JX-350_使用说明书.pdf - 第332页
第 1 部 基本篇 第 3 章 维护 3- 40 10 )更换切带单 元 11 ) 请将 切带部分导轨 安装到更换 用的切带单元 上。 可动刀 固定刀 12 )请将下部排 出导轨安装到 更换用的切带单 元上。 13 )请将更换用 切带单元安装 到装置上。 14 )请将插在汽 缸上的气管 塞子 拔下 ,连接电磁阀 与汽缸。 并 将从装置延 伸出来的线缆 接头插在 切带单元一端 的接口上。 15 ) 如果是固定台架 规格,请安装上 部排出导…
第 1 部 基本篇 第 3 章 维护
3-39
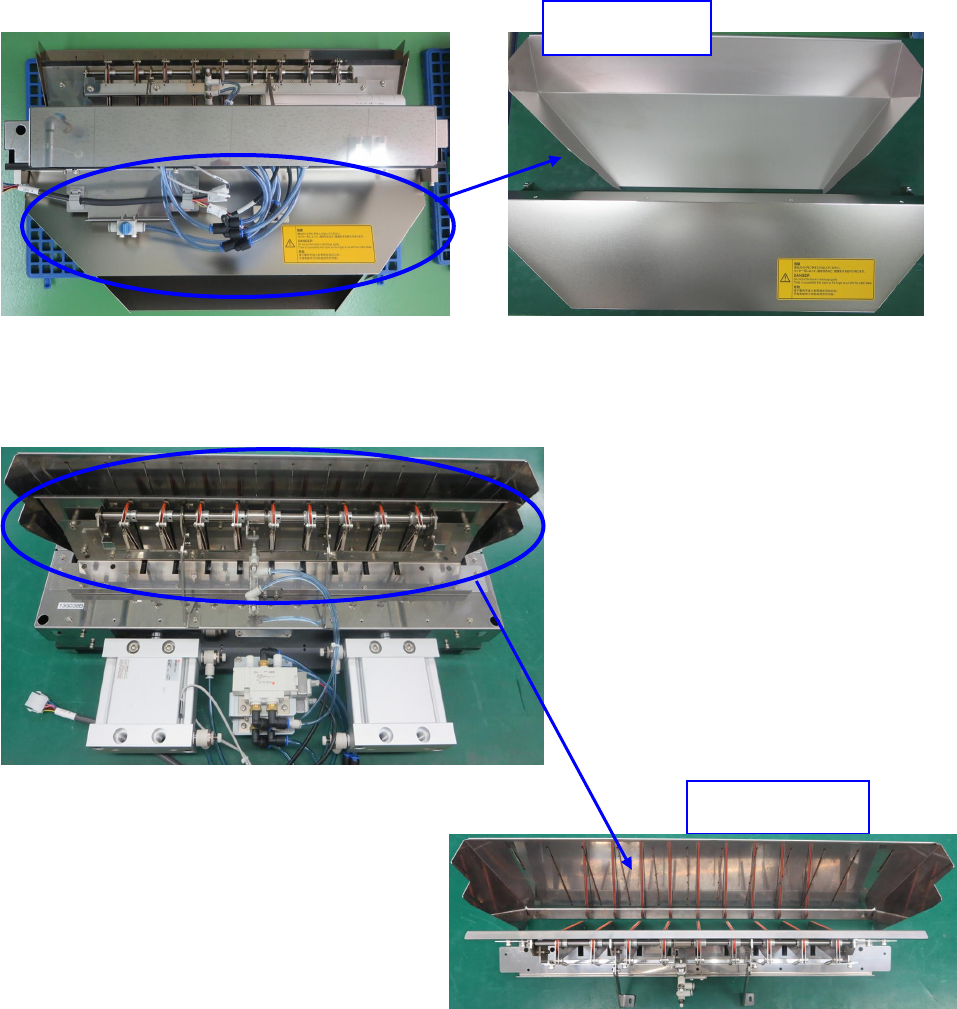
8) 请从切带主机上将下部排出导轨拆下。
9) 请将切带部分导轨从切带主机上拆下。
2)
3)
4)
5)
6)
7)
8)
9)
10)
11)
12)
切带部分导轨
