CPP2141600_YSProg_C.pdf - 第54页
2-5 2 o: 确认传送位置 (YSM40) 设置是否确认传送位置。通常,设置为“启用” 。 设置为“启用”时,传入的基板在被固定之前,基准标记识别相机会对第 1 个基准标记进行识别并确认基板的位置。 p: 确认传送位置用判定值 (YSM40) 输入确认传送位置时使用的判定值。 可在 0.0 〜 5.0mm 的范围内输入。 如果标记的位置超出此处所设置的范围时, 会发生错误。 ( 此参数,只在将“o:确认传送位置”设置为“启…

2-4
2
N: 图像处理校正
设置为“通常校正”。因为设置为“通常校正”后,可以在吸附元件时进行图像识别检查。
O: 负压确认
设置为“执行”。因为设置为“执行”后,可以从视觉识别和负压两方面确认是否正吸附有元件。
P: 重新执行方式
选择在贴装中发生吸附、识别错误时的重新执行方式。
· 组
继续重新执行,直至 1 个贴装组的生产完成。但不可切换贴装头。
· 拼 板
如果发生了错误,完成该拼板的贴装后,由发生错误的贴装头重新执行。
· 自 动
如果发生了错误,完成该拼板的贴装后,不必由发生错误的贴装头,只需由空着的贴装头重新执行即可。
Q: 提前取料
一般设置为“不执行”。
如果设置为“执行”,当前 1 张基板的生产完成后,在传入下 1 张基板的同时就开始元件的吸附和识别。这样可以缩短生产
节拍时间。
R: 盘装元件优先 (YS100、YS88、YS12F、YC8)
供给盘装元件时,如果设置为“执行”,会自动根据盘装元件的供给状态,以最短的生产节拍时间吸附、贴装元件。
X: 传送装置电机的速度
设置传送电机 ( 传送基板 ) 的速度。以在“机器设置”画面中设置的数据为标准,10% 为单位,“+”侧最大为 50%,
“-”侧最大为 90% 的范围内设置。
Y: 传入前元件高度 (mm)
取在上道工序已经贴装的元件的最大高度来设置。
设置的高度至少要保证使贴装头在基板上方移动时不会与此高度的元件相碰撞。
g: 跳过重新执行
设置因元件吸附错误、元件识别错误、元件用完等原因无法使用元件时是否贴装其它可以贴装的元件。
