CPP2141600_YSProg_C.pdf - 第173页
4-10 4 2. X1、Y1 以 mm 为单位输入从基板原点 ( 以拼板原点为基准时,从拼板原点 ) 到坏板标记的位置坐标。 局部坏板标记的XY坐标 X X Y Y 坏板标记 坏板标记 ■ 以拼板原点为基准时 ■ 以基板原点为基准时 拼板原点 基板原点 25402-P2-00 c 注意 用示教输入 XY 数据时,必须先设置基板原点 ( 拼板原点 ) 数据后再用示教输入 XY 数据。 3. 标记 输入局部坏板标记用的标记号码 ( 标记信…
4-9
4
1.1.3 局部坏板标记的创建
以贴装数据为单位设置的坏板标记只有 1 种,即局部坏板标记。局部坏板标记功能,是通过是否检出在每个贴装
数据中设置的坏板标记,来指定是否进行该贴装数据的元件贴装。想要使用局部坏板标记,必须进行必要的数据
设置。下面,介绍使用局部坏板标记所需数据的设置方法。
c
注意
在此,以编辑创建好的基板程序 ( 即,可以进行元件贴装的基板程序 ) 为前提介绍。如果基板程序未创建完时,必须创建完基板程
序之后再进行此操作。
1
创建标记信息。
在标记信息登录有关坏板标记的信息。
2
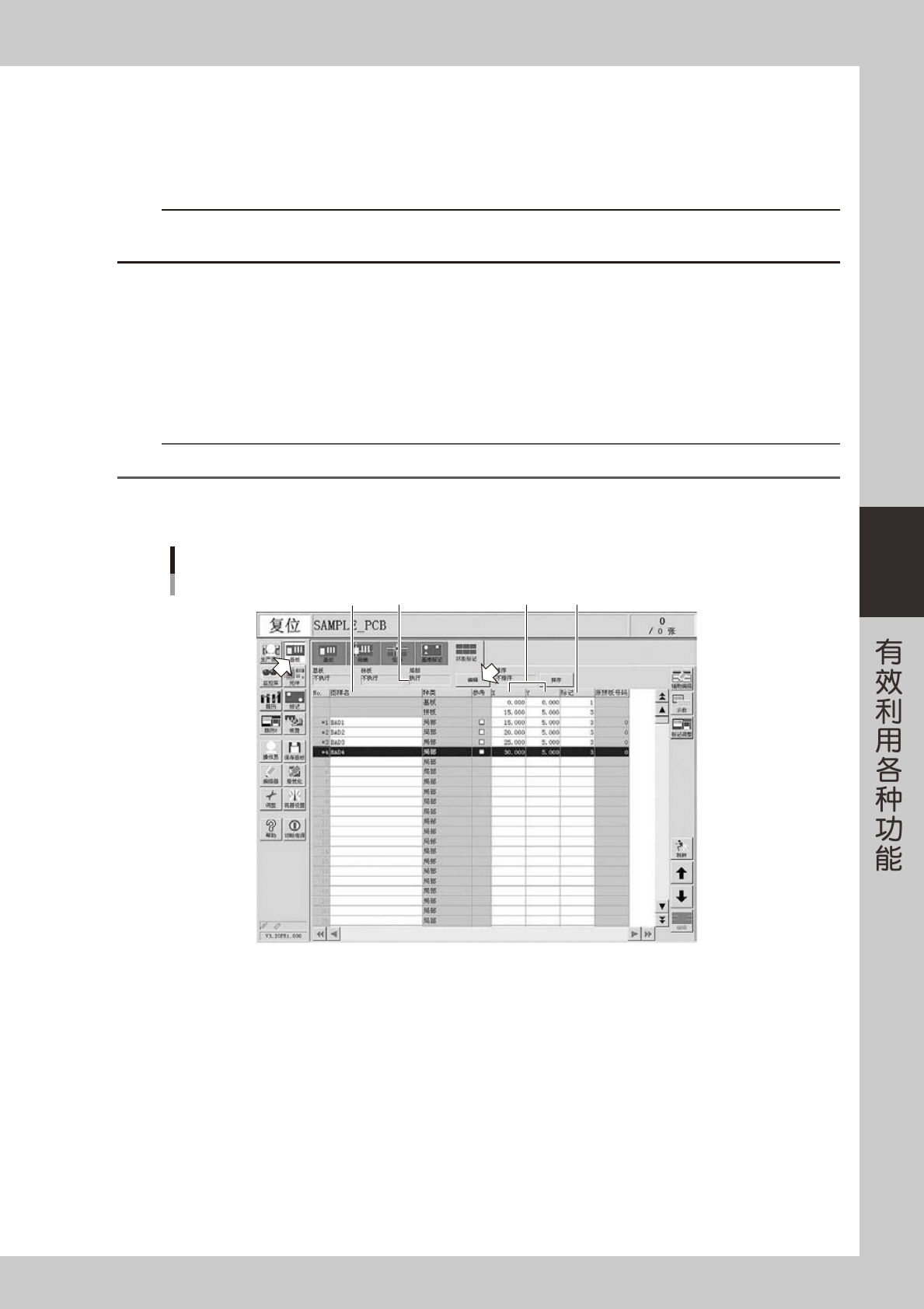