下部排出导轨
テープカッタ部ガイド
第 1 部 基本篇 第 3 章 维护
3-40
10)更换切带单元
11)请将切带部分导轨安装到更换用的切带单元上。
可动刀 固定刀
12)请将下部排出导轨安装到更换用的切带单元上。
13)请将更换用切带单元安装到装置上。
14)请将插在汽缸上的气管塞子拔下,连接电磁阀与汽缸。
并将从装置延伸出来的线缆接头插在切带单元一端的接口上。
15) 如果是固定台架规格,请安装上部排出导轨。
16) 安装更换用的切带单元后,请将剩余的气管塞子插在拆下的切带主机的汽缸速度控制器的部位。
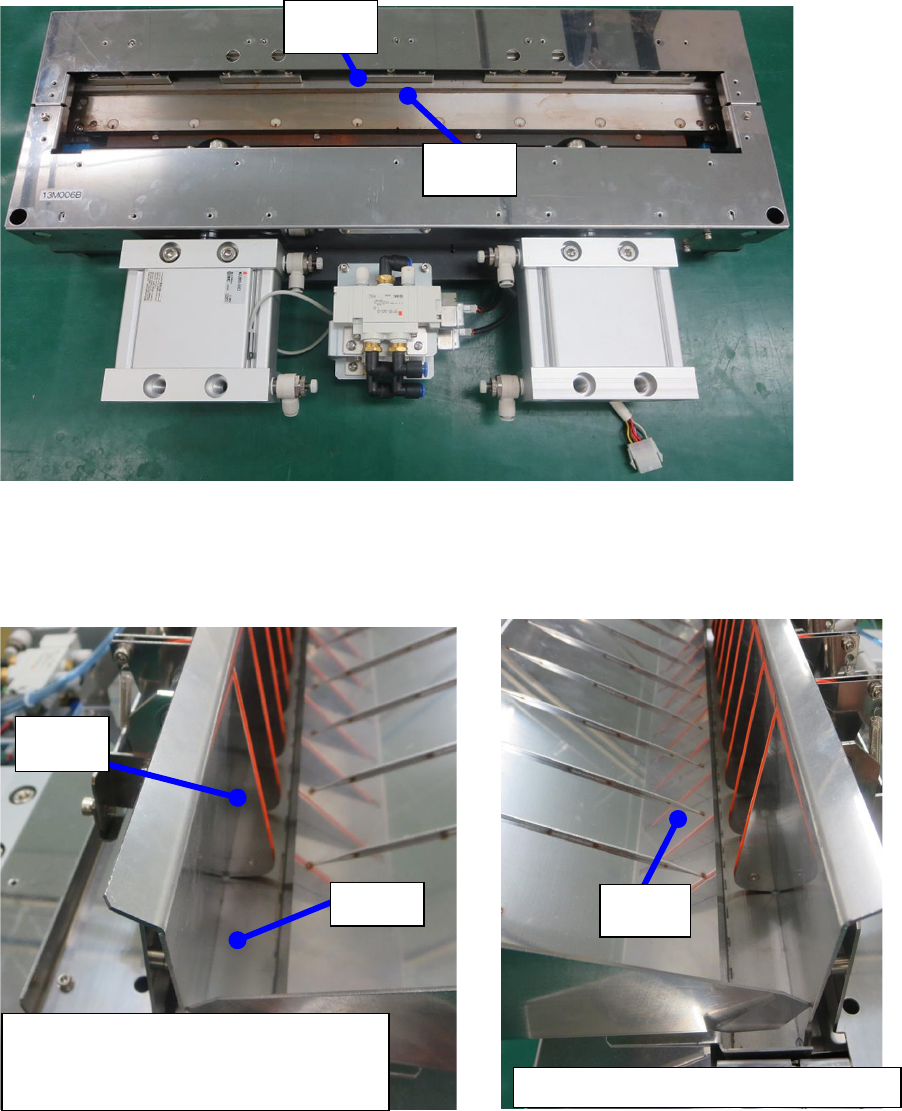
可动刀
安装时导轨与固定刀之间不要有间隙。
请将刮板部与可动刀之间的缝隙调整为
0.2~0.3mm。
固定刀
可动刀
导轨部
刮板部
第 1 部 基本篇 第 3 章 维护
3-41
