3OM-1009-002.pdf - 第25页
Tg0854-PM-ER 1.2 装着精度悪化要因の確認と対策 0307-002 1-12 吸着ノズルに汚れなどがありませんか? 吸着ノズルに汚れなどがありませんか? 吸着ノズルに汚れなどがありませんか? 吸着ノズルに汚れなどがありませんか? 吸着ノズルに汚れなどがありませんか? * 8 * 8 * 8 * 8 * 8 拡散板が汚れていると、部品認識異常が出たり、誤認識の原因にな ります。 吸着ノズルの拡散板の表面に皮脂 ・ 油等が付着…
Tg0854-PM-ER
1.2 装着精度悪化要因の確認と対策
0304-001 1-11
(4) “段取作業”→“インチング動作” 画面で手が届くところ
まで XY ビームを移動させます。
(5) 確認する側の [運転モード] 切替えスイッチを“段取”側
へ切替えます。
(6) 確認する側の [準備完了] ボタンを押して、補給カバー・
安全バー電磁ロックを解除させます。
(7) 確認する側の補給カバーを開きます。
(8) “段取作業”→“手動動作” 画面を表示させ、 [L** 軸 吸
着 /ブロー] キーを押して“ブロー” に設定します。
(9) 小紙片を手のひらに乗せて吸着ノズル先端に近づけ、小紙
片が動かないことを確認します。
再度 [L** 軸 吸着 / ブロー] キーを押して“吸着”にし
たときに、小紙片が吸着されることを確認します。
エア供給エア供給
エア供給エア供給
エア供給
““
““
“
入入
入入
入
りり
りり
り
””
””
”
の状態での確認手順の状態での確認手順
の状態での確認手順の状態での確認手順
の状態での確認手順
(1) “段取作業”→“原点復帰動作” 画面でXYビームを原点復
帰させます。
(2) “段取作業”→“ノズル吸着・収納動作” 画面で、確認す
る装着ヘッドの吸着ノズルを MA04 に切替えます。
(3) “段取作業”→“手動動作”画面で [* ビーム エア供給]
キーを押し、“入り”にします。
(4) “段取作業”→“インチング動作” 画面で手が届くところ
まで XY ビームを移動させます。
(5) 確認する側の [運転モード] 切替えスイッチを“段取”側
へ切替えます。
(6) 確認する側の [準備完了] ボタンを押して、補給カバー・
安全バー電磁ロックを解除させます。
(7) 確認する側の補給カバーを開きます。
(8) “段取作業”→“手動動作” 画面を表示させ、 [L** 軸 吸
着 / ブロー] キーを押して“ブロー”に設定します。
(9) 小紙片を手のひらに乗せて吸着ノズル先端に近づけ、小紙
片にエアが吹き付けられている (ブローされている) こと
を確認します。再度 [L** 軸 吸着 / ブロー] キーを押し
て“吸着”にしたときに、小紙片が吸着されることを確認
します。
各画面の詳細については、“第 1 編の 4 節 段取作業メニュー”
を参照してください。
XYXY
XYXY
XY
ビーム,ビーム,
ビーム,ビーム,
ビーム,
装着ヘッドのホースがつぶれたり、装着ヘッドのホースがつぶれたり、
装着ヘッドのホースがつぶれたり、装着ヘッドのホースがつぶれたり、
装着ヘッドのホースがつぶれたり、
穴があいたりして穴があいたりして
穴があいたりして穴があいたりして
穴があいたりして
いませんか?いませんか?
いませんか?いませんか?
いませんか?
*7 *7
*7 *7
*7
管理データを参考にして、吸着率が低下している装着ヘッドのホー
スを確認してください。
• ホースの結束・固定部分がつぶれていないか、真空が漏れていな
いか確認してください。
• ホースの接続部がつぶれていないか、真空が漏れていないか確認
してください。
• フラットチューブが折れ曲がっていないか確認してください。
• ケーブルベア内でホースが削れて穴があいていないか確認してく
ださい。
上記の部分を切取り、ご使用
ください。(10 × 10 mm)
Tg0854-PM-ER
1.2 装着精度悪化要因の確認と対策
0307-002 1-12
吸着ノズルに汚れなどがありませんか?吸着ノズルに汚れなどがありませんか?
