CPP2141600_YSProg_C.pdf - 第50页
2-1 2 1. 创建基板信息 基板信息中需设置基板的形状、生产方法、元件的贴装位置等参数。 在此,主要介绍基本程序的创建方法。充分掌握作业内容之后,可以采用适合自己的方法创建。 基板参数的构成 No. 图样名 跳过 X、Y、R 元件号码 元件名 Head 坏板标记 基准标记 原拼板号码 贴装模式 传送模式 基板尺寸XY 基板厚度 备注 目前生产张数 预定生产张数 1张基板的拼板数 目前下料张数 预定下料张数 基板固定方法 固…

2-1
2
1.创建基板信息
基板信息中需设置基板的形状、生产方法、元件的贴装位置等参数。
在此,主要介绍基本程序的创建方法。充分掌握作业内容之后,可以采用适合自己的方法创建。
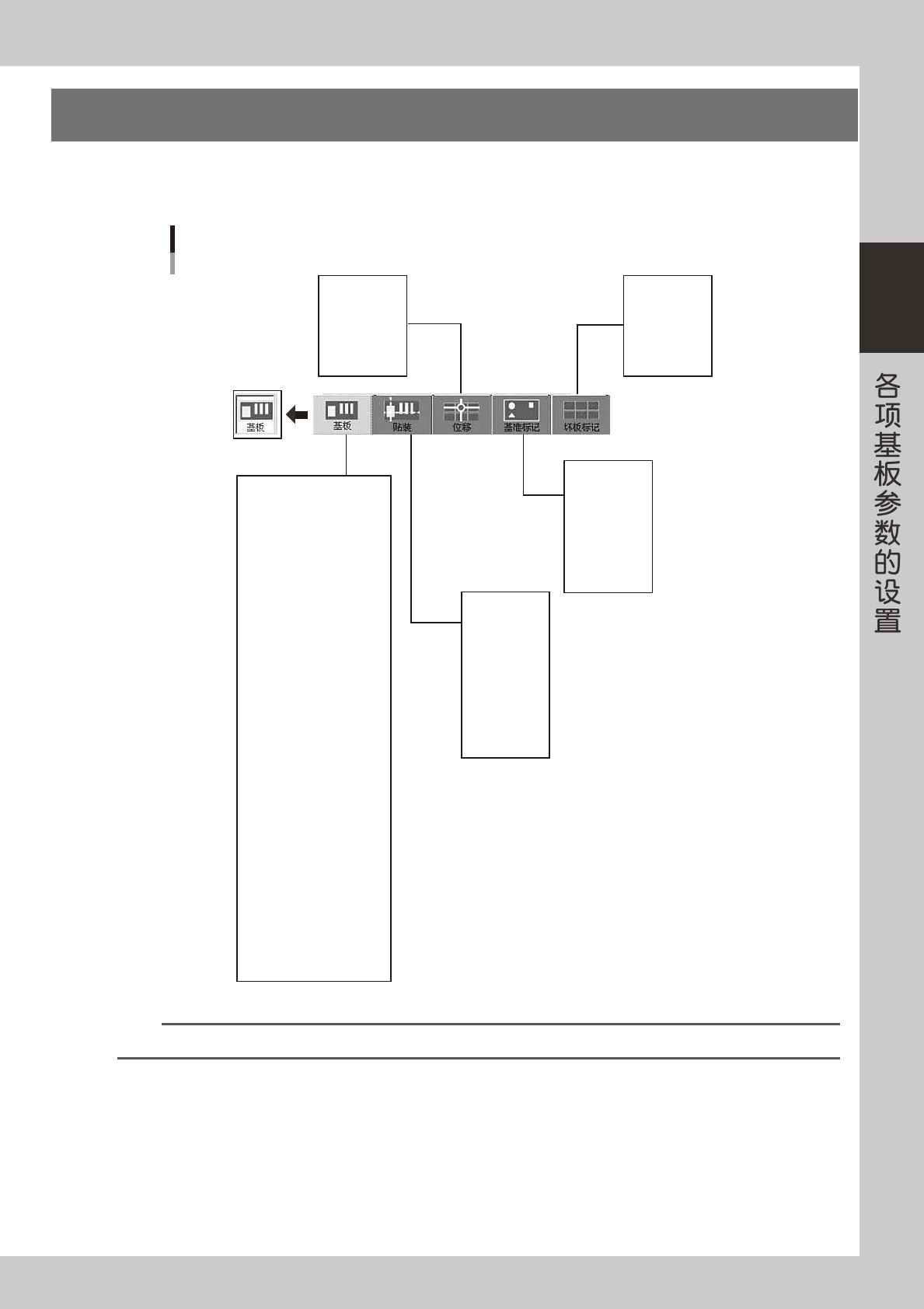
基板参数的构成
No.
图样名
跳过
X、Y、R
元件号码
元件名
Head
坏板标记
基准标记
原拼板号码
贴装模式
传送模式
基板尺寸XY
基板厚度
备注
目前生产张数
预定生产张数
1张基板的拼板数
目前下料张数
预定下料张数
基板固定方法
固定开始时间
传送开始高度
传送装置空转时间
图像处理校正
负压确认
重新执行方式
提前取料
传送装置Y轴速度
传送方法
传送装置电机的速度
传入前元件高度
跳过重新执行
回避邻接干扰
贴装顺序控制
确认传送位置
确认传送位置用判定值
确认传送位置的详细设置
确认传送位置用标记
确认传送位置用标记的坐标X
确认传送位置用标记的坐标Y
传送轨的传送方法
No.
图样名
种类
跳过
X、Y、R
原拼板号码
No.
