CPP2141600_YSProg_C.pdf - 第55页
2-6 2 1.2 贴装参数 贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。 n 要点 合并基板程序时,必须按轨道切换按钮切换至想要操作的轨道后再进行设置。 切换至 [ 全部轨道 ] 时,不能添加图样名。 1 3 2 4 5 7 8 9 12 6 贴装参数画面 双轨:以合并基板程序为例 10 11 轨道切换按钮 13 26202-P2-30 1. 执行 / 跳过 该设置显示是否对基板贴装元件。想要更改时,按 [ 编辑 ] 按钮…
2-5
2
o: 确认传送位置 (YSM40)
设置是否确认传送位置。通常,设置为“启用”。
设置为“启用”时,传入的基板在被固定之前,基准标记识别相机会对第 1 个基准标记进行识别并确认基板的位置。
p: 确认传送位置用判定值 (YSM40)
输入确认传送位置时使用的判定值。可在 0.0 〜 5.0mm 的范围内输入。如果标记的位置超出此处所设置的范围时,会发生错误。
( 此参数,只在将“o:确认传送位置”设置为“启用”时才有效。)
q: 确认传送位置的详细设置 (YSM40)
没有基准标记等时,设置此参数。通常,设置为“禁用”。
( 此参数,只在将“o:确认传送位置”设置为“启用”时才有效。)
r: 确认传送位置用标记 (YSM40)
输入想要使用的标记号码。可以输入的值为 0 〜 128。