吸着ノズルに汚れなどがありませんか?吸着ノズルに汚れなどがありませんか?
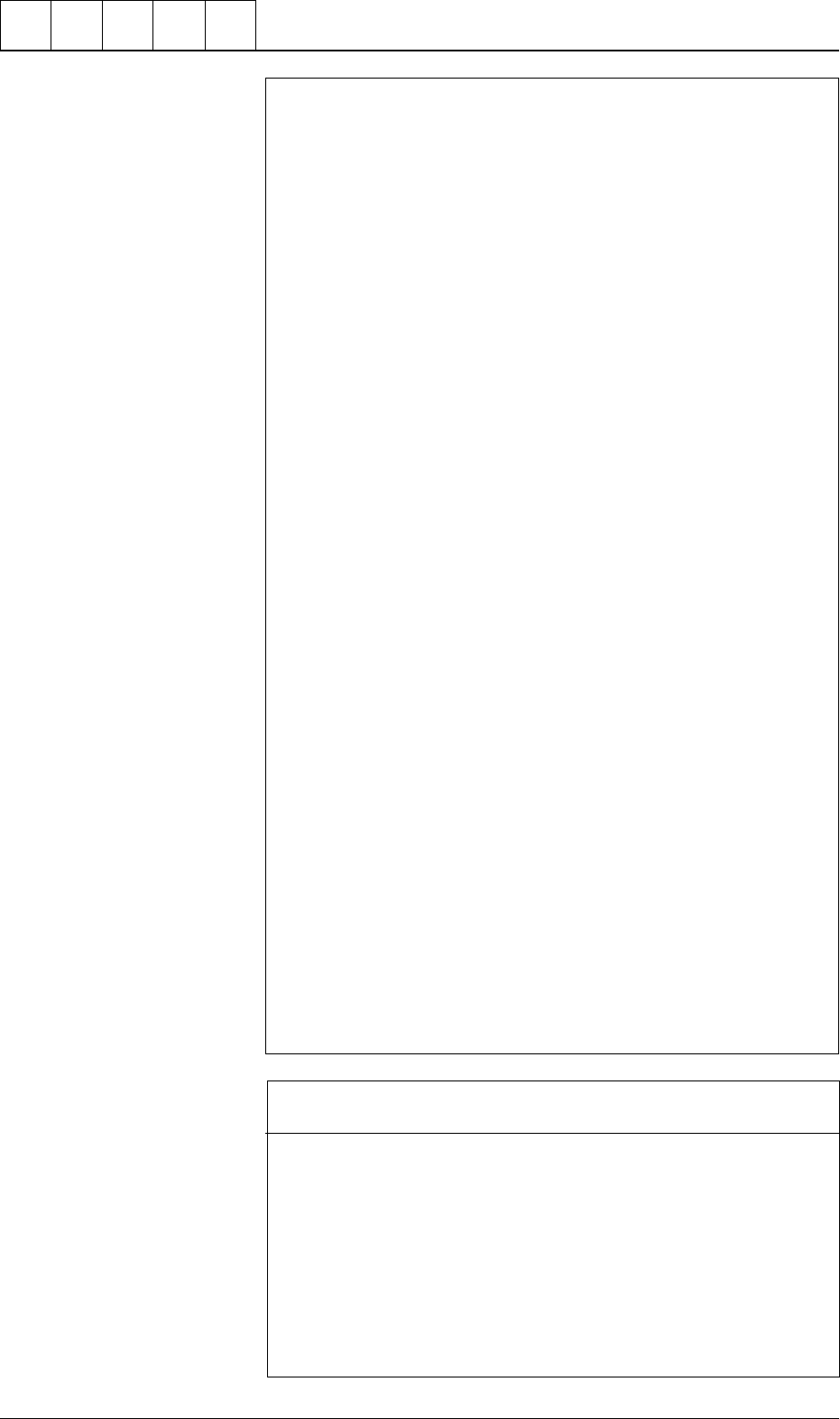
吸着ノズルに汚れなどがありませんか?
