YS100_Ope_C.pdf - 第82页
2-14 2 2.3 装置画面 下面,介绍「装置」画面内的手动操作按钮。 ■ 传送装置手动操作 1 传送装置手动按钮 3 2 4 5 6 7 8 9 10 11 12 26204-L1-00 按钮名 功能 1 传入基板 将 基 板从 入 口 或待 机 位 置移 至 固 定位 置 并固 定 。 2 传出基板 解 除 基板 的 固 定状 态 , 并将 基 板 传送 至 出口 挡 板 位置 。 3 传送宽度 显 示传 送 宽 度的 调 节对 …
2-13
2
2.2 生产设计画面
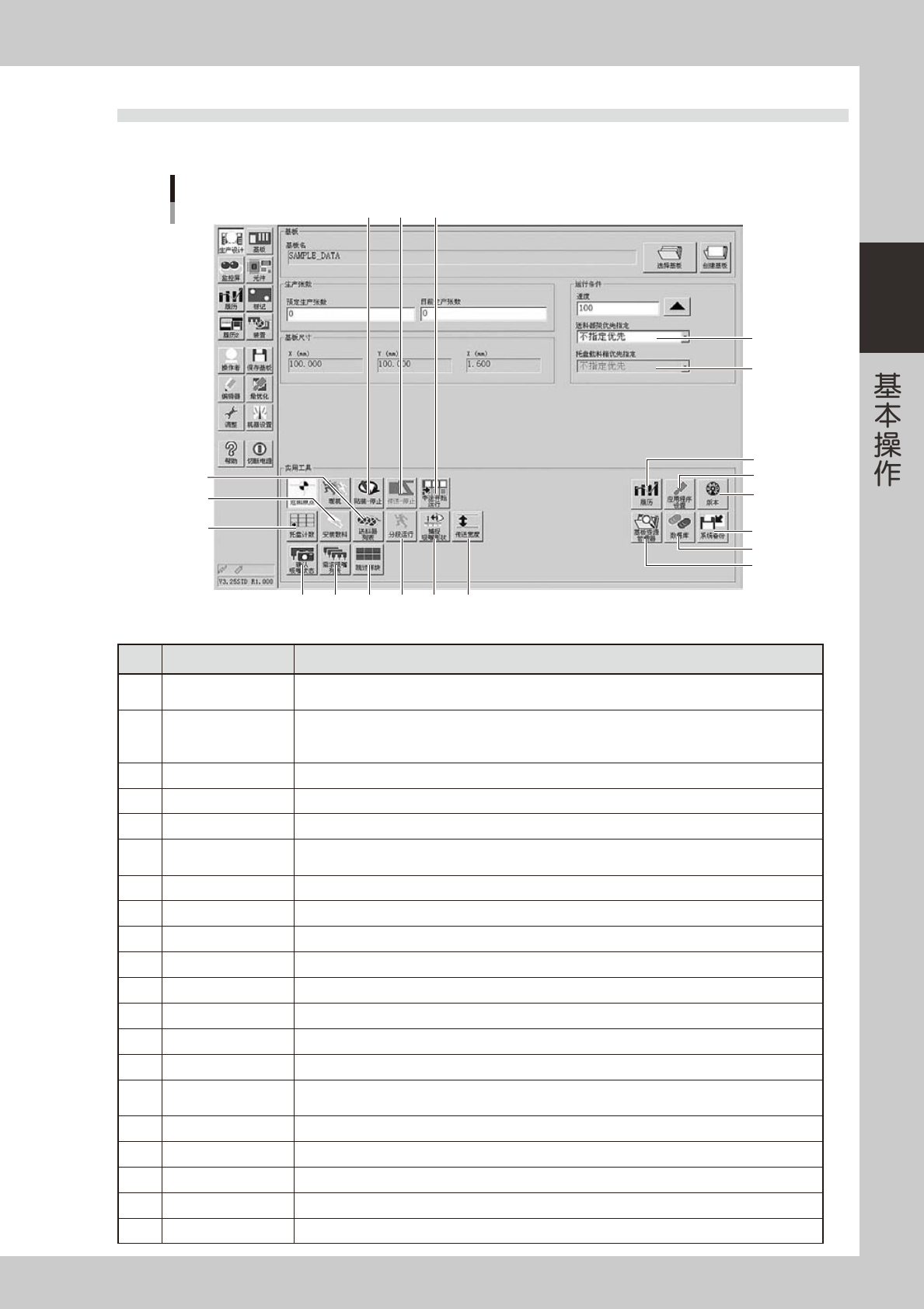
下面,介绍「生产设计」画面中各个按钮的内容。
「生产设计」画面
1
4
2
3
5
7
8
9 10 11
14
20
151617
6
18
19
13 12
26203-L1-00
按钮名 功能
1
送料器架优先指定
此功能,设置为使用替代元件时有效。可以选择「不指定优先」、「前侧优先」、「后侧优先」、
「自动切换 ( 不优先 )」、「自动切换 ( 前侧优先 )」、「自动切换 ( 后侧优先 )」。
2
托盘载料箱优先指定
