N7201A394C.pdf - 第203页
NPM-DGS 2D 检查编辑器 5.2 检查体系 EJS9AC-MB-05R-04 Page 5-13 5.2.6 焊料检查 所谓的焊料检查, 是指判定 焊料的印刷面积、 焊料的印 刷位置、 印刷形状是否正常 , 以及在相邻焊 料间是否存在桥接等的检查。 1. 充填、渗透判定 将焊料数据的面积 (s1) 设定值和焊料面积 (s2) 测量值之间的差 ( 面板率 ) 与各阈值相比较。面积 (s1) 的设定值,是由 GERBER 转换器自动…
NPM-DGS
2D
检查编辑器
5.2
检查体系
Page 5-12 EJS9AC-MB-05R-04
5.2.5
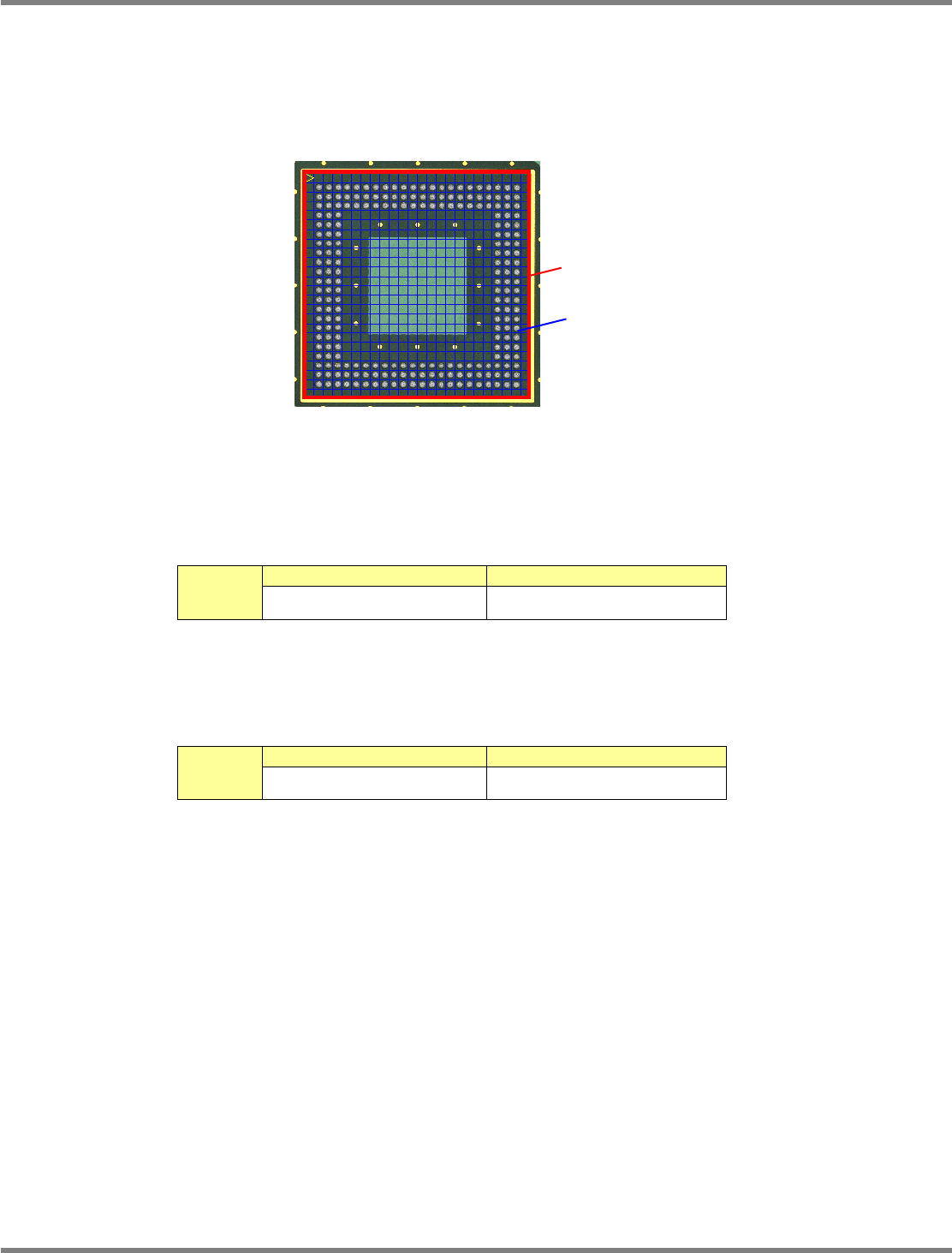
异物检查
异物检查是在贴装元件之前判定是否存在异物
(
芯片飞散
)
的检查项目。
异物检查,通过确认预先登录在检查参数中的
BOX(
矩形
)
内的颜色来判定异物的存在。对
BOX
内的每个
分割格子进行颜色确认。
1.