打开坏板标记信息画面。
按 [ 基板 ] 按钮,选择“坏板标记”选项卡。
打开“坏板标记”信息画面。
n
要点
合并基板程序时,必须按轨道切换按钮切换至想要操作的轨道后再进行设置。
3
设置局部坏板标记信息。
局部坏板标记画面
1
4 2 3
26402-P2-10
1. 图样名
输入局部坏板标记用的图样名。
4-10
4
2. X1、Y1
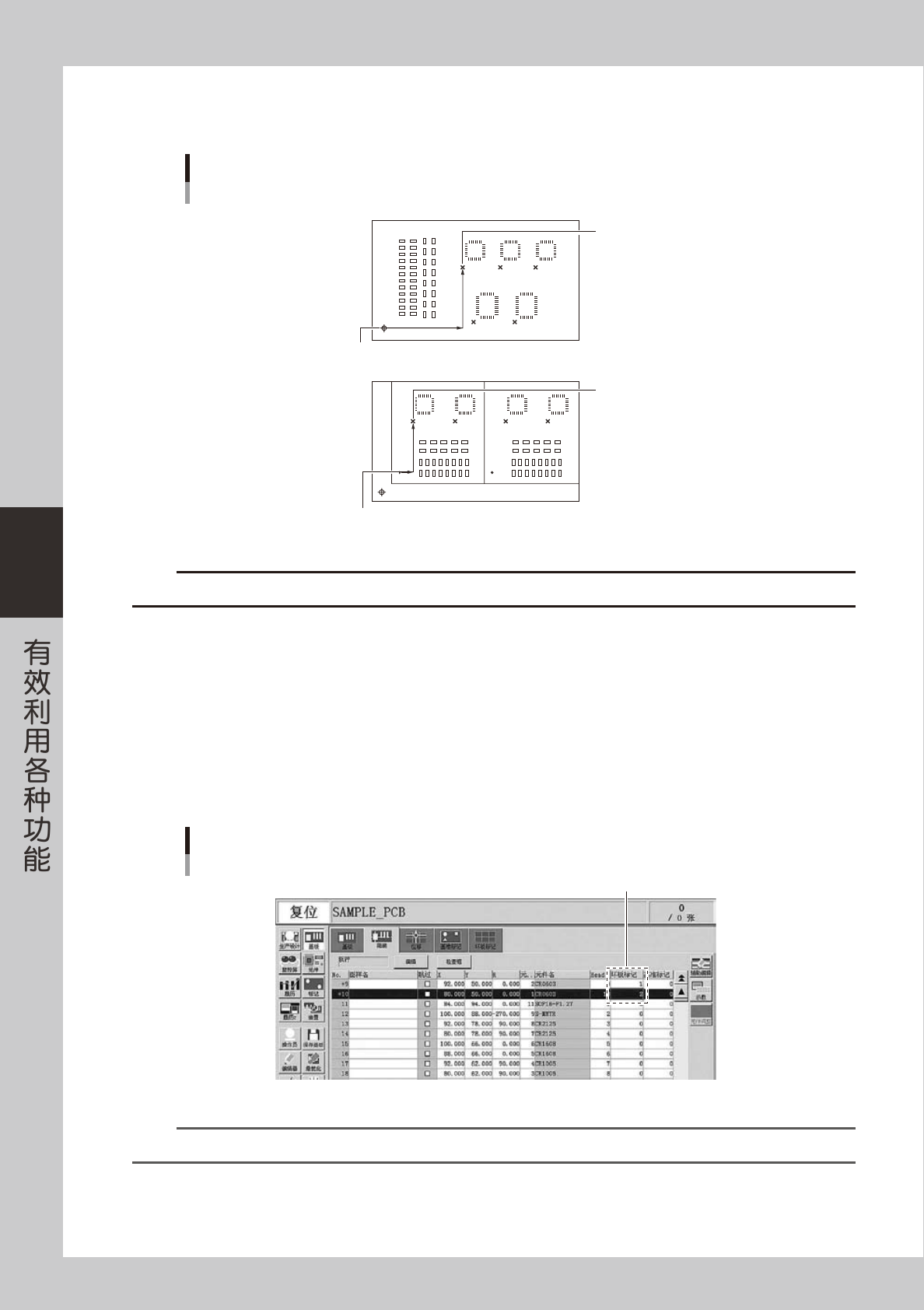
以 mm 为单位输入从基板原点 ( 以拼板原点为基准时,从拼板原点 ) 到坏板标记的位置坐标。
局部坏板标记的XY坐标
X
X
Y
Y
坏板标记
坏板标记
■ 以拼板原点为基准时
■ 以基板原点为基准时
拼板原点
基板原点
25402-P2-00
c
注意
用示教输入 XY 数据时,必须先设置基板原点 ( 拼板原点 ) 数据后再用示教输入 XY 数据。
3. 标记
输入局部坏板标记用的标记号码 ( 标记信息中的“No.”栏的号码 )。
4. 局部
使用默认设置 ( 执行 )。
4
输入坏板标记。
1. 选择“贴装”选项卡,将光标对准想要使用局部坏板标记功能的贴装数据行。
2. 在“坏板标记”栏输入在“坏板标记”选项卡中所输入的局部坏板标记的“No.”栏号码。
贴装选项卡
局部坏板标记No.