图样名
种类
X、Y
标记
原拼板号码
No.
图样名
种类
X1、Y1
标记1
X2、Y2
标记2
原拼板号码
26200-P2-50
参考
在双轨贴片机中如果选择合并基板程序,会显示轨道切换按钮。按此按钮,可以切换至对象轨道后再进行确认和设置。
2-2
2
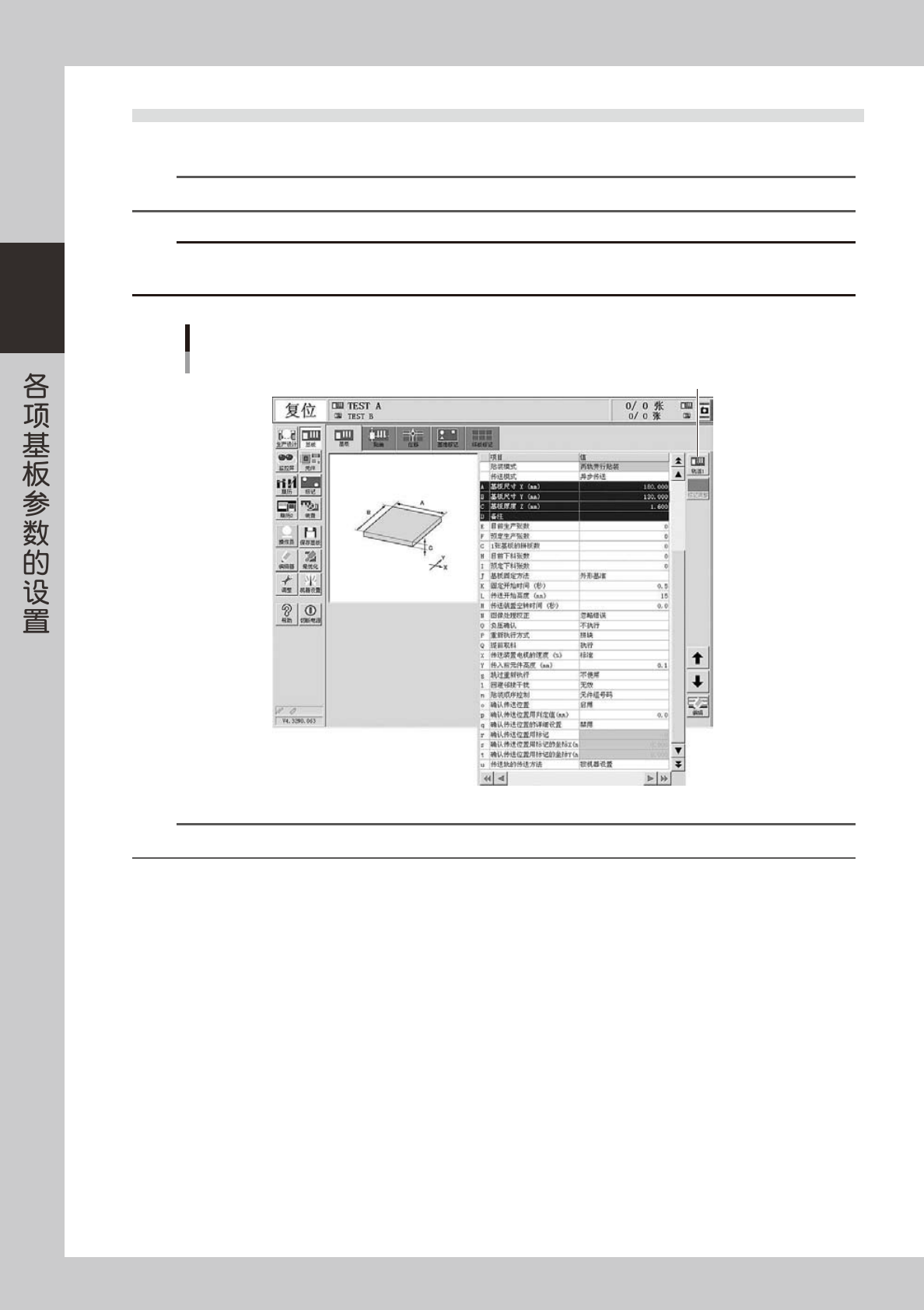
1.1 基板参数
打开“基板”画面的“基板”选项卡画面,确认或设置基板参数。
n
要点
合并基板程序时,必须按轨道切换按钮切换至想要操作的轨道后再进行设置。
c
注意
合并基板程序时,可以分别按轨道进行编辑的参数有“A、B :基板尺寸”、“D :备注”和设定张数的参数 E 〜 I。其它参数无法按
轨道分别进行编辑。这些参数可以选择其中 1 条轨道进行编辑,所编辑的内容会对两条轨道都有效。
基板参数画面
双轨:以合并基板程序为例
轨道切换按钮
26201-P2-40
参考
显示项目根据机型、规格不同会有所不同。
贴装模式 ( 双轨 :合并基板程序 )
显示贴装方法。
‧
两轨并行贴装。
前侧贴装头只贴装前侧轨道的基板,后侧贴装头只贴装后侧轨道的基板。
‧
两轨交替贴装。
依次交替贴装前侧轨道的基板和后侧轨道的基板。
传送模式 ( 双轨 :合并基板程序 )
选择传送方法。
‧
同步传送
使两条轨道开始和结束贴装的时机同步。贴装模式为“两轨交替贴装”时无法使用。想要使两条轨道传出基板的时机同步时,
使用同步传送。
‧
异步传送
各轨道分别按各自的时机开始和结束贴装。