JX-350_使用说明书.pdf - 第664页
第 2 部 功能详解篇 第 7 章 机器设置 7- 54 2) 设置吸取位置 偏移检测 设置吸取位置偏 移检测的使用 / 不使用及判定 值。 如果没有使用编 辑程序的 「元件数据」 - 「检查」 的吸取位置 偏移的设置,此处设置的判定 值会被用于检测 吸取位置偏移。 判定值的计算如 下所示。 元件的外形尺寸 纵 ( 或外形尺寸横 ) × ( 设置值 / 1 00) 7-4- 18 助焊剂涂敷装置安装位置 ※ 不能选择。 7-4- 19 …
第 2 部 功能详解篇 第 7 章 机器设置
7-53
7-4-17 激光面接触检查
选择激光面接触检查后,即显示如下画面。
设置激光面接触检查的检查容限值。
(1) 设置项目
1) 激光面接触检查
此功能是为了防止元件接触到激光玻璃表面,在吸取后的激光定心旋转、测量元件之前,
进行是否接触激光面的检查。
项目
详细内容
输入范围
检查容限值
在激光面接触检查中,设置元件与玻璃表面的距离:
容限值
(
默认值
= 1.00 mm)
。
0.10
~
5.00
mm
关于容限值
在激光面接触检查中,以元件吸取点到元件端点的长度为(X、Y),可按照以下条件式,