考虑以下部件的损耗造成压力降低。
<损耗部件一览> 更换部件组货号:40138045
检查部位
使用数量
检查内容
检查方法
碗形密封垫圈
2
有无异常磨耗、硬化、龟裂等现象
目视
吸气阀 2 有无变形、硬化、缺损 目视
排气阀
2
有无变形、硬化、缺损
目视
O
环
P-10
4
有无变形、磨耗、硬化、龟裂等
目视
密封圈 2 有无变形、硬化、龟裂等 目视
●
更换真空泵准备
※
如果是电动台架规格,请按照前一项的「切带单元的更换」,拆下切带单元。
1)确认真空泵没有运转。(刚停止运转后会很热,请停止后放置 30 分钟左右,确认泵冷却之后再开始作业。)
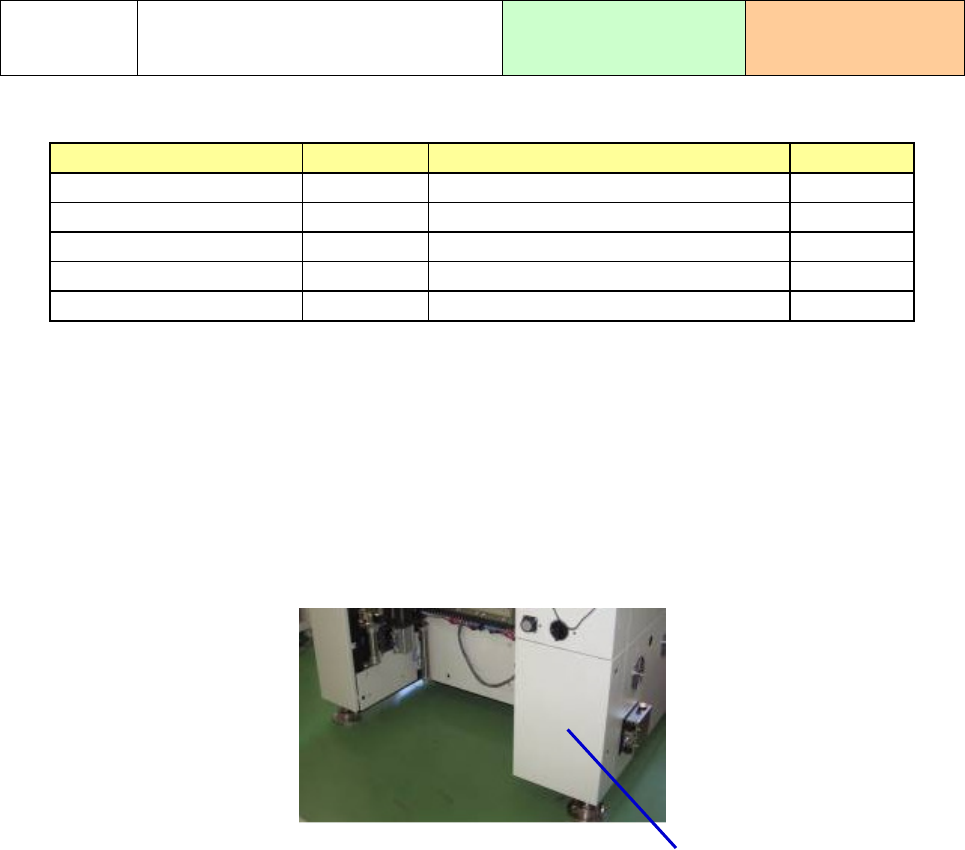
2)请拆下机器本体前侧右下部的护罩。
检查 ・
更
3-8-2 真空泵零件的更换
使用工具 :
六角扳手、螺丝刀
更换周期 :1 年
护罩(螺钉×4)