JX-350_使用说明书.pdf - 第427页
第 1 部 基本篇 第 4 章 制作生产程序 4- 85 ※ 检查、检查 2 选项卡的数据,根 据元件类型等的 设置状况,其 输入会有限制。 元件类型 芯片 站立 异类元 件判定 SOT 方向 吸取位 置偏移 测量贴片基 板面高度 检查贴片后 元件高度 方形芯片 ○ ○ × ○ ○ ○ 方形芯片 (LED) ○ ○ × ○ ○ ○ 圆筒形芯片 ○ ○ × ○ ○ ○ 铝电解电容 ○ ○ × ○ ○ ○ SOT ○ ○ ○ ○ ○ ○ 微…
第 1 部 基本篇 第 4 章 制作生产程序
4-84
(1)共面检测
※不设定。
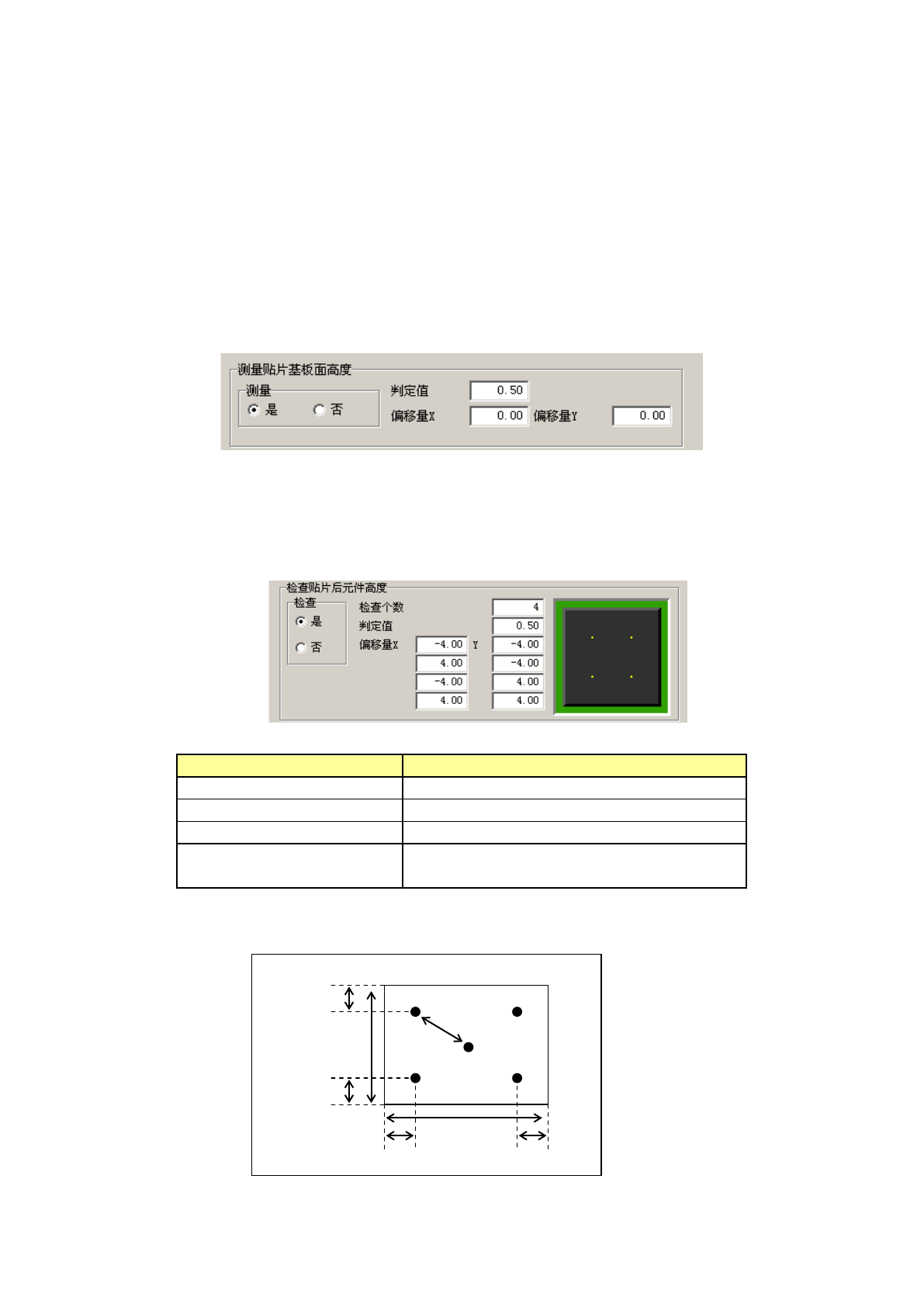
(2) 测量贴片基板面高度
测量元件贴片位置的基板面高度,进行贴片 Z 坐标的校正。
测量位置为贴片点的中心(一个点)。
要输入判定测量的结果、基板翘曲的阈值。
如果测量结果为(-判定值~判定值)之间,则判断为可以贴片。
如果要测量与贴片点不同的位置时,请输入偏移量(X,Y)。
(3) 检查贴片后元件高度
有 BOSS 的元件等贴片后,通过 HMS 测量元件四角的高度,检查贴片元件有无倾斜。
检查结果如果在 -判定值 ~ +判定值之间,则判断元件贴片正常。
如果检查的结果超过判定值的数值,则暂停生产。
设置项目
内容
检查
设置是
/
否检查。
检查个数
指定
2
~
4
个检查位置。
判定值
设置检查的判定值。
