CPP2141600_YSProg_C.pdf - 第201页
4-38 4 ■ 吸嘴 设置吸嘴 26443-P2-00 由最优化分别设置各贴装头、各工作台 (YS24、YS24X、YSM40) 将要使用的吸嘴。从下拉框中选择决定 吸嘴的方法。 ‧ 自动决定 由最优化决定各贴装头使用的吸嘴。 ‧ 手动编辑 选择此项目,可手动设置各贴装头使用的吸嘴。 从下拉框中选择吸嘴类型。选择“自动”时由最优化决定吸嘴。 ‧ 按 ID 设置 在机器设置画面中设置为“手动更换吸嘴”的贴装头的吸嘴,继续使用前次最优化…
4-37
4
各机型贴片机的送料器架编号,如下图所示。
设置送料器架时的送料器架编号
右→左、左→右传送基板通用
送料器架1
送料器架1
送料器架2
送料器架4 送料器架3
送料器架2
前后60连固定 (YS12、Y2S4)
背面
正面
背面
正面
前后24连 (YS12、YS88、YS100、YS24、YS24X)
送料器架1 送料器架2
送料器架3 sATS
背面
正面
前后24连+sATS (YS88、YS100)
送料器架1
送料器架2送料器架1
送料器架2送料器架1
ATS15
正面
正面
正面
背面
前60连固定 (YS12P)
前24连 (YS12F)
前24连+ATS15 (YS12F)
前24连 / 后14连+sATSII (YS24X) 前24连固定+后60连固定 (YS24、YS24X)
