JX-350_使用说明书.pdf - 第17页
第 1 部 基本篇 第 1 章 装置概要 1-1 第 1 章 装置概要 1- 1 本装置概要 1-1- 1 前言 JX-3 50 配备了带有 并排 6 个 贴装 轴的激光校准传感 器 ( LNC60 ) , 是提升了贴 装生产效率的 “ O ne B y O ne( 逐一 ) 排列方 式的多轴式贴片 头型贴片机” ,用于 生产照明 机器及液晶 TV 、 PC 显示器等中大型 LCD 背光 源的中型 LED 包装及 L ED 扩散 镜片 …

第 1 部 基本篇
第 1 章 装置概要 ······································· 1-1
第 2 章 生产 ············································· 2-1
第 3 章 维护 ············································· 3-1
第 4 章 制作生产程序 ································· 4-1
第 5 章 数据库 ·········································· 5-1
第 1 部 基本篇 第 1 章 装置概要
1-1
第1章 装置概要
1-1 本装置概要
1-1-1 前言
JX-350 配备了带有并排 6 个贴装轴的激光校准传感器(LNC60),是提升了贴装生产效率的“One By
One(逐一)排列方式的多轴式贴片头型贴片机”,用于生产照明机器及液晶 TV、PC 显示器等中大型
LCD 背光源的中型 LED 包装及 LED 扩散镜片、长尺寸基板等需要进行特殊处理的芯片元件/镜片元
件。
JX-350 除了可选择以往的机械式供料器规格之外,还可选择电动式供料器规格,通过安装 RX/FX/KE
系列共通的电动式供料器,构筑运行稳定的生产线。
通过进一步结合机器和楼生产率的提高支援系统可能的状态取得机客户的一面。
通过创
建一个生产程序过效率来支持降低实施成本的生产质量的提高。
※对于
楼生产率的提高支援系统的功能的详细信息,请确认各系统的功能规格
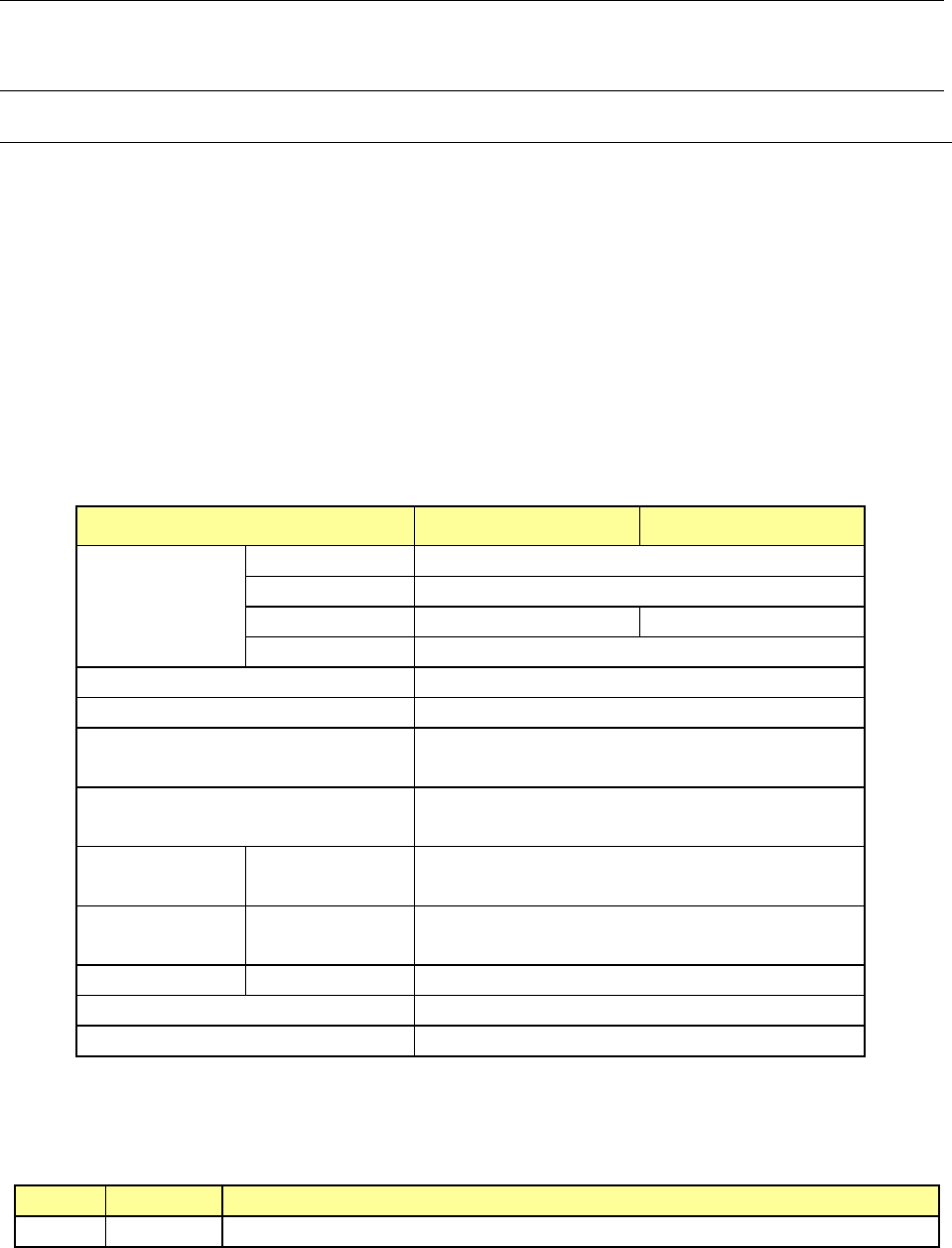
(1) 各机型的特性
1) 基本规格
基板规格 标准 选项
基板尺寸
1
次传送
650×250mm
2 次传送 1,200×250 mm
3 次传送 - 1,500×250 mm
3
缓冲
410×360 mm
传送基准 前面基准
对应语言 日语・英语・中文的实时切换
基板传送高度
900 mm±20 mm
950 mm±20 mm(选项、EN 机为标准装备)
元件高度
SC(6 mm)
NC(12 mm)
元件贴片速度
*注 1 *注 2
芯片元件
(
IPC9850
)
21,000(CPH)
元件尺寸
*注 1
激光识别 0604~□33.5 mm 或对角 47 mm
贴片精度*注 1 激光识别 ±50μm (Cpk≧1)
元件贴装数*注 3 最大 160 个品种(使用 EF08HD 时)
EN
规格
对应
*注 1: 详细规格请参见 1-5 章 对象元件及元件包装。