想要在确认传送位置时使用的标记,必须通过标记调整确认识别状态之后再登录在标记信息中才可以使用。
( 此参数,只在将“q:确认传送位置的详细设置”设置为“启用”时才有效。)
s: 确认传送位置用标记的坐标 X(mm)(YSM40)
输入确认传送位置用标记的 X 坐标。
( 此参数,只在将“q:确认传送位置的详细设置”设置为“启用”时才有效。)
t: 确认传送位置用标记的坐标 Y(mm)(YSM40)
输入确认传送位置用标记的 Y 坐标。
( 此参数,只在将“q:传送位置的详细设置”设置为“启用”时才有效。)
u. 传送轨的传送方法
可以按基板程序分别设置传送轨的传送方法。
一般,从“按机器设置”、“标准”、“高速”中选择。YSM40 时,从“按机器设置”、“单件”、“准同时”中选择。
‧
按机器设置
按照预先在机器设置 (Vmspec) 中设置的传送方法传送。
‧
标 准
基板的贴装完成后,解除基板的固定状态,并开始将该基板向出口传送。当 WorkOut 传感器感应到该基板已通过的同时,
将待机位置的基板传入贴装位置。
‧
单件 (YSM40)
基板的贴装完成后,解除基板的固定状态,并开始将该基板向下 1 传送台或下游机传送。该基板的传送完成后,再将下 1
张基板传入贴装位置。
‧
高 速
基板的贴装完成后,解除基板的固定状态,并开始将该基板向出口传送。当 WorkOut 传感器感应到该基板的同时,将待机
位置的基板传入贴装位置。之后,当 WorkOut 传感器感应到该贴装完的基板已通过的同时,主挡板开始上升。