此功能,在配备托盘载料箱类型的托盘交换器,并在载料箱之间设置为使用替代元件时有效。
可以选择「不指定优先」、「上侧优先」、「下侧优先」、「自动切换 ( 不优先 )」、「自动切换 ( 上侧优先 )」、
「自动切换 ( 下侧优先 )」。
3
履历 可以进行生产履历的保存及履历 1、2 项目中必要项目的选择、保存、清除和媒体的取出。
4
应用程序设置 可以设置有关机器的画面显示、添加 / 删除操作者、设置密码等。
5
版本 显示应用软件、系统等的版本信息。
6
系统备份
可以进行机器运行时必要的机械坐标、精度信息、选配装置信息、基本坐标等复原机器时必要数据的备
份和还原操作。
7
数据库 可以备份或还原有关生产中必要的元件和标记信息的数据库,以及设置数据库的所在位置。
8
基板资源管理器 可以进行基板程序的移动、备份、还原
、复制等。
9
贴装 - 停止 可以确认贴装结果,也可以使基板不流入下游机。
10
传送 - 停止 贴装的基板传向下游机后机器停止运行。
11
中途开始运行 贴装中,由于某种原因使机器停机并复位后,想要继续在下一个贴装位置开始贴装时使用。
12
传送宽度 可以调节传送宽度。
13
捕捉吸嘴形状 取得芯片元件用吸嘴前端的形状时使用。