预测是否会接触。
条件式
2/
22
GAPYX レーザマージン <++
不能满足这个条件式时,可判断为接触激光面,并停止生产。
在这个条件中 X
2
+ Y
2
的平方根表示元件旋转半径(L)。激光 GAP 为 47mm。
[检查容限值]中设置的值,是在判定激光面接触时要考虑的中心偏移而加到元件旋转半径
(L)里的值。
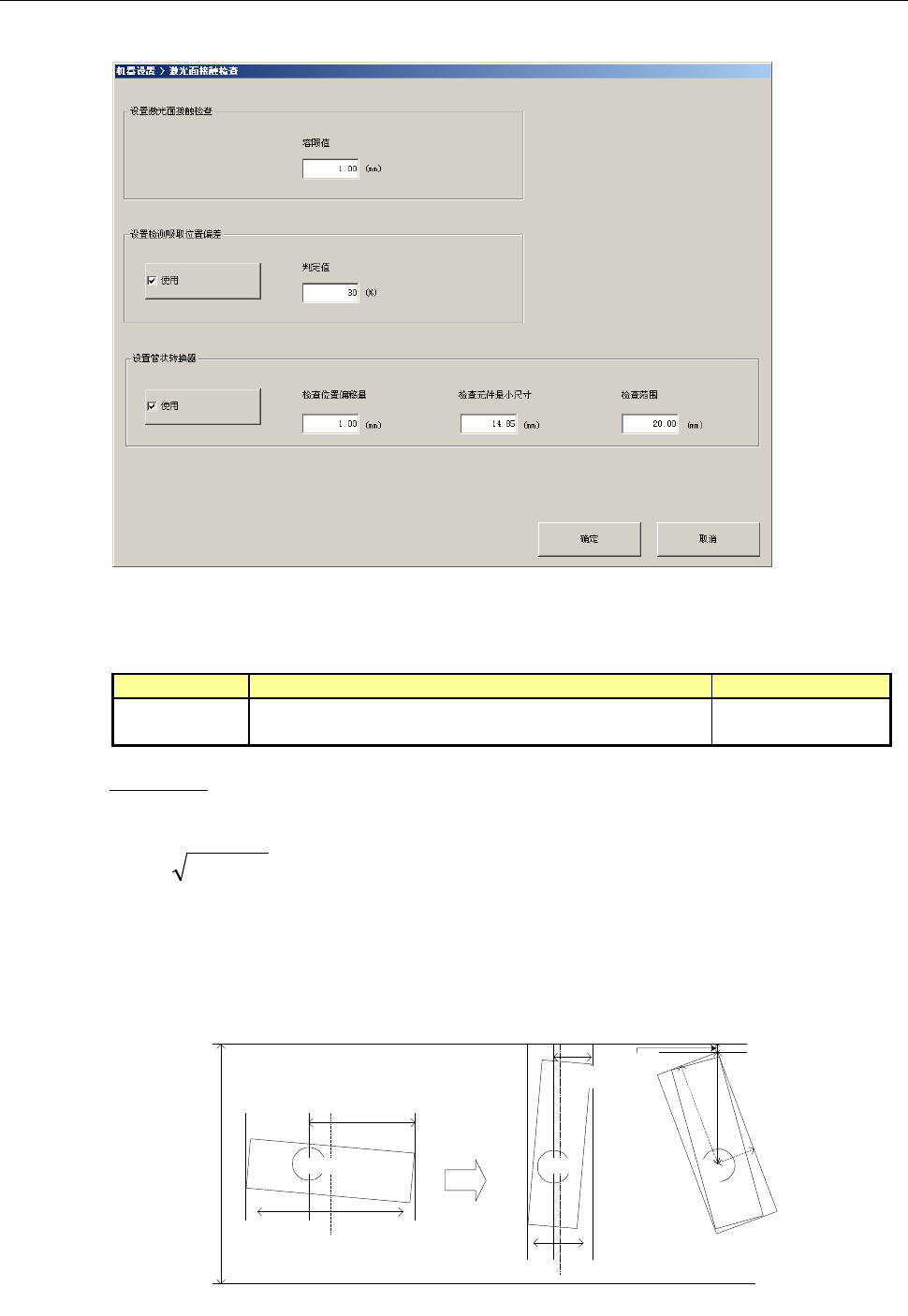
下图显示各项目的关系。
Center
Width
X
Center
Width
Y
レーザ面
レーザ面
LaserGap
ノズル
ノズル
部品
部品
ノズル
L
Y
X
マージン
容限值 < 激光
激光面
元件
容限值
元件
吸嘴
激光面
吸嘴
吸嘴
吸嘴
第 2 部 功能详解篇 第 7 章 机器设置
7-54
2) 设置吸取位置偏移检测
设置吸取位置偏移检测的使用/不使用及判定值。
如果没有使用编辑程序的「元件数据」-「检查」的吸取位置偏移的设置,此处设置的判定
值会被用于检测吸取位置偏移。
判定值的计算如下所示。
元件的外形尺寸纵 (或外形尺寸横) × (设置值 / 100)
7-4-18 助焊剂涂敷装置安装位置
※ 不能选择。
