00192188-01.pdf - 第339页
Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung Softwareversion 502.xx Ausgabe 10/2000 11.4 Optimierungs-Dialog 337 I t I I - Anzahl It eration sschritte Mit dies em Paramete r kann e ingestel lt …
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.4 Optimierungs-Dialog Softwareversion 502.xx Ausgabe 10/2000
336
I
t I I
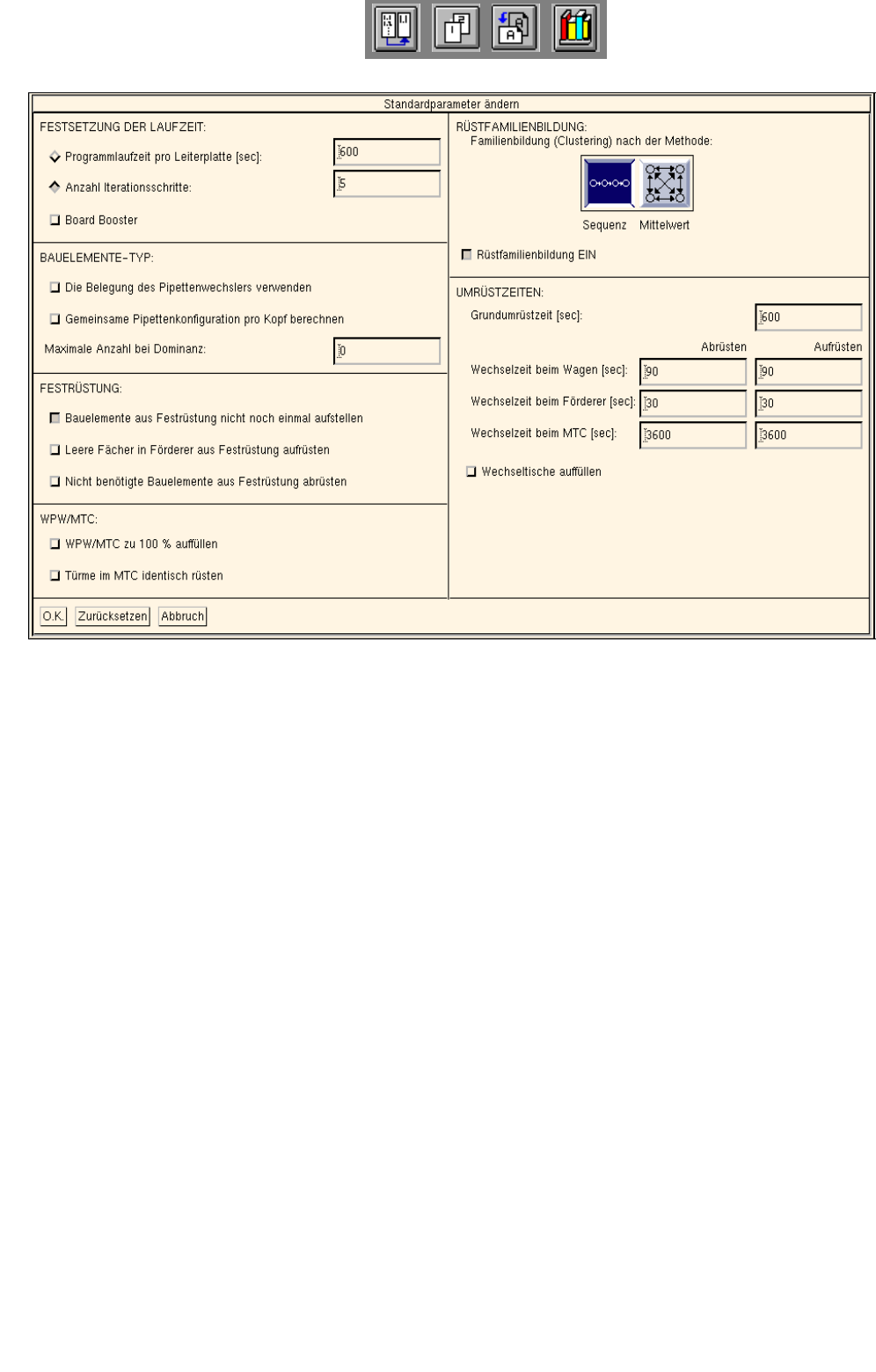
Abb. 11.4.2 Standardparameter ändern
Bedeutung der Parameter
- FESTSETZUNG DER LAUFZEIT
Die Laufzeit der Optimierung wächst mit der Anzahl der Aufträge exponentiell an. Über die Laufzeit kann
die Qualität der Rüstung eingestellt werden: große Laufzeit -> gute Rüstung, kleine Laufzeit -> schlechte
Rüstung. Die Laufzeit der Optimierung kann begrenzt werden. Ist die eingestellte Laufzeit überschritten,
bzw. die eingestellte Anzahl der Iterationsschritte durchlaufen, wird die Optimierung abgebrochen. Die
beste bis dahin gefundene Lösung wird weiter verwendet.