i: 回避邻接干扰
设置是否使用回避邻接干扰功能。
回避邻接干扰功能,是吸附元件时,当元件中心与吸附位置的偏移量过大,继续贴装元件会判定为吸嘴与邻接元件相干扰,
此时机器会丢弃元件,并重新吸附元件使之回避干扰的功能。
使用回避邻接干扰功能时,设置为“有效”,不使用时设置为“无效”。
c
注意
重新吸附元件也未改善偏移量时,将发生吸附错误。
发生多次吸附错误时,需确认供给状态、送料器的安装状态等。
参考
使用脱机软件 P-Tool,并以“吸嘴干扰检查”为条件进行了最优化的基板程序,会自动设置为“有效”。
n: 贴装顺序控制
贴装元件之间间隔窄的元件时,为避免已贴装的元件与吸嘴发生干扰而指定贴装顺序的功能,称为贴装顺序控制功能。
可从“元件组号码”、“贴装组号码”中选择 1 种。
但,“贴装组号码”只有在脱机软件 P-Tool 中进行了“吸嘴干扰检查”的基板程序才可以使用。
‧
元件组号码
按元件分别指定贴装顺序。想要手动指定贴装顺序时使用。
‧
贴装组号码
按贴装个数分别指定贴装顺序。与元件组号码相比,它具有可以改善最优化结果的优点。
但,它无法用手动指定贴装顺序。
参考
在脱机软件 P-Tool ( 基板编辑器、最优化 ) 进行“吸嘴干扰检查”时,通过勾选“元件组号码自动导入”选择框,可以取得贴装组
号码。
2-5
2
o: 确认传送位置 (YSM40)
设置是否确认传送位置。通常,设置为“启用”。
设置为“启用”时,传入的基板在被固定之前,基准标记识别相机会对第 1 个基准标记进行识别并确认基板的位置。
p: 确认传送位置用判定值 (YSM40)
输入确认传送位置时使用的判定值。可在 0.0 〜 5.0mm 的范围内输入。如果标记的位置超出此处所设置的范围时,会发生错误。
( 此参数,只在将“o:确认传送位置”设置为“启用”时才有效。)
q: 确认传送位置的详细设置 (YSM40)
没有基准标记等时,设置此参数。通常,设置为“禁用”。
( 此参数,只在将“o:确认传送位置”设置为“启用”时才有效。)