14
分段运行 首件贴装、试贴装以及分析不良原因时,想要在目的位置暂停时使用。
15
跳过拼块
读入扩展了拼块的基板程序时有效。
按此按钮,显示「拼块跳过设置」对话框,可以以拼块为单位设置是否要跳过贴装。
16
需求吸嘴列表 显示当前需要使用的吸嘴列表。
17
确认吸嘴状态 想要取得芯片元件用吸嘴前端的状态时或想要确认吸嘴前端是否脏污时使用。
18
托盘计数 可以显示到目前为止盘装元件的使用数量。
19
安装散料 目前尚未使用。
20
送料器列表 进行生产准备时,可以确认当前将要生产的元件种类和安装位置。
2-14
2
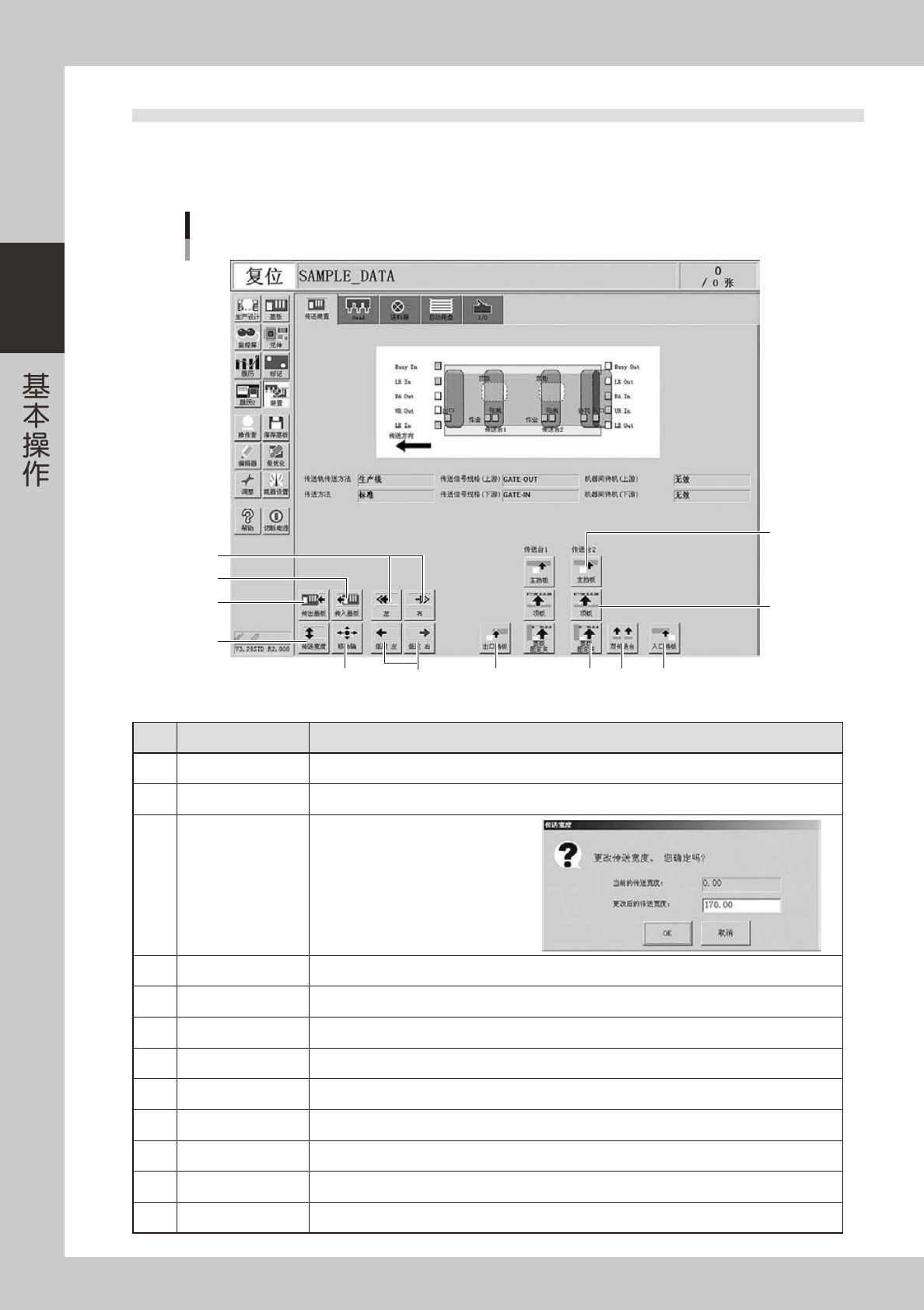
2.3 装置画面
下面,介绍「装置」画面内的手动操作按钮。
■ 传送装置手动操作
1
传送装置手动按钮
3
2
4
5
6
7
8
9
10
11
12
26204-L1-00
按钮名 功能
1
传入基板 将基板从入口或待机位置移至固定位置并固定。
2
传出基板 解除基板的固定状态,并将基板传送至出口挡板位置。
3
传送宽度
显示传送宽度的调节对话框,输入数值
按 [
OK
] 按钮后,传送宽度变为指定的
