JX-350_使用说明书.pdf - 第536页
第 1 部 基本篇 第 4 章 制作生产程序 4- 194 4-5-4-3 检查 使用速度检查功 能,进行模拟生 产,检查在各 种运行中的 XY θ 偏差值。 注意 为了避免人身伤 害,在机器运行 过程中,切勿 将手和头伸入装 置内部。 4-5-4-3-1 图像识别检查 ※ 不能选择。 4-5-4-3-2 共面性检查 ※ 不能选择。

第 1 部 基本篇 第 4 章 制作生产程序
4-193
1) 状态
a) 跟踪模式
显示在输送方法中设置的「手动」或「自动」。
b) 电路范围
显示实施高度测量的电路的范围。
c) 贴片点范围
显示实施高度测量的贴片点的范围。
d) 跟踪状态
「动作中」表示轴正在移动中。「暂停」表示在自动输送中的暂停。「停止」表示手动输送或
根据需要处于停止状态。
「轴待避中」表示轴正在移动到安全位置。「标记识别中」表示正在识别 IC 标记。
e) 停止剩余时间
用进度条显示自动输送中的暂停剩余时间。
2) 贴片位置
a) 电路号
测量中的电路/电路总数
b) 贴片角度
测量中的元件贴片角度
c) 步骤数
测量中的贴片数据号
d) 贴片 ID
测量中的贴片 ID
e) 元件名
测量中的元件名
3) 贴片坐标设置
显示测量基板面高度的贴片点的贴片坐标。
4) 照明设置
对显示贴片点时使用的 OCC 照明进行选择。
5) 全体跟踪位置
对测量位置进行逐个推进。
在停止状态中,通过自由地移动滑动条,可向前返回,或前进到下一个。
第 1 部 基本篇 第 4 章 制作生产程序
4-194
4-5-4-3 检查
使用速度检查功能,进行模拟生产,检查在各种运行中的 XYθ 偏差值。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
4-5-4-3-1 图像识别检查
※ 不能选择。
4-5-4-3-2 共面性检查
※ 不能选择。
第 1 部 基本篇 第 4 章 制作生产程序
4-195
4-5-4-3-3 确认速度
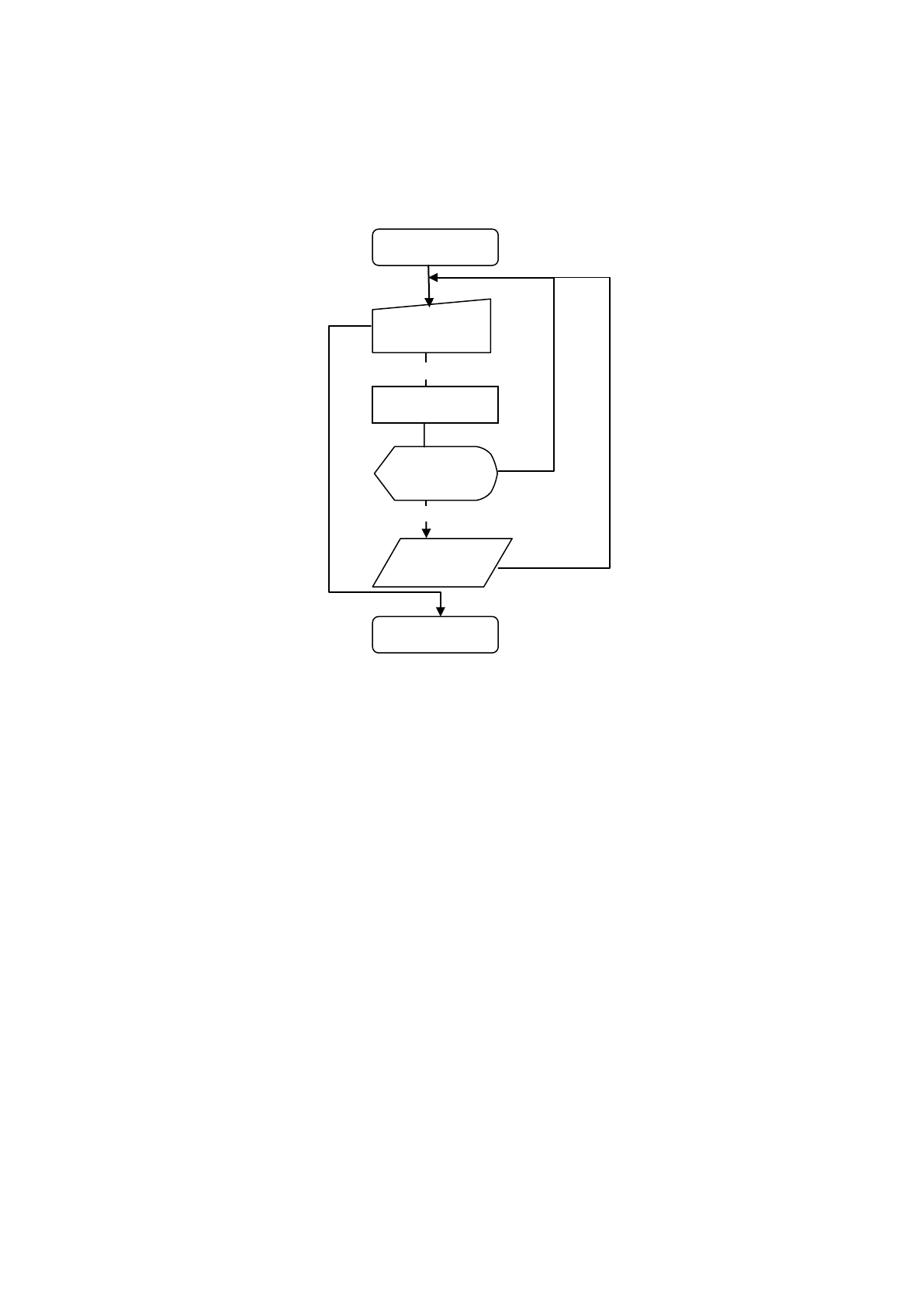
通过模拟动作对元件的吸取、识别、贴装时的 XYθ 偏移值进行检查,以判断生产程序的速度是否适
宜。确认速度功能流程概要,请见下图。
(1) 确认速度的操作方法
确认速度操作概要
• 从菜单中选择 [确认速度] ,显示[确认速度] 画面。
• 在[确认速度] 画面上设置检查内容。
• 选择[检查]([F10] 键)按钮,开始执行检查,检查结束后显示检查结果。
• 在检查结果画面上选择 [确定]([F9] 键)时:将该检查结果输入到元件数据里,并返回
确认速度画面。
• 在检查结果画面上选择 [取消] (ESC 键)时:不输入检查结果,返回[确认速度]画面。
• 在确认速度画面上,可以用[前代替元件]([F5]键 )、 [后代替元件]([F6]键)向替代元件
移动。
确认速度开始
设定条件
(对话框)
确认速度检查
将结果存入
生产程序
显示结果
(对话框)
结束
开始检查
确定
取消