BM221中级培训教材.pdf - 第33页
1.1-050805 33/49 十八、 HEAD 高度测定。 1. 将治具装于 HEAD1 ,下降 HEAD 至 -45mm 2. 将百分表置于治具下,调零(以 HEAD1 为标准, 调试 HEAD2~HEAD8 ) 3. 百分表不动,移动 X 轴 -21.5mm ,将 HEAD2 装治具 下降 -45mm ,记录读数 4. 分别重复上步,获取 HEAD3~HEAD8 的读数 5. 将 HEAD1~HEAD8 的读数,分别登入 mac…

1.1-050805
32/49
十七、吸着原点位置确认。
1.将吸着高度治具置于ZNo.43,将NOZZLE治具置于HEAD1
2.使用NC JOG方法,下降HEAD1(将NOZZLE治具插入吸着高度治具)
3.确认X/Y的偏差,将偏差值登入Machine Data(No.1~No.2 machine offset-x/y)
4.重复步骤2、3,直至能顺畅的插入
1.1-050805
33/49
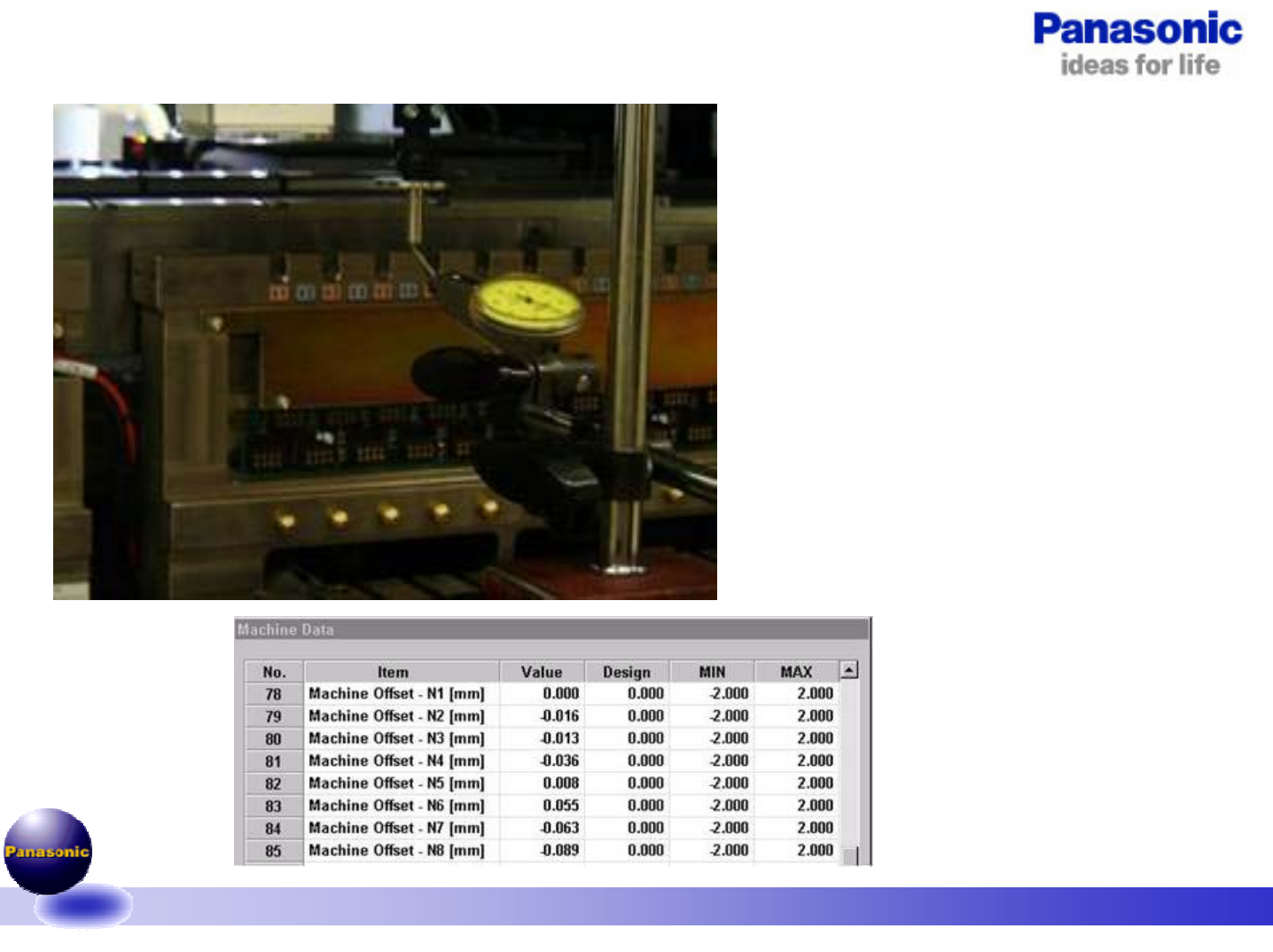
十八、HEAD高度测定。