送料器架1 送料器架2
送料器架1 送料器架2
送料器架3
送料器架3
sATSII
背面
正面
背面
正面
送料器架1 送料器架2
ATS15
背面
正面
前14连固定+ATS15 (YC8)
正面
前14连固定 (YC8)
送料器架1 送料器架2
送料器架1
送料器架2
背面
正面
前后46连 (YSM40)
送料器架1
送料器架2
背面
正面
送料器架1
送料器架1
送料器架2
送料器架2
背面
正面
背面
正面
前12连+C-ATS、后46连 (YSM40)
前12连+C-ATS、后12连+C-ATS (YSM40)
C-ATS
C-ATS
前46连 / 后12连+C-ATS (YSM40)
C-ATS
C-ATS
25411-P2-70
4-38
4
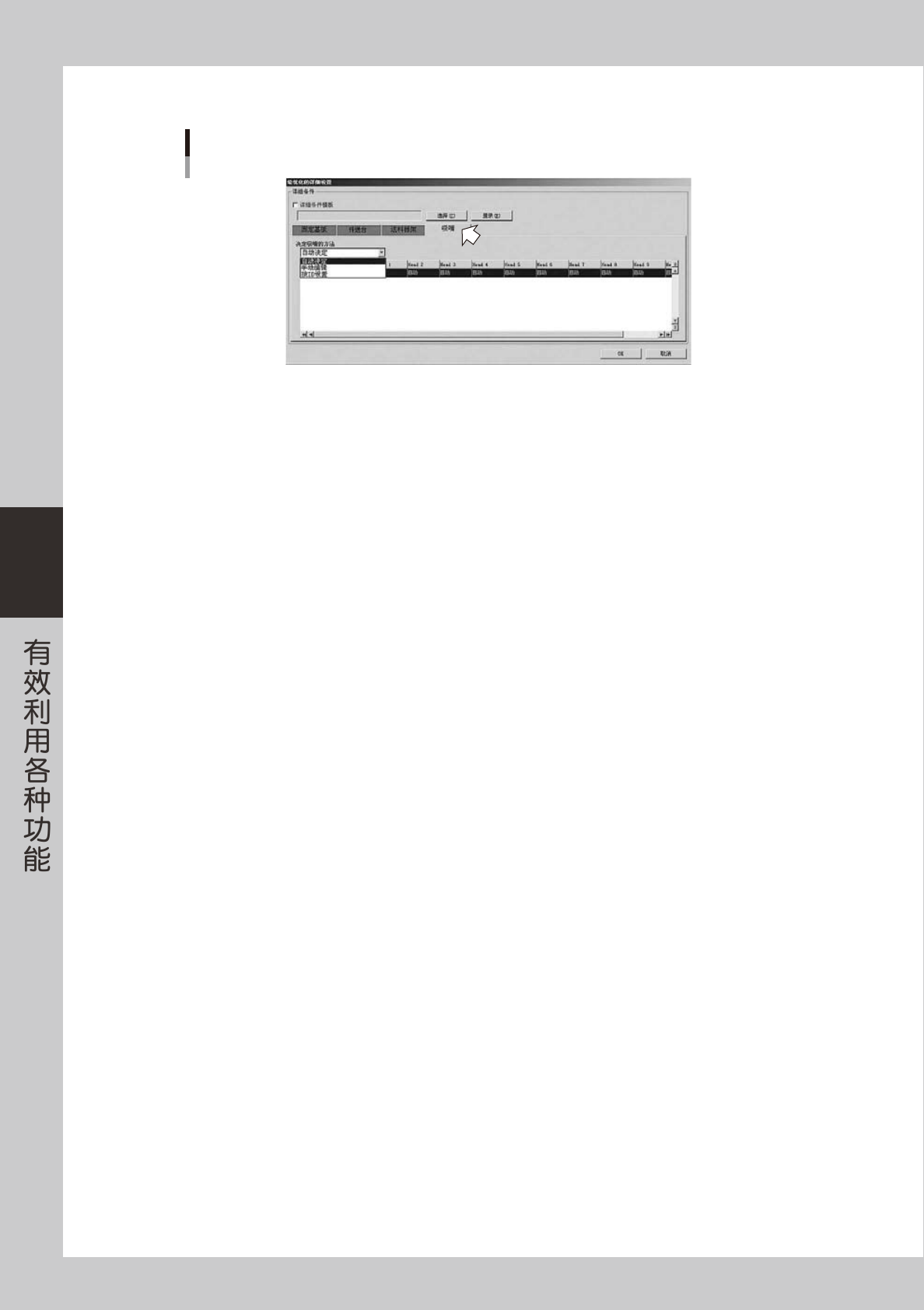
■ 吸嘴
设置吸嘴
26443-P2-00
由最优化分别设置各贴装头、各工作台 (YS24、YS24X、YSM40) 将要使用的吸嘴。从下拉框中选择决定
吸嘴的方法。
‧
自动决定
由最优化决定各贴装头使用的吸嘴。
‧
手动编辑
选择此项目,可手动设置各贴装头使用的吸嘴。
从下拉框中选择吸嘴类型。选择“自动”时由最优化决定吸嘴。
‧
按 ID 设置
在机器设置画面中设置为“手动更换吸嘴”的贴装头的吸嘴,继续使用前次最优化决定的吸嘴。