26401-P2-00
n
要点
局部坏板标记功能,在自动切换生产品种功能中也可以使用。
4-11
4
2.元件参数
2.1 使用替代元件功能
替代元件功能,是当当前使用的送料器的元件用完时,机器自动切换到指定的替代元件处,保证机器继续运行的
功能。
2.1.1 元件切换方法的流程
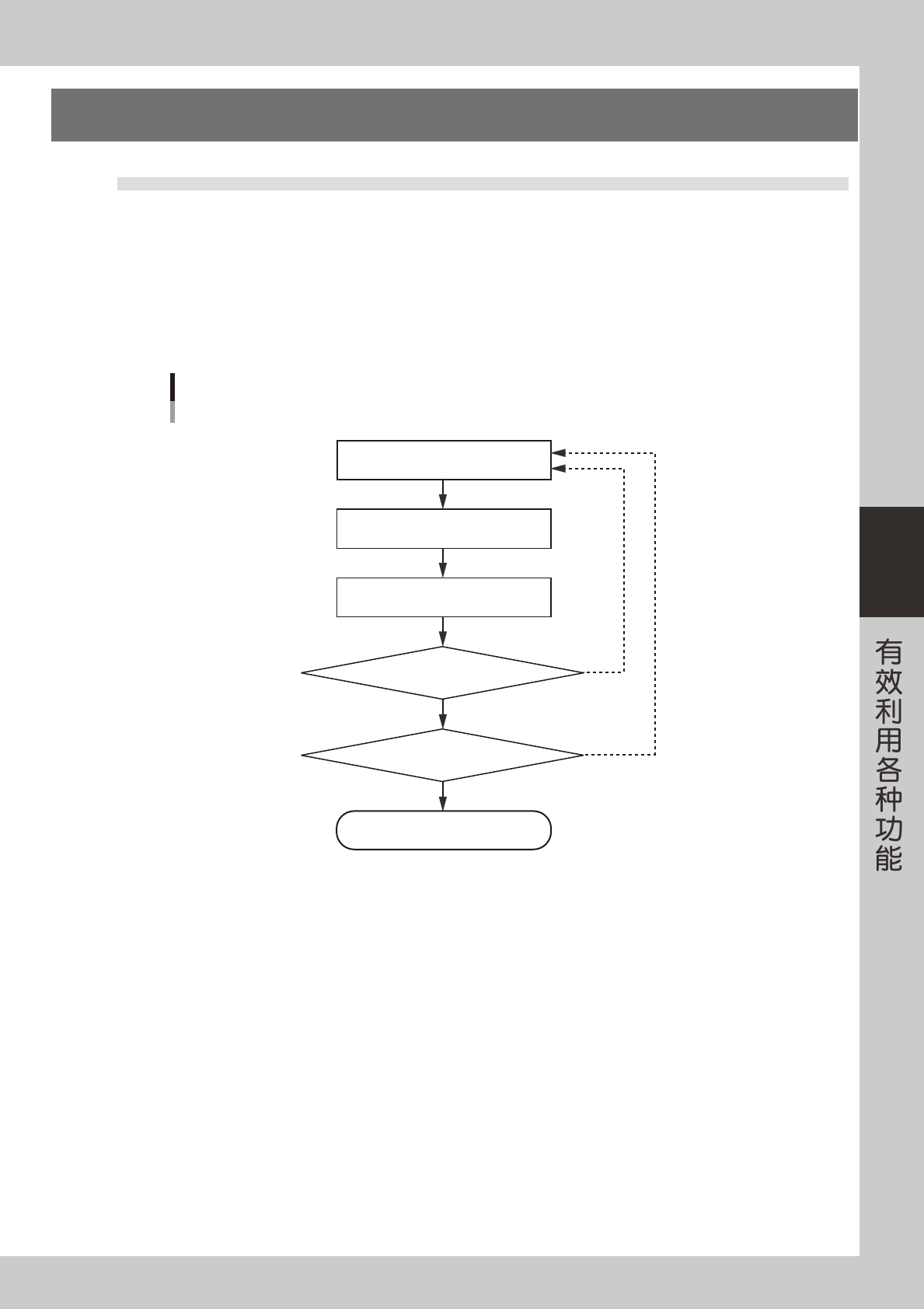
下面,介绍切换为替代元件的动作流程。
当前正在使用的送料器因为元件用完等原因而无法使用时,不必中断机器的运行,可以自动切换为替代元件。
替代元件组运行 1 周后,机器停止运行,画面显示需补充元件的确认提示。
YES
YES
NO
NO
自动运行
元件用完
贴片机停止运行
自动切换到替代元件
替代元件组运行一周后
运行中没有补充元件
元件的切换方法
由送料器供给的元件
25405-P2-00