1.将治具装于HEAD1,下降HEAD至-45mm
2.将百分表置于治具下,调零(以HEAD1为标准,
调试HEAD2~HEAD8)
3.百分表不动,移动X轴-21.5mm,将HEAD2装治具
下降-45mm,记录读数
4.分别重复上步,获取HEAD3~HEAD8的读数
5.将HEAD1~HEAD8的读数,分别登入machine data
(No.78~No.85 HEAD OFFSET)
1.1-050805
34/49
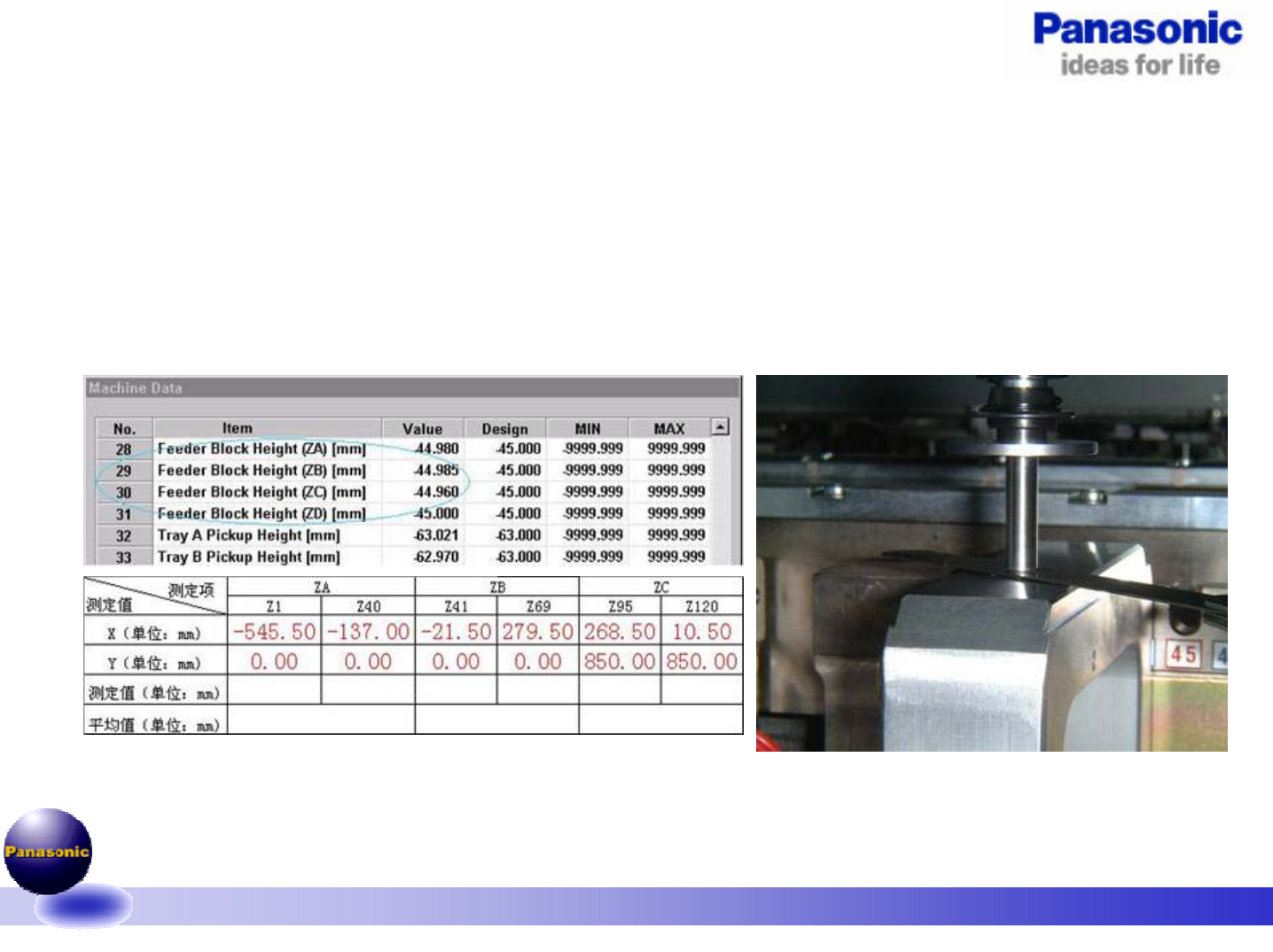
十九、供料部吸着高度。
1.将吸着高度治具置于ZA供料平台,将NOZZLE治具置于HEAD1
2.将HEAD1分别移至Zno.1和Zno.40,根据表格可使用NC MOVE方法
3.使用NC JOG方法,下降HEAD1至-45mm
4.将塞片置于两治具之间,规格值:-45±0.5mm;若不良,用NC JOG调整HEAD,将值记录
5.获取记录值的平均值,将平均值登入Machine Data(No.28~No.30 Feed Block Height)
6.重复步骤2~5,测定ZA、ZB、ZC三个供料平台