有下述两种抽出
BOX
内的颜色的方法。判定方式也由基准颜色来决定。
1)
通过基板颜色来判定有无异物的方法
;
这是在检查参数的
“
算法代码
”
中选择了
“
基板颜色
”
之际的动作。
对每个格子执行判定。
判定
OK NG
基板面积
<
阈值
基板面积
≧
阈值
2)
通过异物的颜色来判定有无异物的方法。
这是在检查参数的
“
算法代码
”
中选择了
“
异物颜色
”
之际的动作。
在格子内,如果
“
异物的颜色
”
比
“
阈值大
”
,即判定为
“NG”
。
判定
OK NG
异物面积
>
阈值
异物面积
≦
阈值
BOX
格
子
NPM-DGS
2D
检查编辑器
5.2
检查体系
EJS9AC-MB-05R-04 Page 5-13
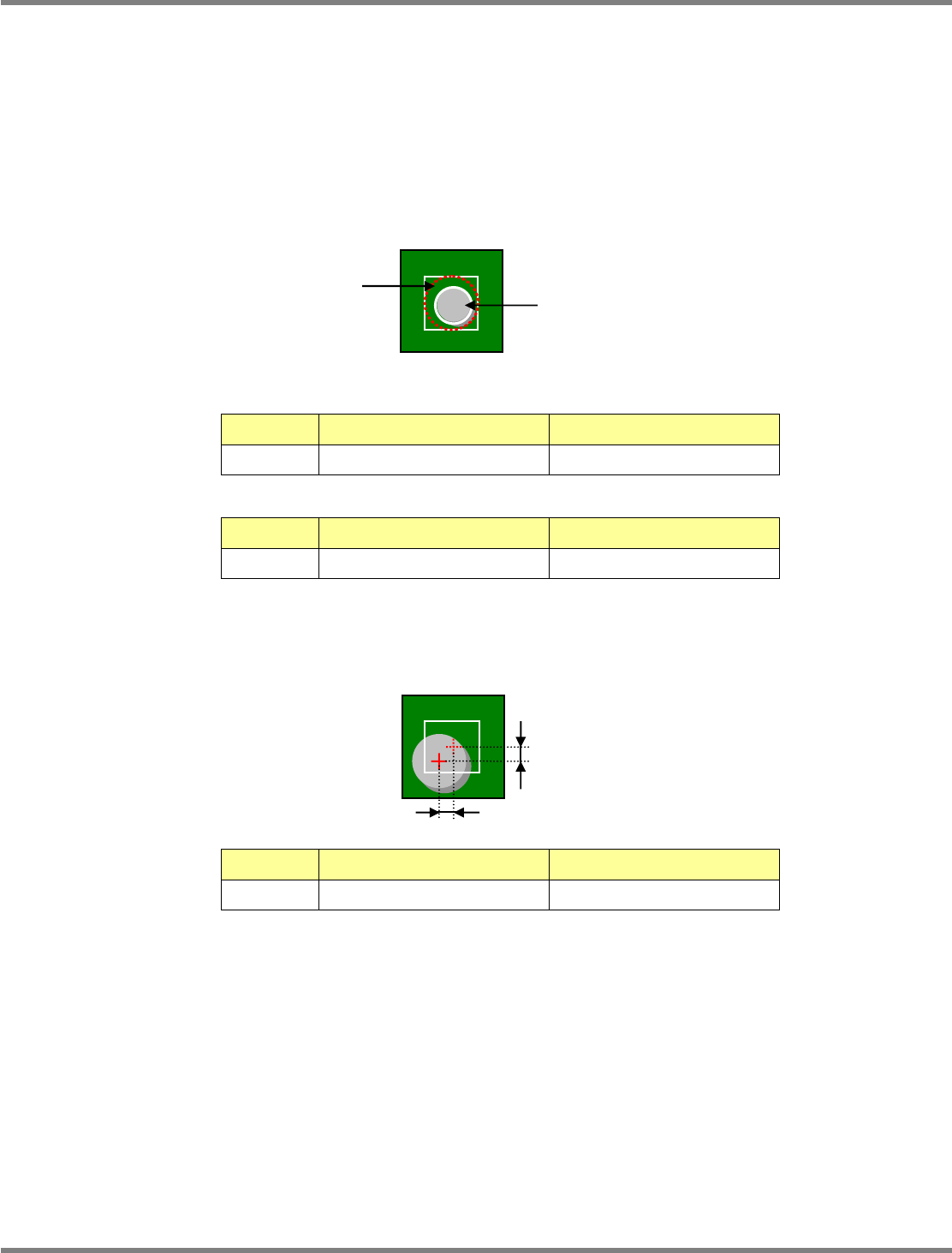
5.2.6
焊料检查
所谓的焊料检查,是指判定焊料的印刷面积、焊料的印刷位置、印刷形状是否正常,以及在相邻焊