4-39
4
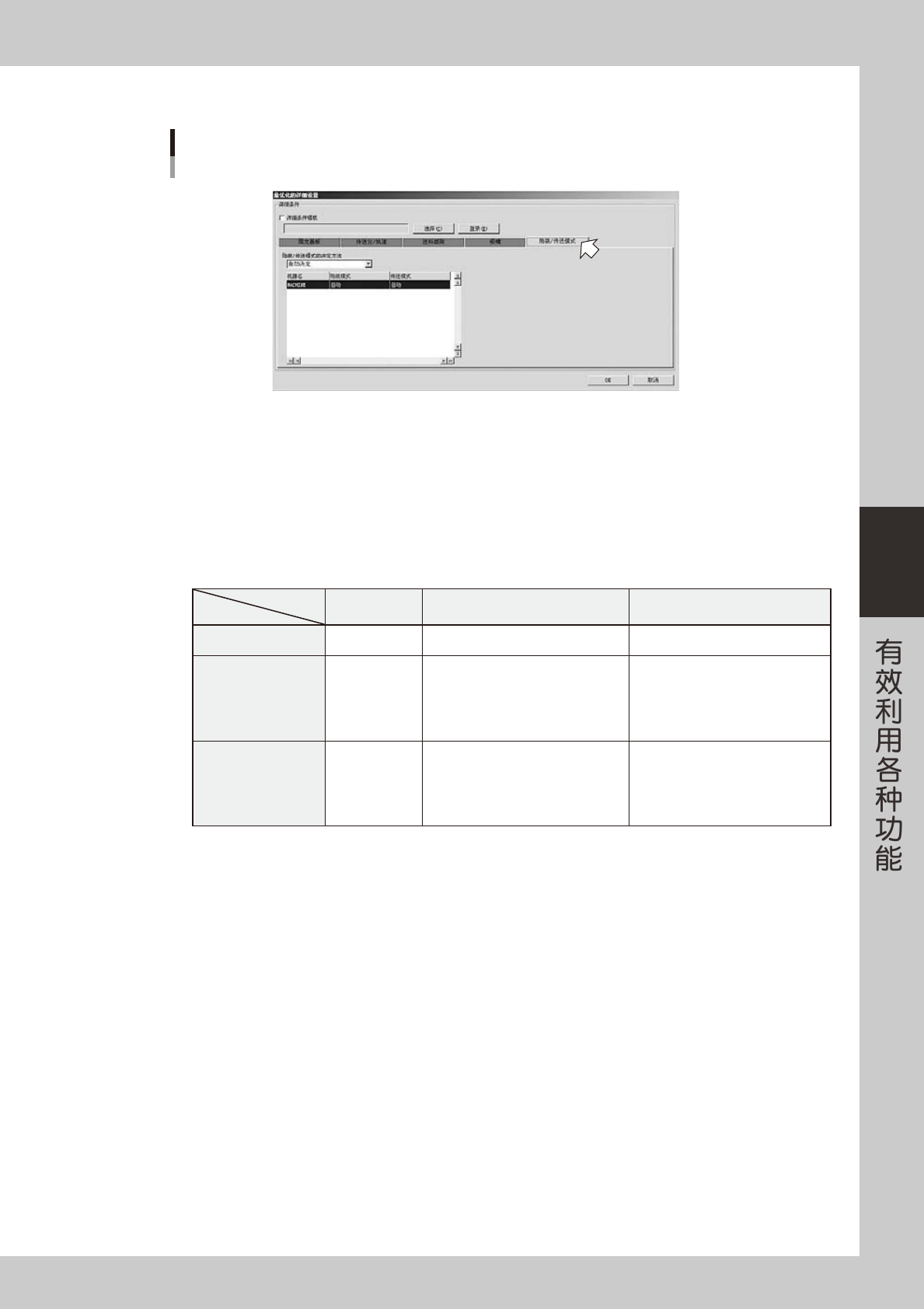
■ 贴装 / 传送模式 ( 仅限双轨贴片机 )
设置贴装/传送模式
双轨贴片机
26451-P2-10
设置双轨贴片机中使用两条轨道进行生产时的贴装 / 传送模式。
‧
自动决定
由最优化决定贴装 / 传送模式
‧
手动编辑
选择此项时,下部的“贴装模式”、“传送模式”栏会被激活,可以给各台贴片机分别用手动方式设置
贴装 / 传送模式。
各项设置与贴片机的动作关系,如下表所示。
贴装模式
传送模式
自动 两轨并行贴装 两轨交替贴装
自动 由最优化决定。 --- ---
异步传送 ---
前侧贴装头只贴装前侧轨道的基板,
后侧贴装头只贴装后侧轨道的基板。
依次交替贴装前侧轨道和后侧轨道的
基板。想要降低传送时间的损耗时设
置 ( 其中 1 条轨道在贴装的同时另 1
条轨道可以传入基板,所以可以降低
传送时间的损耗 )。
同步传送 ---
使两条轨道开始和结束贴装的时机同
步。如果 1 条轨道的贴装头先完成了
贴装时,会帮助另 1 条未完成贴装的
贴装头贴装,从而可以使完成生产的
时间提前。
无法使用
*
1
*
1
“贴装模式”为“两轨交替贴装”时,只能进行异步传送。
‧
按基板程序的设置决定
以前次最优化时决定的贴装方法进行最优化。