r: 确认传送位置用标记 (YSM40)
输入想要使用的标记号码。可以输入的值为 0 〜 128。
想要在确认传送位置时使用的标记,必须通过标记调整确认识别状态之后再登录在标记信息中才可以使用。
( 此参数,只在将“q:确认传送位置的详细设置”设置为“启用”时才有效。)
s: 确认传送位置用标记的坐标 X(mm)(YSM40)
输入确认传送位置用标记的 X 坐标。
( 此参数,只在将“q:确认传送位置的详细设置”设置为“启用”时才有效。)
t: 确认传送位置用标记的坐标 Y(mm)(YSM40)
输入确认传送位置用标记的 Y 坐标。
( 此参数,只在将“q:传送位置的详细设置”设置为“启用”时才有效。)
u. 传送轨的传送方法
可以按基板程序分别设置传送轨的传送方法。
一般,从“按机器设置”、“标准”、“高速”中选择。YSM40 时,从“按机器设置”、“单件”、“准同时”中选择。
‧
按机器设置
按照预先在机器设置 (Vmspec) 中设置的传送方法传送。
‧
标 准
基板的贴装完成后,解除基板的固定状态,并开始将该基板向出口传送。当 WorkOut 传感器感应到该基板已通过的同时,
将待机位置的基板传入贴装位置。
‧
单件 (YSM40)
基板的贴装完成后,解除基板的固定状态,并开始将该基板向下 1 传送台或下游机传送。该基板的传送完成后,再将下 1
张基板传入贴装位置。
‧
高 速
基板的贴装完成后,解除基板的固定状态,并开始将该基板向出口传送。当 WorkOut 传感器感应到该基板的同时,将待机
位置的基板传入贴装位置。之后,当 WorkOut 传感器感应到该贴装完的基板已通过的同时,主挡板开始上升。
‧
准同时 (YSM40)
基板的贴装完成后,解除基板的固定状态,并开始将该基板向下 1 传送台或下游机传送。机器自动计算该基板与下 1 张基
板之间的距离,当判断为可传入下 1 张基板时,才将下 1 张基板传入贴装位置。
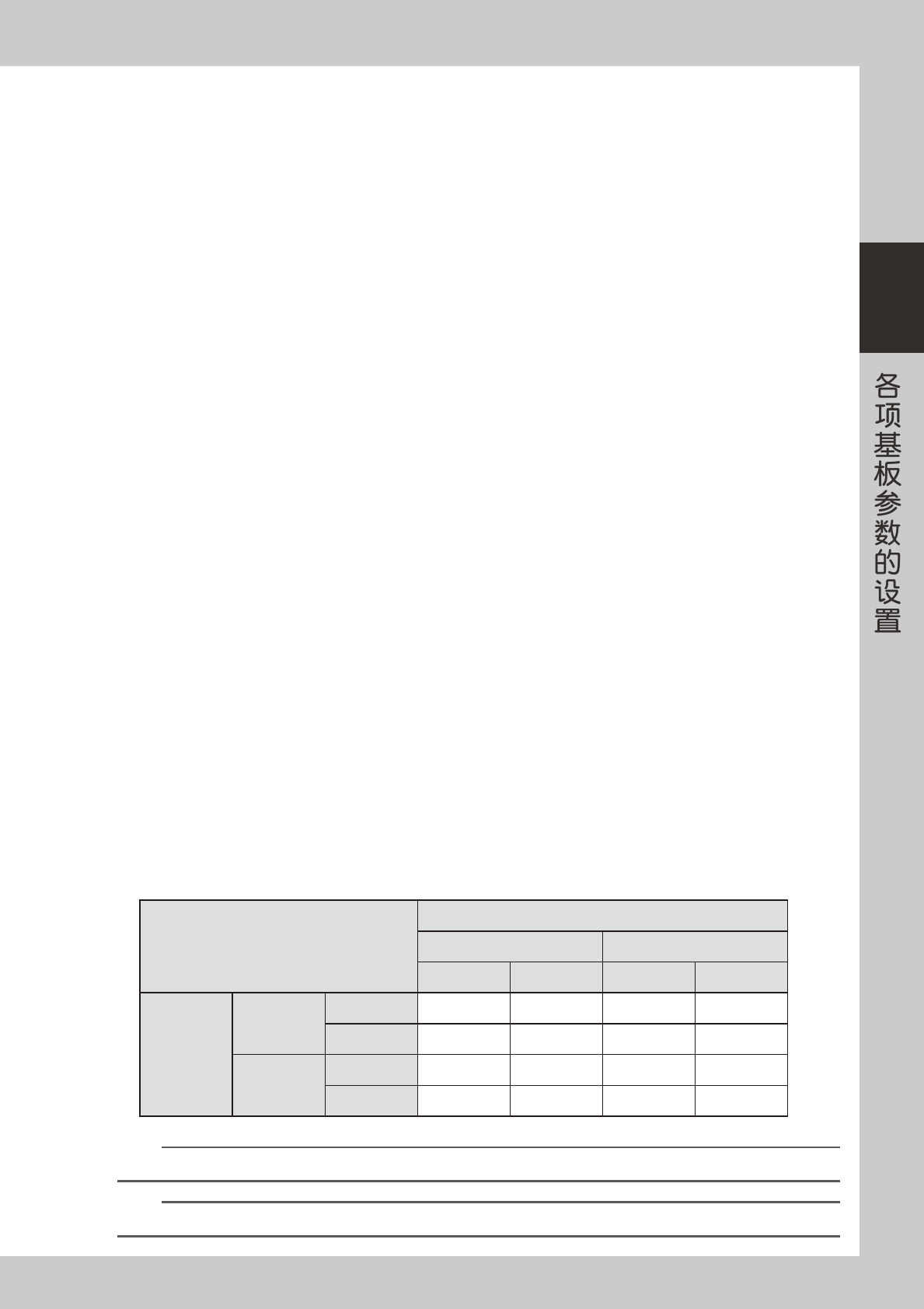
双轨机型时,无法在各条轨道使用不同的传送方法。如果各条轨道的“传送轨的传送方法”参数的设置不一致时,设定值会