偏移量
X
、
Y
检查位置,指定距离贴片点的偏离量值。从上
开始,测定位置为
1
、
2
、
3
、
4
。
测定位置的偏移量值与检查点的对应关系见下图。
偏移量值
纵向尺寸 30%
测定位置 1
测定位置 3
测定位置 2
测定位置 4
横向尺寸 30%
纵向尺寸 30%
横向尺寸 30%
第 1 部 基本篇 第 4 章 制作生产程序
4-85
※检查、检查 2 选项卡的数据,根据元件类型等的设置状况,其输入会有限制。
元件类型
芯片
站立
异类元
件判定
SOT
方向
吸取位
置偏移
测量贴片基
板面高度
检查贴片后
元件高度
方形芯片
○ ○ × ○ ○ ○
方形芯片
(LED)
○ ○ × ○ ○ ○
圆筒形芯片
○ ○ × ○ ○ ○
铝电解电容
○ ○ × ○ ○ ○
SOT
○ ○ ○ ○ ○ ○
微调电容器
○ ○ × ○ ○ ○
网络电阻
○ ○ × ○ ○ ○
SOP
○ ○ × ○ ○ ○
HSOP
○ ○ × ○ ○ ○
SOJ
○ ○ × ○ ○ ○
QFP
○ ○ × ○ ○ ○
GaAsFET
○ ○ × ○ ○ ○
PLCC (QFJ)
○ ○ × ○ ○ ○
PQFP (BQFP)
○ ○ × ○ ○ ○
TSOP
○ ○ × ○ ○ ○
TSOP2
○ ○ × ○ ○ ○
BGA
○ ○ × ○ ○ ○
QFN
○ ○ × ○ ○ ○
单向引脚连接器
○ ○ × ○ ○ ○
双向引脚连接器
○ ○ × ○ ○ ○
Z
形引脚连接器