*8 *8
*8 *8
*8
拡散板が汚れていると、部品認識異常が出たり、誤認識の原因にな
ります。
吸着ノズルの拡散板の表面に皮脂・油等が付着した場合は、下記項
目に留意して清掃してください。 (部品認識できなくなる可能性が
あります。)
禁止事項禁止事項
禁止事項禁止事項
禁止事項
• 有機溶剤、ウエス等の使用
• 拡散板にキズが付く行為
推奨清掃推奨清掃
推奨清掃推奨清掃
推奨清掃: 水中にて、10∼15分以内で超音波洗浄を行います。
吸着ノズルに付いた水分は、圧縮エアで吹き飛ばしてく
ださい。
それでも汚れの落ちない場合は、当社営業部にご相談く
ださい。
注注
注注
注 : 有機溶剤、ウエス等は絶対に使用しないでください。
ノズル先端部に汚れがある場合は、レンズクリーナクロスで拭き
取ってください。
“第4編 1節の 6.毎月メンテナンス、ノズルストッカ” を参照し
てください。
ヘッド回転軸がスムーズに回転しますか?ヘッド回転軸がスムーズに回転しますか?
ヘッド回転軸がスムーズに回転しますか?ヘッド回転軸がスムーズに回転しますか?
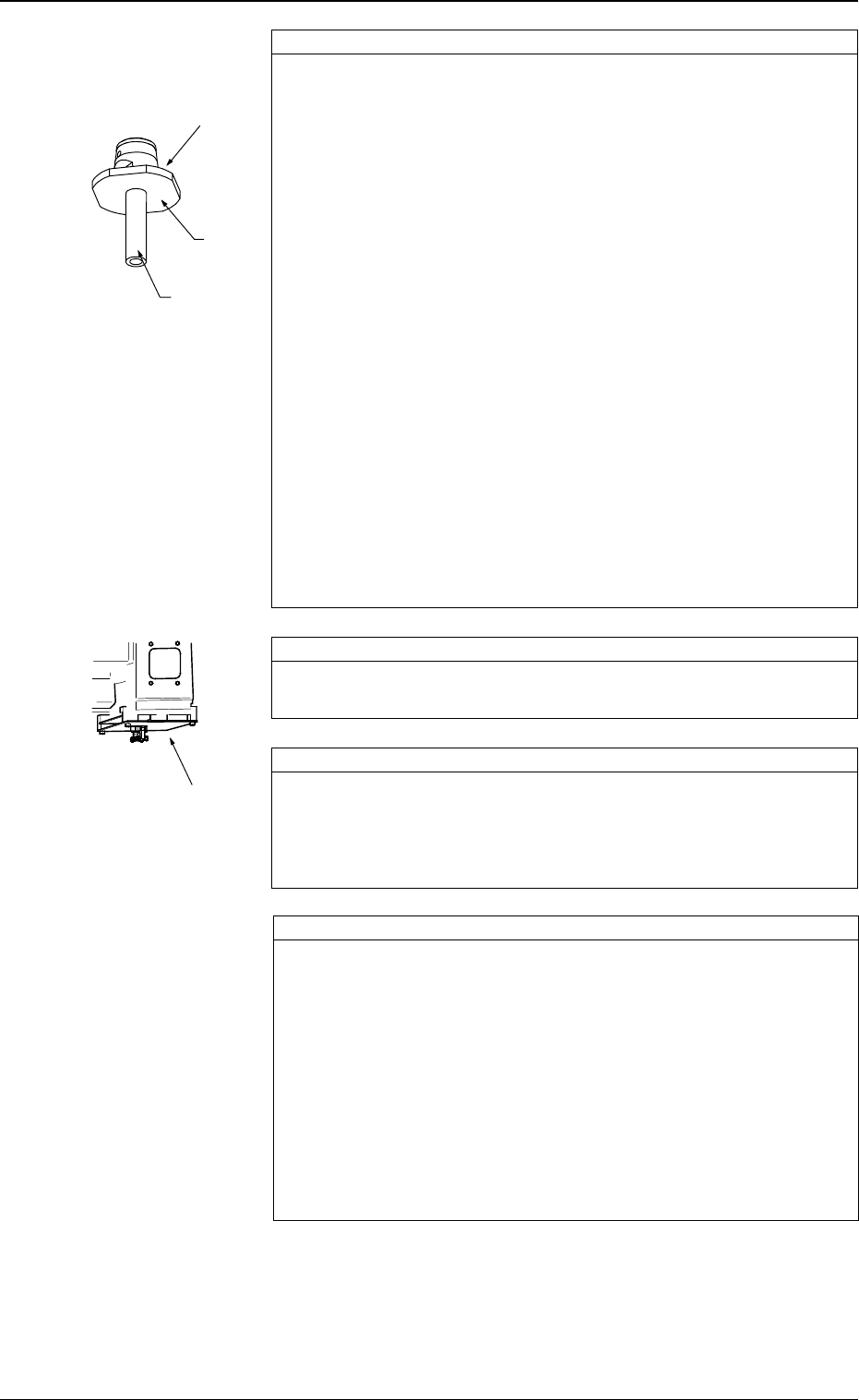
ヘッド回転軸がスムーズに回転しますか?
*9 *9
*9 *9
*9
ヘッド回転軸を手で回転させたとき、ゴリ感がなくスムーズに回転
するか確認してください。
装着レベルは適正ですか?装着レベルは適正ですか?
装着レベルは適正ですか?装着レベルは適正ですか?
装着レベルは適正ですか?
*10 *10
*10 *10
*10
部品を強く押し込んで装着したり、装着面に達するまでに真空が
OFFするような設定の場合、装着時に部品の位置ズレが発生します。
高さ方向のオフセット、部品ライブラリの高さデータなどを確認し