以红色显示。双轨机型的传送方法,请参照下表。
轨道 2
基板参数 机器设置
标准 / 单件 高速 / 准同时 标准 / 单件 高速 / 准同时
轨道 1
基板参数
标准 / 单件 标准 / 单件 标准 / 单件 标准 / 单件 标准 / 单件
高速 / 准同时 标准 / 单件 高速 / 准同时 标准 / 单件 高速 / 准同时
机器设置
标准 / 单件 标准 / 单件 标准 / 单件 标准 / 单件 -
高速 / 准同时 标准 / 单件 高速 / 准同时 - 高速 / 准同时
n
要点
双轨机型中,如果各条轨道的“传送轨的传送方法”设置不一致时,为了安全,会自动按“标准 / 单件”进行传送。
参考
[ 装置 ] -“传送装置”画面的“传送方法”或“传送类型”,无论基板参数的设置如何,都按照机器设置中所设置的传送方法显示。
2-6
2
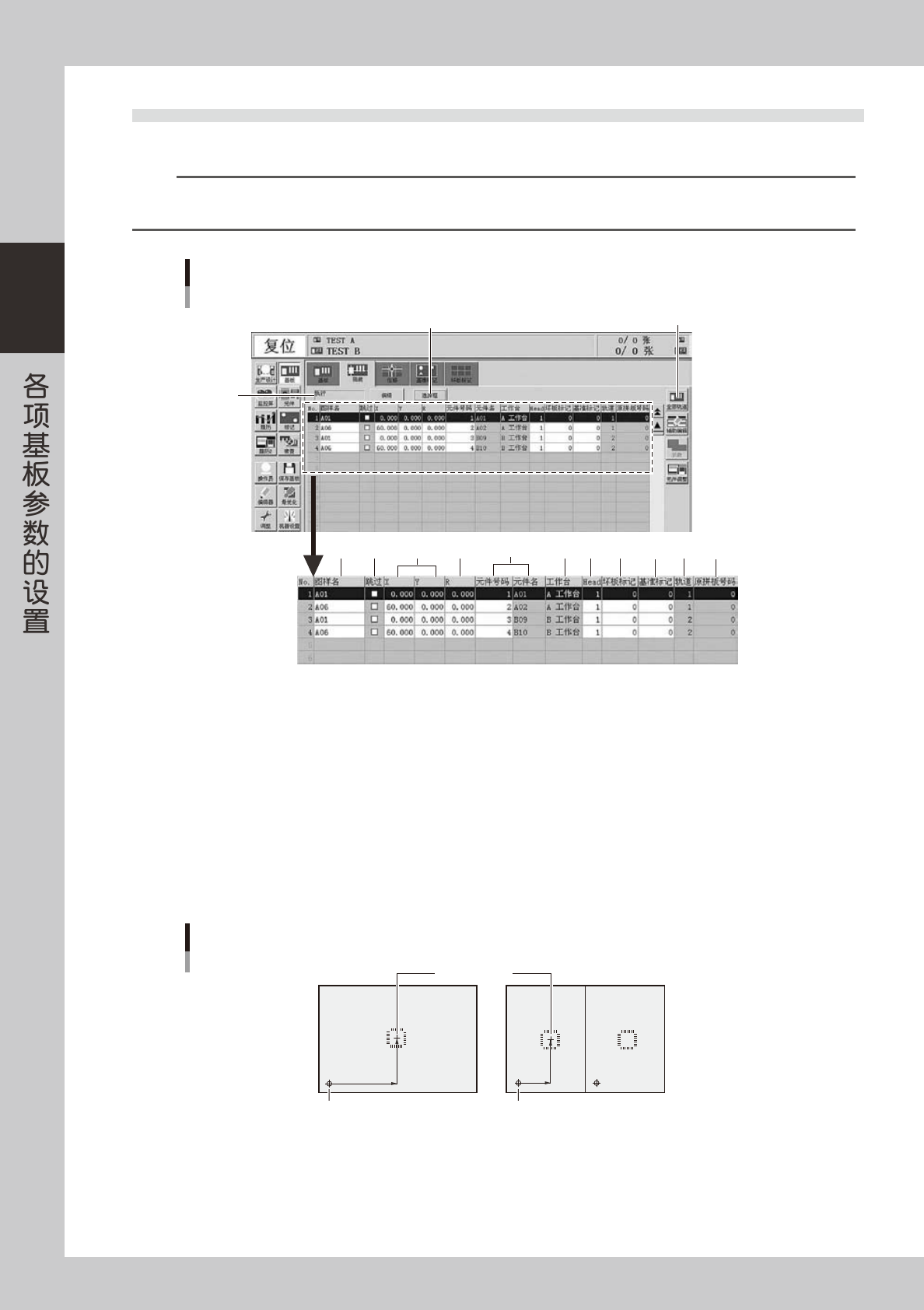
1.2 贴装参数
贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。
n
要点
合并基板程序时,必须按轨道切换按钮切换至想要操作的轨道后再进行设置。
切换至 [ 全部轨道 ] 时,不能添加图样名。
1
32 4 5 7 8 9 126
贴装参数画面
双轨:以合并基板程序为例
10 11
轨道切换按钮
13
26202-P2-30
1. 执行 / 跳过
该设置显示是否对基板贴装元件。想要更改时,按 [ 编辑 ] 按钮。设置为“跳过”时,将不贴装元件,只进行传板运行。
2. 图样名
输入印刷在基板上的电路名 ( 例如 R23、U12 等 )。
3. 跳过
不想贴装的数据,选中其选择框。
4. X、Y
如果是 1 张整块基板,输入从基板原点至贴装中心位置的坐标数据 ; 如果是拼板基板,输入从基准拼板至贴装中心位置的坐
标数据。如果示教输入,参考下图。
贴装中心位置
基板原点和贴装中心位置
基板原点
拼板原点No.1
第1拼板 第2拼板
25204-P2-00