○ ○ × ○ ○ ○
J
引脚插座
○ ○ × ○ ○ ○
鸥翼式插座
○ ○ × ○ ○ ○
带减震器的插座
○ ○ × ○ ○ ○
其它元件
○ ○ × ○ ○ ○
4-3-5-2-8 选项
※不设定。
4-3-5-2-9 图像
※不设定。
第 1 部 基本篇 第 4 章 制作生产程序
4-86
4-3-6 吸取数据
可指定供给各元件的位置和吸取位置。
安装在供料器台上的元件供给装置,有带状供料器、管状供料器、散件供料器、托盘支架,其他
元件供应装置有MTS。
其次,供料器台架中有机械式台架和电动式台架。若是机械式台架可使用机械式供料器,若是电
动式台架则可使用电动式供料器。
为机械式台架时,1个供料器台架上有79处孔用来安装供料器,位于供料器前端的销子所插入的
孔的编号就是该供料器的配置编号。
为电动式台架时,1个供料器台架上有40条轨道,安装了供料器的轨道之编号就是吸取数据的配
置编号。
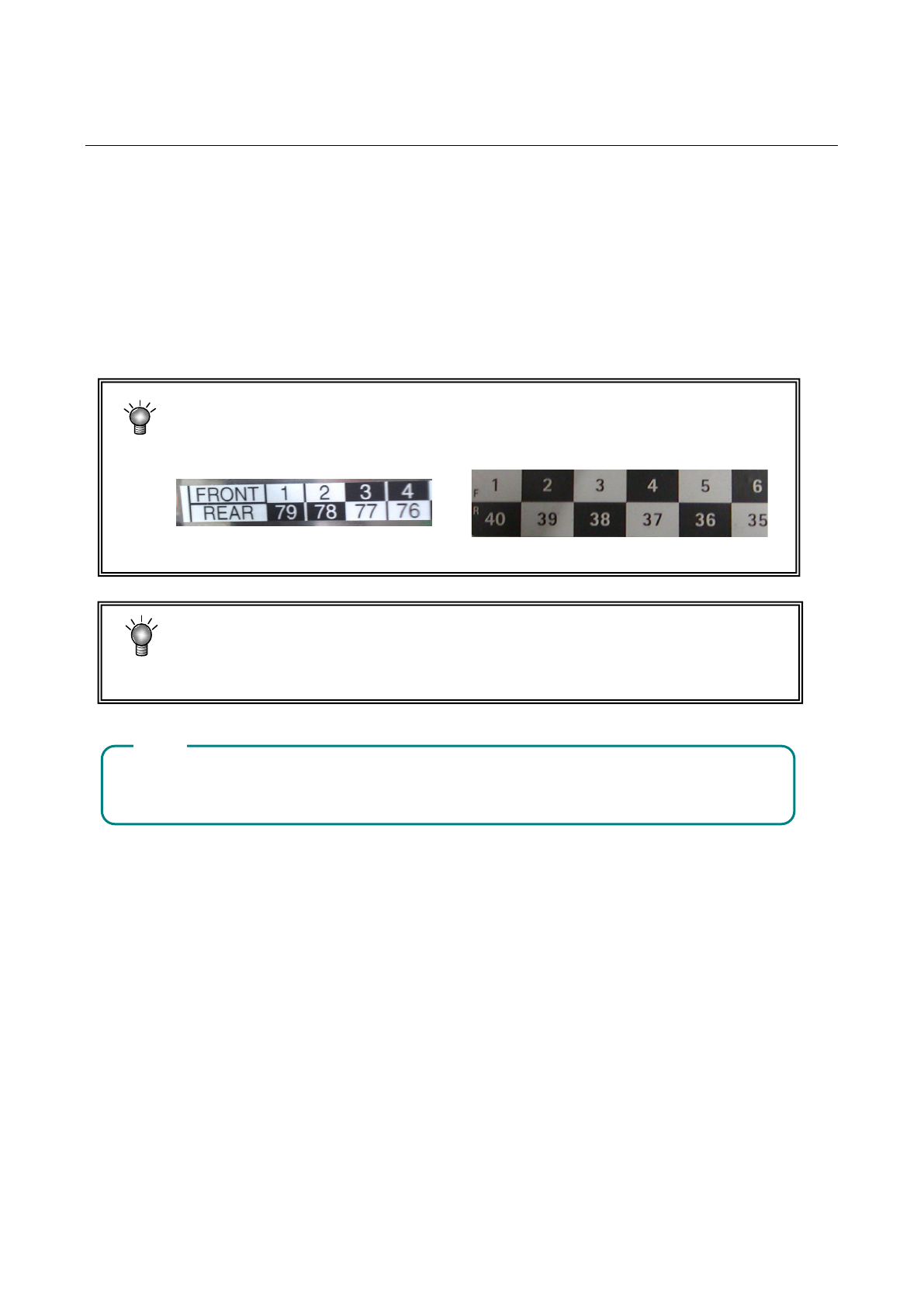
※ 供料器台架上标有上下 2 排编号。
安装在前面时,上排编号为供料器的设置编号,安装在后面时,下排编号为供料
器的设置编号。
<机械台架> <电动台架>
※ 吸取位置根据优化自动配置,在下列情况时,请用手动进行配置。
●固定供料器的配置时。
●进行优化后,变更供料器的配置时。
当读入其他机型的生产程序文件时,有的机型基准坐标不相同,有时需要重新计算吸取
数据中的吸取坐标。
注意: