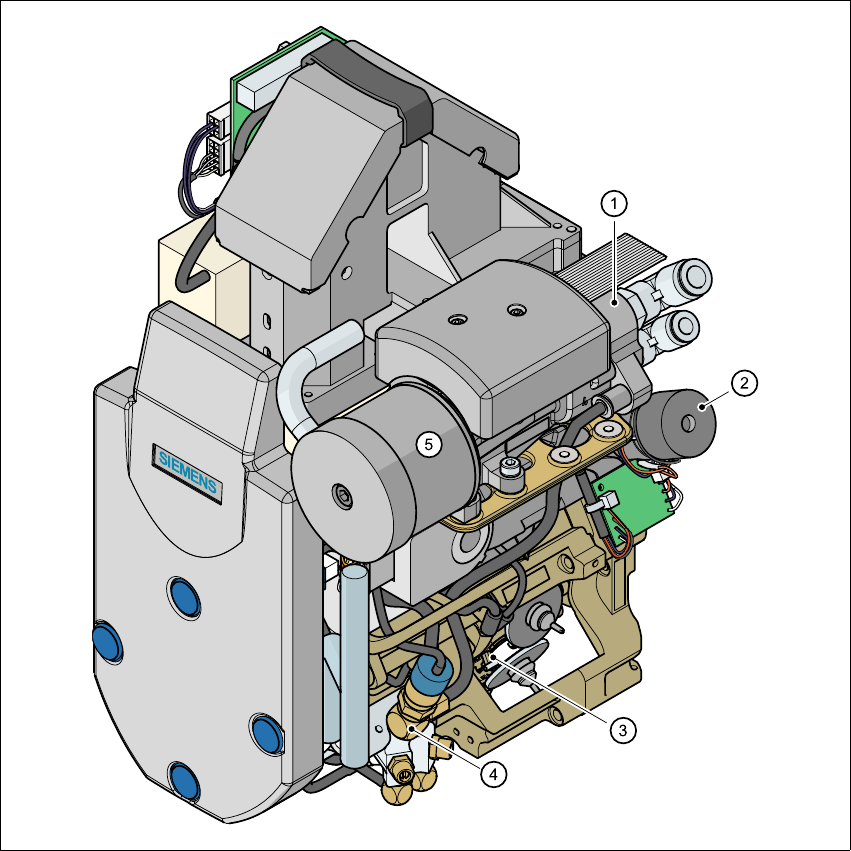
Fig. 3.8 - 1 Cabezal Collect&Place de 12 segmentos - Grupos funcionales, parte 1
3
(1) Generador de vacío
(2) Estación de giro, eje-DP
(3) Estrella con 12 pinolas, eje-DR
(4) Válvula de aire de soplado
(5) Insonorizador
Instrucciones de servicio SIPLACE S-27 HM 3 Datos técnicos
Versión de software SR.503.xx Edición 07/2003 ES 3.8 Cabezales de colocación
91
3
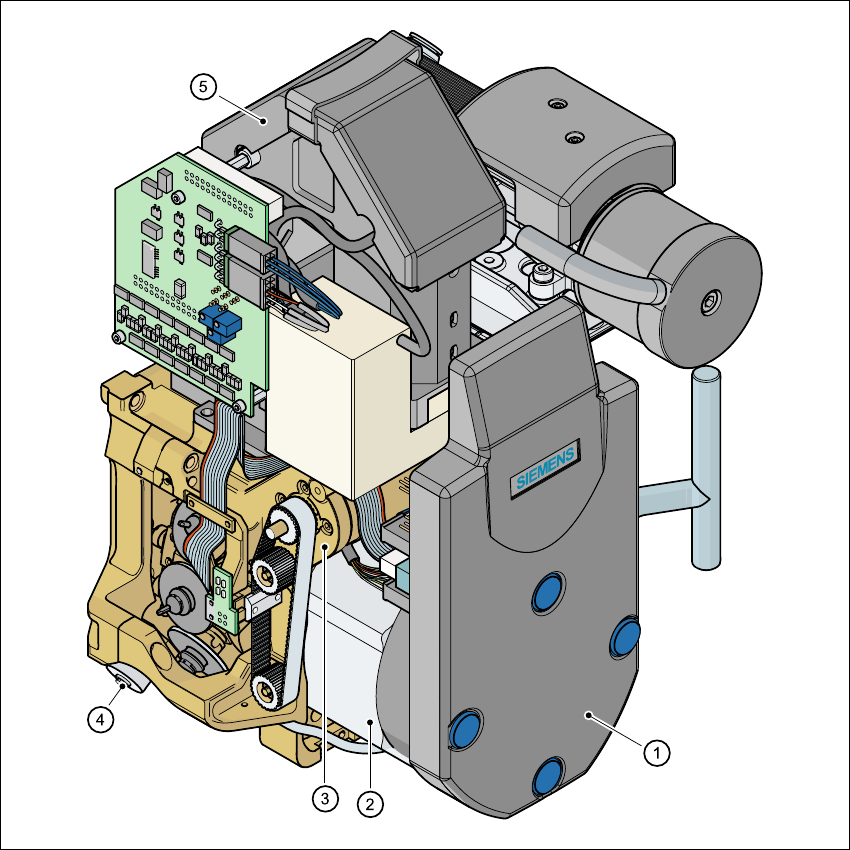
Fig. 3.8 - 2 Cabezal Collect&Place de 12 segmentos - Grupos funcionales, parte 2
3
(1)Placa distribuidora intermedia (debajo de la cubierta)
(2)Accionamiento de estrella, motor - DR
(3)Motor del eje-Z
(4)Accionamiento del regulador de válvulas
(5)Cámara - CO 24 x 24
3 Datos técnicos Instrucciones de servicio SIPLACE S-27 HM
3.8 Cabezales de colocación Versión de software SR.503.xxEdición 07/2003 ES
92
3.8.1.1 Descripción
– El cabezal Collect&Place de 12 segmentos funciona según el principio Collect & Place, es de-
cir los componentes son tomados por pipetas con ayuda de un vacío y después de un ciclo
completo son colocados de forma suave y en la posición exacta sobre la tarjeta de circuitos
impresos. Al mismo tiempo se controla varias veces el vacío en las pipetas para determinar si
los componentes han sido tomados o colocados de forma correcta.