‧
准同时 (YSM40)
基板的贴装完成后,解除基板的固定状态,并开始将该基板向下 1 传送台或下游机传送。机器自动计算该基板与下 1 张基
板之间的距离,当判断为可传入下 1 张基板时,才将下 1 张基板传入贴装位置。
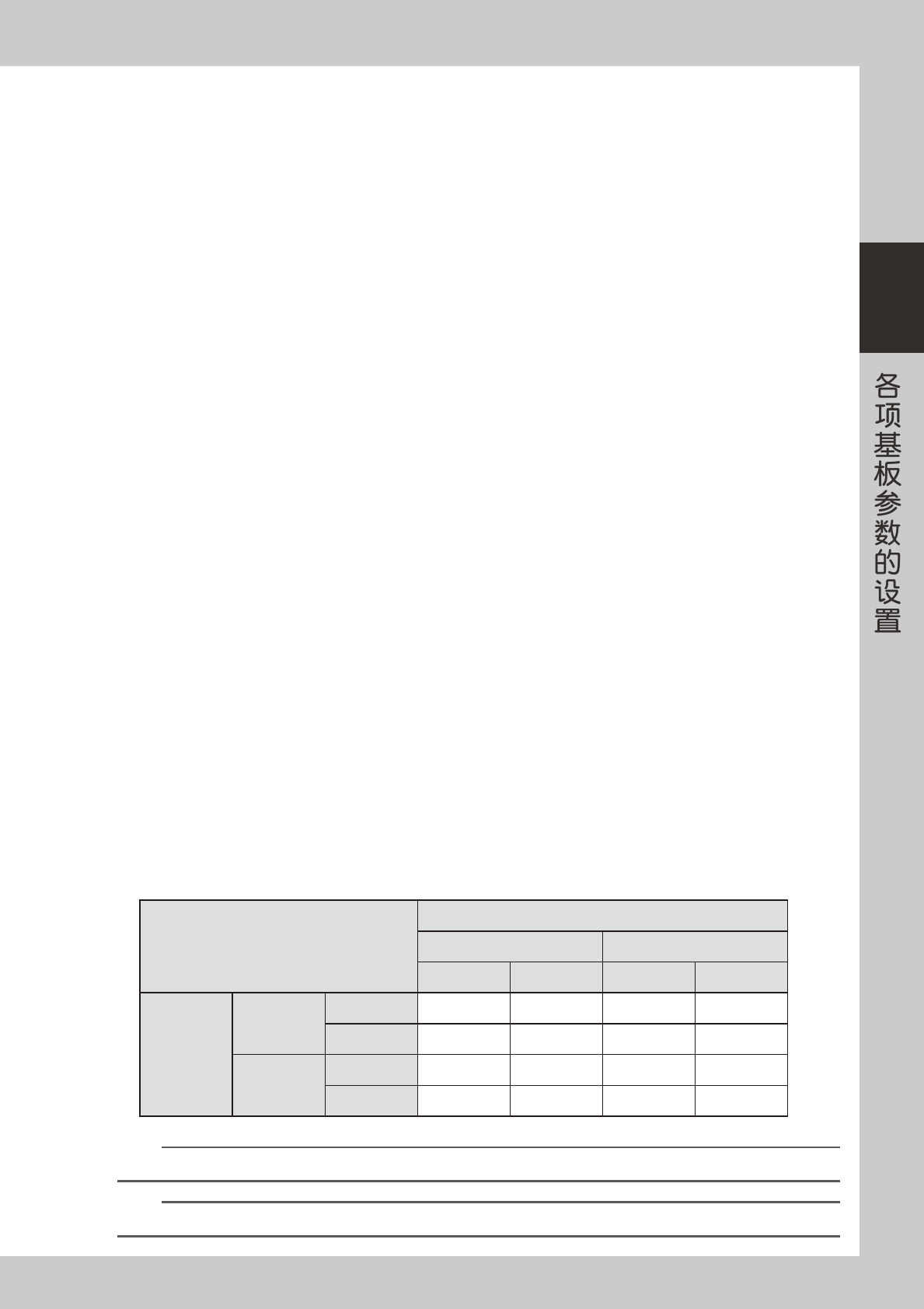
双轨机型时,无法在各条轨道使用不同的传送方法。如果各条轨道的“传送轨的传送方法”参数的设置不一致时,设定值会
以红色显示。双轨机型的传送方法,请参照下表。
轨道 2
基板参数 机器设置
标准 / 单件 高速 / 准同时 标准 / 单件 高速 / 准同时
轨道 1
基板参数
标准 / 单件 标准 / 单件 标准 / 单件 标准 / 单件 标准 / 单件
高速 / 准同时 标准 / 单件 高速 / 准同时 标准 / 单件 高速 / 准同时
机器设置
标准 / 单件 标准 / 单件 标准 / 单件 标准 / 单件 -
高速 / 准同时 标准 / 单件 高速 / 准同时 - 高速 / 准同时
n
要点
双轨机型中,如果各条轨道的“传送轨的传送方法”设置不一致时,为了安全,会自动按“标准 / 单件”进行传送。
参考
[ 装置 ] -“传送装置”画面的“传送方法”或“传送类型”,无论基板参数的设置如何,都按照机器设置中所设置的传送方法显示。
2-6
2
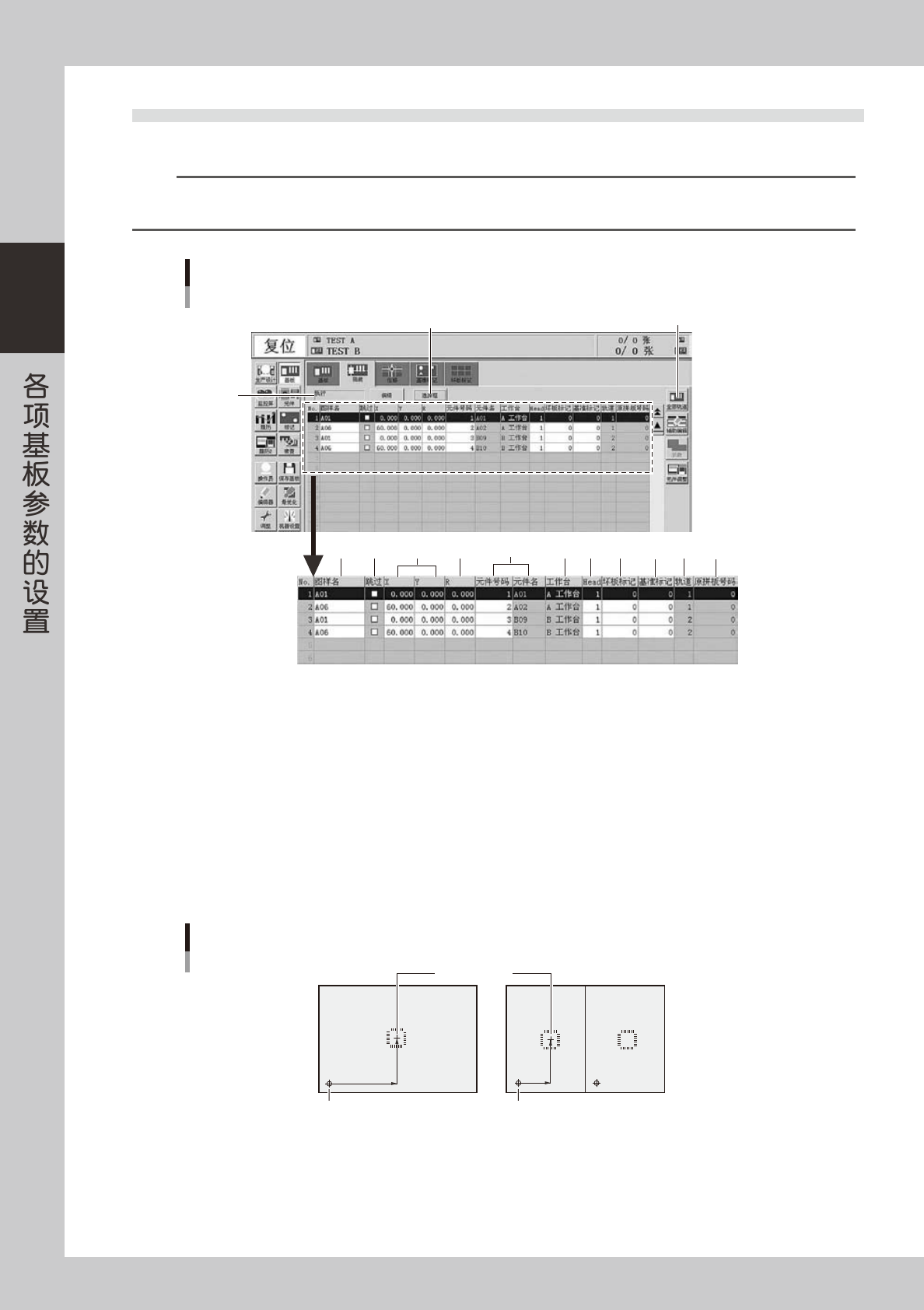