Die Optimierung kann reproduzierbare (Parameter: "Anzahl Iterationsschritte") und nicht reproduzierbare
Ergebnisse (Parameter: "Programmlaufzeit pro Leiterplatte") liefern.
- Programmlaufzeit pro Leiterplatte [sec]
Mit diesem Parameter kann eingestellt werden, wie lange die Optimierung für einen Auftrag laufen
soll. Durch Multiplikation mit der Anzahl der Aufträge einer Losdatei kann die Gesamtlaufzeit der Opti-
mierung für die Losdatei ermittelt werden. Es wird eine optimalere Rüstung errechnet, aber dadurch
mehr Zeit für die Berechnung benötigt. Die Optimierungsergebnisse sind nicht reproduzierbar.

Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung
Softwareversion 502.xx Ausgabe 10/2000 11.4 Optimierungs-Dialog
337
I
t I I
- Anzahl Iterationsschritte
Mit diesem Parameter kann eingestellt werden, wieviel Optimierungsläufe (Iterationsschritte) durch-
laufen werden sollen, bis eine Rüstung erstellt ist. Danach wird die Optimierung abgebrochen und die
beste Rüstung ausgesucht. Die Optimierungsergebnisse sind reproduzierbar, die Dauer der Optimie-
rung ist jedoch nicht genau vorhersehbar.
- Board Booster
Mit diesem Button kann die Option "Board Booster" für beide Parameter getrennt ein- oder ausge-
schaltet werden.
- BAUELEMENTE-TYP
Folgende Parameter können für die Bauelemente-Bereitstellung eingestellt werden. Sie haben, bis auf
eine Ausnahme, alle Auswirkung auf die gesamte Rüstoptimierung.
- Die Belegung des Pipettenwechslers verwenden
Mit diesem Parameter kann eingestellt werden, dass die aktuelle Belegung des gerüsteten Pipetten-
wechslers von der Rüstoptimierung verwendet und nicht verändert werden soll.
- Gemeinsame Pipettenbelegung pro Kopf berechnen
Mit diesem Parameter kann eingestellt werden, dass für alle Leiterplatten von der Rüstoptimierung
eine Pipettenkonfiguration pro Kopf berechnet und in der Rüstung gespeichert wird.
- Maximale Anzahl bei Dominanz
Mit diesem Parameter kann eingestellt werden, wie häufig ein dominanter Bauelementetyp maximal
aufgestellt werden darf. Soll nur ein Minimum an Rüstungen erstellt werden, sollte die Anzahl der För-
derer bei Dominanz auf 1 begrenzt werden. Bei der Einstellung 0, kann die Rüstoptimierung selber
entscheiden, wie oft der Bauelementetyp aufgestellt werden soll.
Bauelemente mit dominantem Bestückanteil und dominanter Rüttelzeit werden von der Rüstoptimie-
rung mehrfach aufgestellt, um Schieflasten zu vermeiden. Dies hat Auswirkungen auf die Rüstung
und somit auf die Umrüstzeiten. Wenn ein Bauelement nicht beliebig oft aufgestellt werden soll, kann
die Anzahl der Förderer pro Baulementetyp eingeschränkt werden.
- FESTRÜSTUNG
- Bauelemente als Festrüstung nicht noch einmal aufstellen
Dieser Parameter ist nur von Bedeutung, wenn eine Festrüstung definiert ist. Es kann eingestellt wer-
den, ob ein Bauelement, das bereits in der Festrüstung enthalten ist, von der Optimierung noch an
anderer oder mehreren anderen, evtl. günstigeren Stellen aufgestellt werden darf oder nicht.
- Leere Fächer in Förderer aus Festrüstung aufrüsten
Wird dieser Parameter aktiviert, werden leere Fächer bzw. Förderer aus der Festrüstung entfernt und
für die Belegung durch die Rüstoptimierung freigegeben. Neue Förderer werden nur gestellt, wenn
dies erforderlich ist.
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.4 Optimierungs-Dialog Softwareversion 502.xx Ausgabe 10/2000
338
I
t I I
- Nicht benötigte Bauelemente aus Festrüstung abrüsten
Mit diesem Parameter wird eingestellt, dass Bauelemente, die nicht in den zu optimierenden Leiter-
plattentypen enthalten sind, aus der Festrüstung entfernt und für die Belegung durch die Rüstoptimie-
rung freigegeben werden. Neue Bauelemente können in die Festrüstung nur hinzugefügt werden,
wenn zusätzlich der Button "Leere Fächer in Förderer aus Festrüstung aufrüsten" aktiviert ist (siehe oben).
Es werden dynamische Ümrüstvorgänge unterstützt. Wurde z.B. aus fünf Produkten eine Rüstfamilie
gebildet, so kann diese, wenn zwei Produkte davon wegfallen und zwei neue Produkte hinzukommen,
als Festrüstung für eine neue Rüstoptimierung verwendet werden. Dadurch müssen für die drei ver-
bliebenen Produkte keine Umrüstungen und folglich auch keine Tests mehr vorgenommen werden.
Dies bedeutet erhebliche Zeitgewinne. Die beiden neuen Produkte werden optimal in die abgerüstete
Festrüstung integriert, und somit ist eine fortschreitende dynamische Rüstoptimierung möglich.
- WPW/MTC
- WPW zu 100% auffüllen
In einer Rüstung werden nicht unbedingt alle Ebenen des Waffle-Pack-Wechslers mit Bauelementen
belegt.
Mit diesem Parameter kann eingestellt werden, dass von der Optimierung auch alle leeren Ebenen
mit Bauelementen belegt werden, und zwar entsprechend ihrer Bestückhäufigkeit über alle Leiterplat-
ten einer Losdatei.
- Türme im MTC identisch rüsten
Mit diesem Parameter kann eingestellt werden, dass von der Optimierung beide Türme des Matrix-
Tray-Changers identisch gerüstet werden.
- RÜSTFAMILIENBILDUNG
- Familienbildung (Clustering) nach der Methode Sequenz oder Mittelwert:
Die Rüstfamilienbildung kann nach zwei unterschiedlichen Methoden erfolgen, die durch Aktivieren
der entsprechenden Ikone eingestellt wird.
Sequenz:
Ausgangssituation: Es gibt eine Anzahl von Aufträgen, die nur einmal und in beliebiger Reihenfolge
gefertigt werden sollen.
Optimierung: Die Optimierung bildet Rüstfamilien und schlägt eine Fertigungsreihenfolge vor.
Wird diese Reihenfolge eingehalten, können die Aufträge mit einem Minimum an Umrüstzeit gefertigt
werden.
Mittelwert:
Ausgangssituation: Es gibt eine Anzahl von Aufträgen, die immer wieder und zu unterschiedlichen
und unvorhersehbaren Zeitpunkten gefertigt werden sollen.
Optimierung: Die Optimierung bildet Rüstfamilien, die minimale Umrüstzeiten für jeden beliebigen
Umrüstvorgang ergeben.