てください。
装置のオフセットは適正ですか?装置のオフセットは適正ですか?
装置のオフセットは適正ですか?装置のオフセットは適正ですか?
装置のオフセットは適正ですか?
*11 *11
*11 *11
*11
装置のオフセットデータがおかしいと正常に吸着/装着できません。
“データ編集”→“オフセットデータ”画面で、各オフセットデータ
を確認してください。
“手動動作”や“テスト確認”画面等で、各動作での移動位置が正常
か目視で確認してください。
注注
注注
注 : “装置メンテナンス”→“ティーチング”画面で、各オフセッ
トデータがティーチングできますが、一連の装置オフセットす
べてをティーチングし直す必要があります。また、ティーチン
グのための専用治具も必要になります。ティーチングを行う必
要がある場合は、当社営業部にご相談ください。
拡散板
ノズル先端部
*9
Fig.3A19Fig.3A19
Fig.3A19Fig.3A19
Fig.3A19
Fig.3A20Fig.3A20
Fig.3A20Fig.3A20
Fig.3A20
*8

Tg0854-PM-ER
1.2 装着精度悪化要因の確認と対策
0304-001 1-13
基板バックアップピンの設定位置は適正ですか?基板バックアップピンの設定位置は適正ですか?
基板バックアップピンの設定位置は適正ですか?基板バックアップピンの設定位置は適正ですか?
基板バックアップピンの設定位置は適正ですか?
*1 *1
*1 *1
*1
基板バックアップピンのセット位置が問題ないか目視で確認してく
ださい。
特に、両面実装基板は、基板バックアップピンに裏付け部品などが
当たっていないか確認してください。
基板押え板の動きは正常ですか?基板押え板の動きは正常ですか?