– El modo "autodidacta" de parada por sensores del eje-Z compensa irregularidades de la tar-
jeta de circuitos impresos al depositar los componentes.
– Todos los componentes se colocan con el mismo tiempo de ciclo. Antes de colocar el compo-
nente se mide con el sistema optoelectrónico.
– La cámara para componentes genera una imagen del componente tomado.
– Además se determina la posición exacta del componente.
– El empaquetado del componente tomado se compara con el empaquetado programado para
identificar el componente. Componentes no identificados se expulsan.
– La estación de giro gira el componente a la posición de colocación exigida.
– Componentes defectuosos son expulsados y colocados en un ciclo posterior de reparación.
3.8.1.2 Datos técnicos
3
Gama de componentes 0201 hasta PLCC44, incluidos BGA, µBGA, Flip-Chip,
TSOP, QFP, PLCC, SO hasta SO32, DRAM
Especificaciones - CO
Altura máx.
Trama de patillas mínima
Trama-Bump mínima
Diámetro Bump/ bolita mín.
Dimensiones mín.
Dimensiones máx.
Peso máx.
6 mm (10,7 mm a demanda)
0,5 mm
0,35 mm
0,2 mm
0,6 mm x 0,3 mm
18,7 mm x 18,7 mm
2 g
Fuerza de colocación programable 2,4 hasta 5,0 N
Rendimiento máximo de colocación 13.250 componentes/h
Tipos de pipetas 9xx
Precisión angular ± 0,7° / 4 σ
Precisión de colocación ± 90 µm / 4 σ