1.2 贴装参数
贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。
n
要点
合并基板程序时,必须按轨道切换按钮切换至想要操作的轨道后再进行设置。
切换至 [ 全部轨道 ] 时,不能添加图样名。
1
32 4 5 7 8 9 126
贴装参数画面
双轨:以合并基板程序为例
10 11
轨道切换按钮
13
26202-P2-30
1. 执行 / 跳过
该设置显示是否对基板贴装元件。想要更改时,按 [ 编辑 ] 按钮。设置为“跳过”时,将不贴装元件,只进行传板运行。
2. 图样名
输入印刷在基板上的电路名 ( 例如 R23、U12 等 )。
3. 跳过
不想贴装的数据,选中其选择框。
4. X、Y
如果是 1 张整块基板,输入从基板原点至贴装中心位置的坐标数据 ; 如果是拼板基板,输入从基准拼板至贴装中心位置的坐
标数据。如果示教输入,参考下图。
贴装中心位置
基板原点和贴装中心位置
基板原点
拼板原点No.1
第1拼板 第2拼板
25204-P2-00
2-7
2
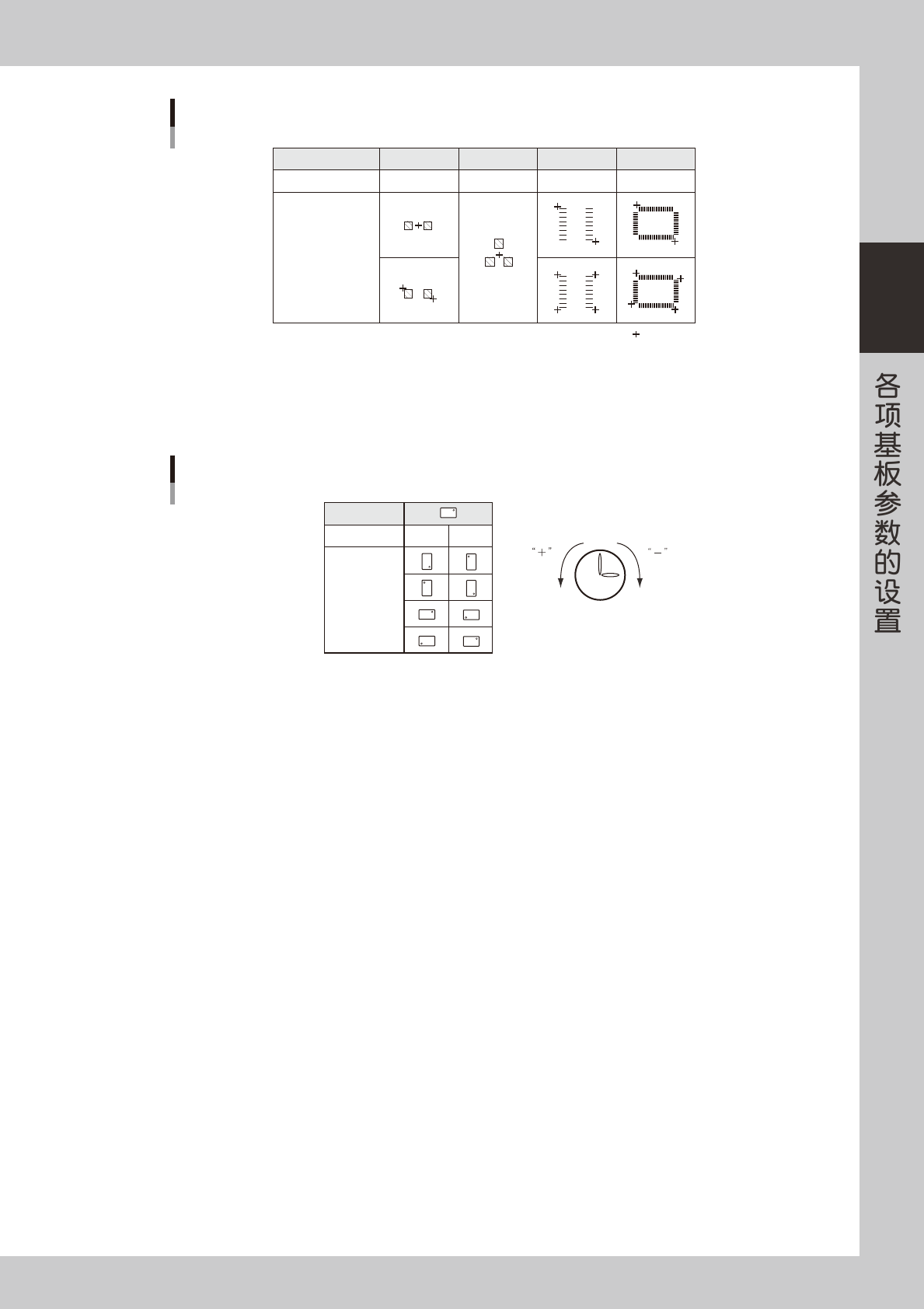
元件种类
示教方法
示教位置
不同元件的示教方法
芯片元件
单点或2点
晶体管
单点
SOP
2点或4点
QFP
2点或4点
:示教点
25205-P2-00
5. R 数据
输入元件贴装角度。吸附角度 ( 元件参数 ) 为 0 度时,根据元件包装外形输入旋转角度。吸附角度为 90 度或 -90 度时,参照