基板押え板の動きは正常ですか?基板押え板の動きは正常ですか?
基板押え板の動きは正常ですか?
*2 *2
*2 *2
*2
基板押え板の動きに問題ないか目視で確認してください。基板押え
板の押し上げの動きが正常でないと装着中に基板の位置決めがズレ
てくる可能性があります。
基板幅に対するコンベア幅の設定は適正ですか?基板幅に対するコンベア幅の設定は適正ですか?
基板幅に対するコンベア幅の設定は適正ですか?基板幅に対するコンベア幅の設定は適正ですか?
基板幅に対するコンベア幅の設定は適正ですか?
*3 *3
*3 *3
*3
コンベア幅が適正でないと、スムーズに基板が搬送されないため、
基板を正しく位置決めできなかったり、装着時の振動で、基板の位
置ズレが発生します。
また、基板の横押しが不十分で、基板の位置決めがうまくできな
かったり、装着中に基板がズレる場合があります。
固定シュートの溝、固定シュートの溝、
固定シュートの溝、固定シュートの溝、
固定シュートの溝、
または可動側シュートのベアリングに異常はまたは可動側シュートのベアリングに異常は
または可動側シュートのベアリングに異常はまたは可動側シュートのベアリングに異常は
または可動側シュートのベアリングに異常は
ありませんか?ありませんか?
ありませんか?ありませんか?
ありませんか?
*4 *4
*4 *4
*4
固定シュートの溝に異物があると、基板を正しく位置決めできない
ため、装着位置ズレが起こる場合があります。
また、基板搬送時に固定シュートの溝に異物があったり、可動
シュートのベアリングの動きが悪い場合、スムーズに基板が搬送さ
れないため、基板を正しく位置決めできなかったり、装着時の振動
で、基板の位置ズレが発生します。
基板の表面状態に問題はありませんか?基板の表面状態に問題はありませんか?
基板の表面状態に問題はありませんか?基板の表面状態に問題はありませんか?
基板の表面状態に問題はありませんか?
*5 *5
*5 *5
*5
基板の表面に凸凹 ・ 反りなどがないか確認してください。特に、基
板の反りは、部品装着時に基板がバウンドして部品がズレる可能性
があります。
接着剤や半田ペーストの量は適正ですか?接着剤や半田ペーストの量は適正ですか?
接着剤や半田ペーストの量は適正ですか?接着剤や半田ペーストの量は適正ですか?
接着剤や半田ペーストの量は適正ですか?
*6 *6
*6 *6
*6
接着剤や半田ペーストの量が少なすぎると、部品を固定できないた
め装着ズレが発生する場合があります。
また、接着剤や半田ペーストの量が多すぎる場合にも、装着面の高
さが変わってくるため、装着ズレが発生する場合があります。
接着剤や半田ペーストと部品との位置関係は適正ですか?接着剤や半田ペーストと部品との位置関係は適正ですか?
接着剤や半田ペーストと部品との位置関係は適正ですか?接着剤や半田ペーストと部品との位置関係は適正ですか?
接着剤や半田ペーストと部品との位置関係は適正ですか?
*7 *7
*7 *7
*7
部品装着後の基板を確認し、パターンに対し装着位置がズレている
ようであれば、装着座標の修正を行ってください。
1.2.21.2.2
1.2.21.2.2
1.2.2
基板位置決め部基板位置決め部
基板位置決め部基板位置決め部
基板位置決め部
・・
・・
・
ユーザ生産基板ユーザ生産基板
ユーザ生産基板ユーザ生産基板
ユーザ生産基板
・・
・・
・
トランスファ部での精度トランスファ部での精度
トランスファ部での精度トランスファ部での精度
トランスファ部での精度
悪化要因悪化要因
悪化要因悪化要因
悪化要因
Fig.3A21Fig.3A21
Fig.3A21Fig.3A21
Fig.3A21