7-4-19 共面检测
※ 不能选择。
7-4-20 VCS 脏污检查
※ 不能选择。
7-4-21 验证检查
※ 不能选择。
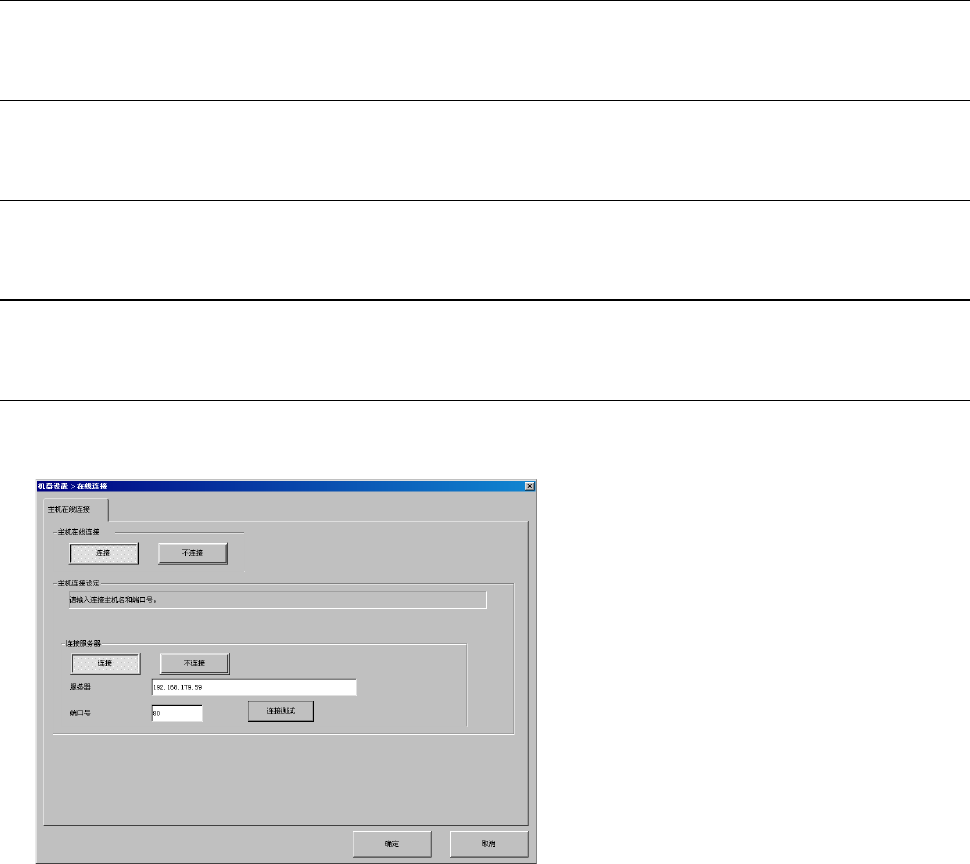
7-4-22 在线连接(选项)
你无法选择。当您选择在线连接,你会看到下面的画面。
※这里到设定的最低生产率的提高支持体系。未使用的设置和连接到服务器的名称,并设置端口号。
第 2 部 功能详解篇 第 7 章 机器设置
7-55
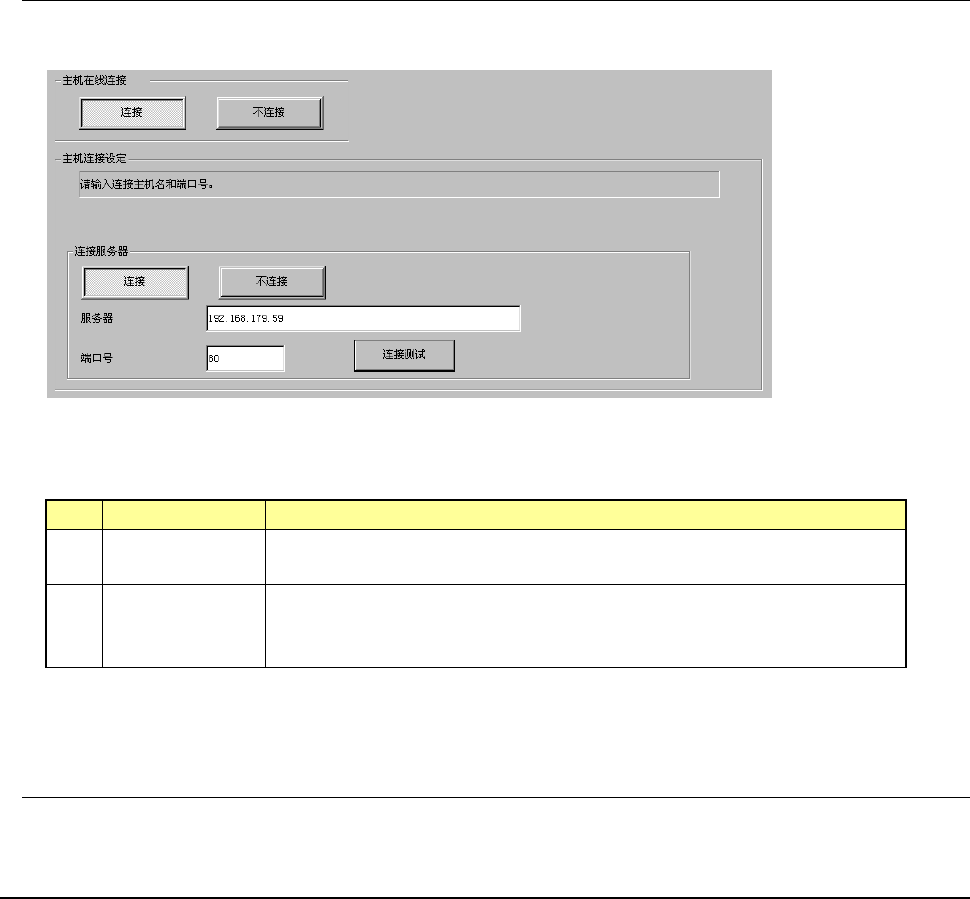
7-4-22-1 主机在线连接
当您选择“主机在线连接”选项卡,你会看到下面的画面。
(1) 设置项目
使主机服务器的连接设置
No.
设置项目
设置内容
1
主在线连接
本装置与
IS
连接时,设置为
“
连接
”
。
设置为
“
不连接
”
时,全项目的设定均为无效状态。
2
主连接设置
设置与生产支持系统进行通信的主服务器名以及连接端口编号。
从这里指定的服务器取得元件数据及设备设置。
IP
地址的编号,请根据网络管理员的指示进行设置。
7-4-22-2 共通设置
※ 不能选择。
7-4-23 镀锡偏移校正
※ 不能选择。