料间是否存在桥接等的检查。
1.
充填、渗透判定
将焊料数据的面积
(s1)
设定值和焊料面积
(s2)
测量值之间的差
(
面板率
)
与各阈值相比较。面积
(s1)
的设定值,是由
GERBER
转换器自动设定的设计值。
面积率
: s2 ÷ s1 × 100 (%)
填充判定
判定
OK NG
状态 面积率
>
阈值
面积率 ≦ 阈值
渗透判定
判定
OK NG
状态 面积率
<
阈值
面积率 ≧ 阈值
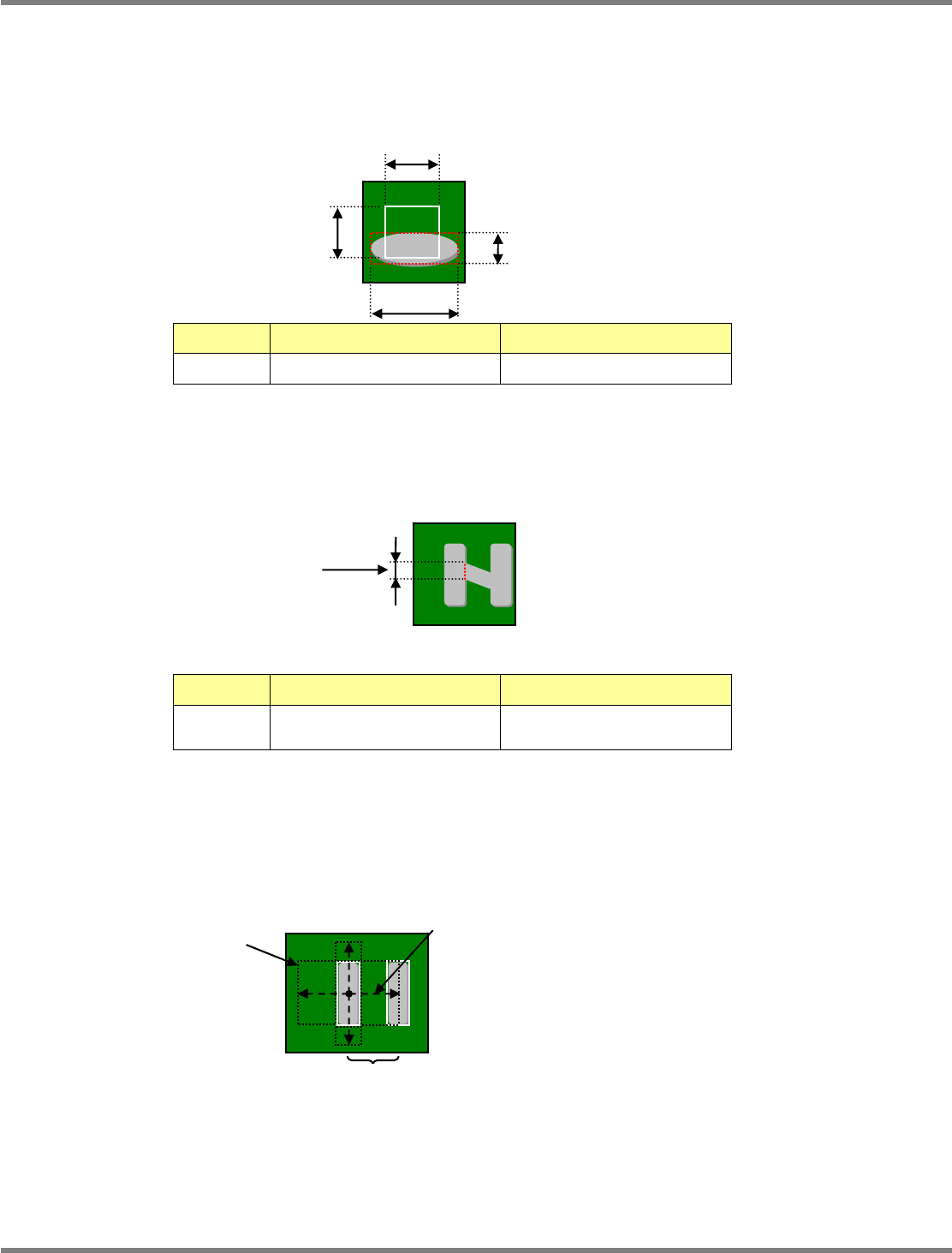
2.
偏移判定
将焊料数据的焊料重心位置和焊料重心测量结果的差
(
下图
dx
、
dy)
与阈值相比较。
判定
OK NG
状态
dx(dy)
<
阈值
dx(dy)
≧
阈值
s2
s1
dx
dy
NPM-DGS
2D
检查编辑器
5.2
检查体系
Page 5-14 EJS9AC-MB-05R-04
3.
异形判定
(
四方形尺寸
)
以焊料数据的长
L
、宽
W
、焊料测量结果的外接四方形为基础,将
算式
:
|
(
长
L
-
l )
|
× 100 ÷
长
L
和
算式
:
|
(
宽
W
-
w)
|
× 100 ÷
宽
W
所算出值的最大值与阈值相比较。
判定
OK NG
状态 算出值
<
阈值
算出值
≧
阈值
4.
桥接判定
将焊料数据的容许桥接长度和桥接长度的测量结果相比较。
判定
OK NG
状态
桥接测量长度
< 容许桥接长度
桥接测量长度
≧ 容许桥接长度
在桥接检查下,设定从焊料数据端面起上下左右方向的计测区域。计测区域的尺寸为从焊料数据的
中心起向上下左右扩张桥接区域宽度的范围。当桥接区域框度比焊料数据尺寸小时,不能在这个方
向上设定计测区域。桥接检查用于检测
IC
等引线部分相邻接焊料的桥接不良。在这种情形下,将
桥接宽度设定为至相邻焊料为止的宽度
(
引线间距
)
。
长 L
l
w
宽 W
桥接长度
桥接区域宽度
引线间距宽度
计测区域