宽度。
4
移动轴 用手动方式移动轴时使用。
5
左、右 使传送带转动。
6
低速左、右 使传送带低速转动。
7
出口挡板 使传出的基板在出口处停下时使用。
8
主挡板 使传入传送装置内的基板在固定位置停下时使用。
9
入口挡板 使传入的基板在待机位置停下时使用。
10
顶板 输入基板的厚度后,顶板上升,从下方
(
基板的背面
)
固定基板。
11
基板固定夹 从下方
(
基板的背面
)
夹住基板的边缘进行固定。
12
双传送台 使传送台
1
与传送台
2
同步运行时使用。
2-15
2
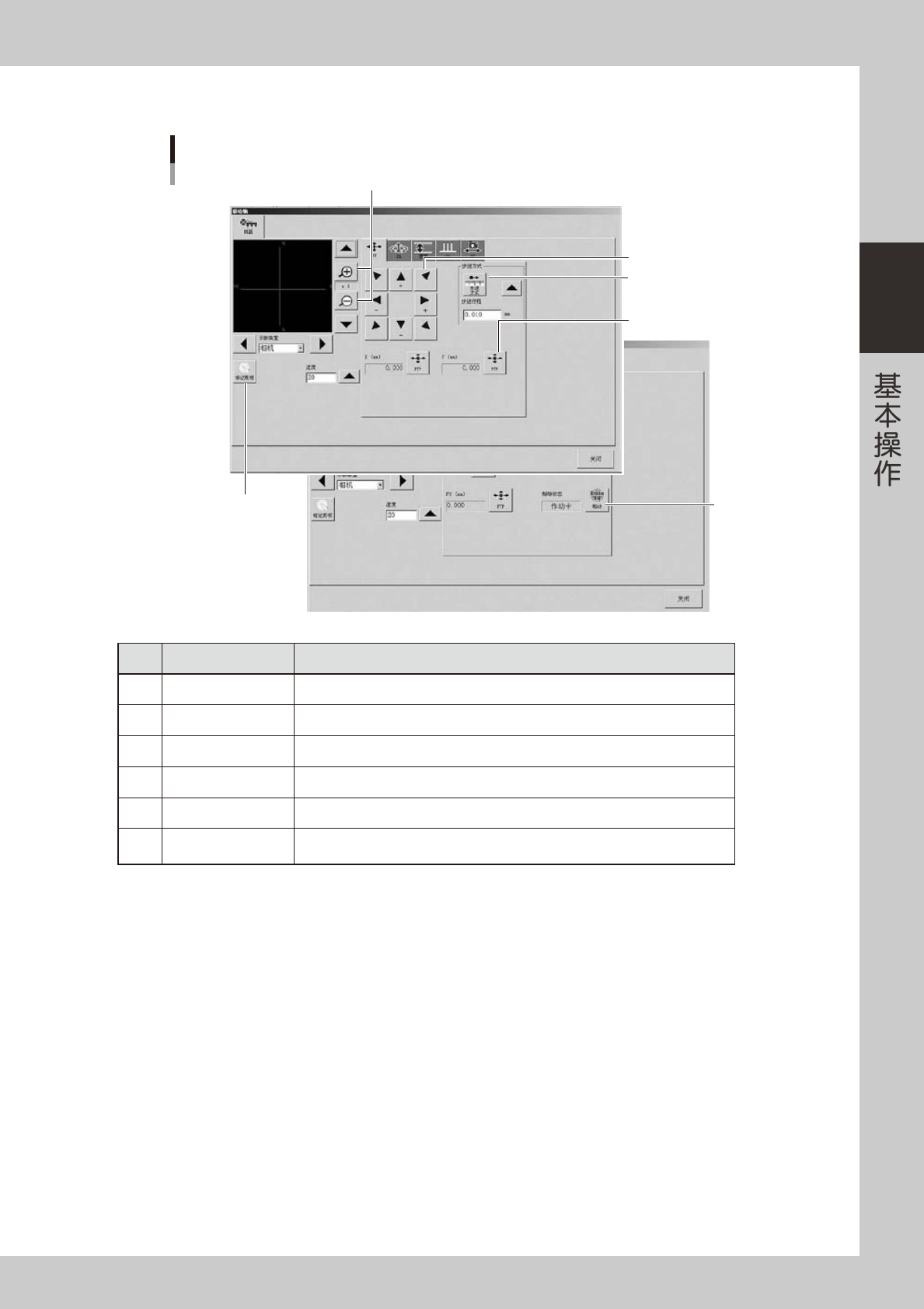
■ 移动轴
「移动轴」画面
1
2
3
4
5
6
26206-L1-00
按钮名 功能
1
放大、缩小
(
+、-
)
放大、缩小图像。
(16
倍〜
1/16
倍
)
2
标记照明 可以手动方式更改标记照明。不影响数据。
3 PTP
对象自动移至指定坐标。
4
步进方式 用方向按钮移动步进行程中指定的量。
5
方向按钮 要移至想要移动的方向时使用。
6
制动
在紧急停机状态下想解除制动时使用。
(
仅限
W
轴和
PU
轴
)
如果使伺服使能,制动将自动解除。