下表输入。下表为俯视图,逆时针方向旋转为“+”,顺时针方向旋转为“-”。
元件包装外形
吸附角度 90° -90°
贴装角度 0゚
180゚
90゚
-90゚
时钟
贴装角度
25206-P2-00
6. 元件号码、元件名
输入贴装元件的元件号码 ( 元件信息的数据 No.)。只要输入了元件号码,与之相对应的元件名便会自动输入。
7. 工作台 ( 仅限 YS24、YS24X、YSM40 显示 )
显示贴装工作台。
8. Head
输入贴装时使用的贴装头号码。
9. 坏板标记
输入此贴装数据使用的局部坏板标记的号码。此功能只有在“坏板标记”选项卡画面将“局部”设置为“使用”时,才有效。
如果不使用此功能,输入 0。
10. 基准标记
输入此贴装数据使用的点、局部、4 点基准的号码。此功能只有在“基准标记”选项卡画面将“局部”设置为“使用”时,
才有效。如果不使用此功能,输入 0。
11. 轨道 ( 仅限 YS24、YS24X、YSM40 显示 )
在双轨贴片机中,使用两条轨道进行生产时,显示贴装此数据的轨道号码。
12. 原拼板号码
进行了拼板扩展 ( 有参考数据 ) 时,被扩展的各个拼板会自动被分配拼板号码,此栏显示该号码。有关拼板扩展 ( 有参考数据 ),
请参照第 5 章“3.3.1拼板位移的扩展”。
13. [ 选择框 ] 按钮
可以编辑跳过栏的选择框。通常,跳过项目呈灰色,点击 [ 选择框 ] 按钮,即可编辑。