*注 2: 元件高度:6mm 时。
*注 3:
使用后侧台架选购项时。
2)识别装置、Head
JX-350
说明
LNC60
○
可使用 6 个吸嘴对小型・薄型芯片进行高速贴片。
・LN
C60(Laser Align New Concept) :可使用 6 个吸嘴实现小型、薄型芯片的高速贴片。

第 1 部 基本篇 第 1 章 装置概要
1-2
1-1-2 特长
高精度·高速贴片
① 使用 6 个吸嘴可同时识别的激光校准传感器(LNC60),可高速贴片。
② 各吸嘴轴的上下动作(Z 轴)、旋转动作(θ 轴)采用独立的 AC 伺服马达,实现了不受贴片模式影响的
高速・ 高精度贴装。
③ X 梁架轻量化,缩短了 Y 轴动作的移动时间。
④ Z 轴滚珠丝杠的导程由 6mm 变更为 8mm,提高 Z 轴的速度及加速度。
⑤ 6mm 规格,Head 的安装位置安装在激光校准下面距离 CAL 校准块 9mm 的高度上;12mm 规格,
安装在 15mm 的高度,由此缩短 Z 轴动作的移动距离。
⑥ 贴片机自身具有识别贴片位置偏移、自动校正功能(FCS:Flexible Calibration System),
可保持交货当时的贴片精度。(选购项)
长尺寸基板对应
① 贴片基板尺寸,1 次夹紧对应 650mm×360mm、2 次夹紧对应 1,200mm×360mm、3 次夹紧对应
1,500mm×360mm(选购项)。
② 作为选购项准备了从支撑台向 X 方向加宽、可对应最大 650mm 长度的基板底面的「长尺寸支撑单
元 」。
贴装实效
① 自动交换工具单元(ATC),可同时更换吸嘴。
② IN/OUT 缓冲的传送马达采用步进马达,可独立控制速度。
③ 通过机械式停止挡块对 2 次夹紧、3 次夹紧(选购项)的基板位置定位,缩短多次夹紧时的传送时
间。
④
基板基准标记识别的读入顺序优化,通过缩短识别等待时间实现高速化。
⑤ 吸嘴卡盘部分可拆下,配备选购项螺丝式固定的
螺丝式吸嘴。由此通过 3 个吸嘴×2 次的吸取,可
将 6 个元件同时运送到基板上,缩短贴装时间。
运行率
① 元件用完频率高的托盘元件,作为托盘对应的机型,可使用 MTS(TR5SNX)。
② 使用元件吸取位置自动示教(0603~3216 元件的纸带),可缩短准备时间以及降低吸取错误。
③ 采用同时吸取优先模式,可把同时吸取时散落造成的生产效率下降控制到最低限度。
④ 使用 HMS(选购项),吸取高度的检查·示教简单易行。
残次率低·损失率低
① 使用激光装置一直到贴片瞬间前监视元件的吸取状态,监视元件掉落。
② 利用真空压破坏瞬间的自动校正功能,有效防止贴片瞬间带回元件。
③ 可选择高密度贴片功能(选择吸取位置优先模式时),准确地吸取元件中心,在进行相邻元件贴片
时,避免吸嘴前端与毗邻元件接触。
④ 全
θ
轴采用□15mm 超小型的,配备约 26 万脉冲/圈的高分辨率 AC 伺服马达,提高了贴装精度。
⑤ 采用真空泵,吸取元件时供气的稳定性显著提高。
⑥ 装备了电动带式供料器的吸取位置自动校正功能,提高了吸取位置(Pick Position)的精度,
实现稳定的吸取。
⑦ 元件数据制作过程中的元件测量动作,在测量后会将元件返还到吸取的供料器。