IPC-JEDEC-9704A CHINESE.pdf - 第21页
在 放置应变片 前 ,对 需 粘 接的表面 进行 预 处理以确 保 粘 接 剂 的 固 有 附着 力。 1. 粘附 表面 应当 按 应变片制造 商 的 说 明 进行处理 , 注 意 不要 损伤印制板 原 材 ( 粘贴应变片 的表面 应 该 平 坦 ) 。 a. 拆 焊 掉 与 应变片放置 位 置干涉 的小元器件和 分立 元器件。 b. 使用 溶剂 清 洗 表面, 比 如 异 丙醇 。 使用 的 溶剂 应当 是化 学 纯 的。 2. 待 …
向。在图3-11中对这种替代放置位置做了说明。需要注意的是切除元器件的角改变了封装的几何形
状和机械结构,且不能反映典型的边界条件。如果使用该方法,需要附加的评估方法(比如破坏性
的失效分析)来充分地评估风险。
元器件切除部分应该尽可能少,以能方便地放置
应变片为准。图3-12给出了实例图。
在相邻 元器件角上的两个应变片会重叠的情况
下,应该使用多块板进行测试。建议在同一块板
上放置同一元器件所有角上的应变片。
3.3.2 ⾮⾯阵列元器件的应变⽚放置位置 除非
供应商和用户之间在另一个不同的位置上达成一
致,否则建议选用首选位置。对于芯片级无引线
陶瓷元器件风险的评估,可以使用单轴或三轴应
变片。首选的放置位置是应变片衬底边缘离元器
件的每个末端不超过1.0mm,且与元器件的长轴对
齐。示例参见图3-13。
3.4 应变⽚粘附 印制板的准备是应变片粘附过
程的关键环节。正确的印制板准备将有助于确保
应变片被适当地粘附,从而进一步提高读数的准
确性。
还应该按照应变片和粘接剂供应商提供的说明书
完成应变片的粘附。值得注意的是应变片要求使
用专门 配 制的粘 接 剂系统。与应
变片供应商联
系,以获取更多的信息。
对印制板准备与应变片粘附的建议如下:
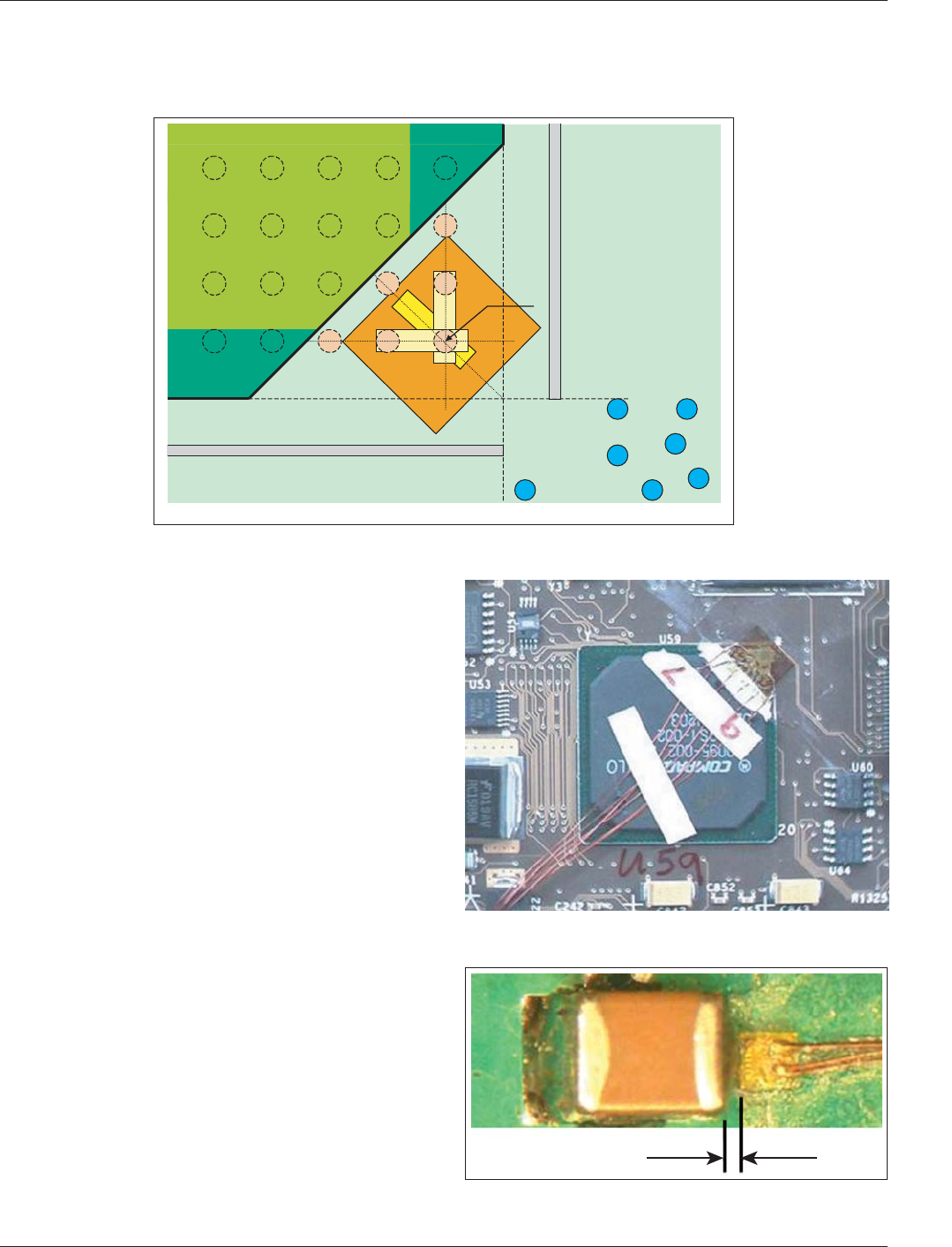
IPC-9704a-3-11-cn
图3-11 应变⽚形⼼置于拐⾓处的焊盘上
BGA边沿
应变花
e3
e2
e1
BGA
•将堆叠应变花的形心放置在PCB
拐角处的焊盘上
•切除的BGA部分应该尽可能少,
以能方便地放置应变花为准
测试点
外围型BGA支撑块
拐角处的焊盘
图3-12 切除元器件以便于应变⽚放置
图3-13 MLCC封装的单轴应变⽚的放置位置(距焊料
填充处⼩于1.0 mm)
小于1 mm
IPC/JEDEC-9704A 2012年2月
12
在放置应变片前,对需粘接的表面进行预处理以确保粘接剂的固有附着力。
1. 粘附表面应当按应变片制造商的说明进行处理,注意不要损伤印制板原材(粘贴应变片的表面应
该平坦)。
a. 拆焊掉与应变片放置位置干涉的小元器件和分立元器件。
b. 使用溶剂清洗表面,比如异丙醇。使用的溶剂应当是化学纯的。
2. 待粘附表面处理完成后,使用适当的粘贴方式贴附应变片。
3.5 引线 引线的实际选择可以依具体的应用而有所不同。
• 首选30美国线规(AW
G)引线;
•其绝缘材料为聚氯乙烯或聚偏氟乙烯等,或有聚氨脂搪瓷护摸的单股实芯铜线;
• 三引线结构(可对引线阻值给予补偿)优于传统的二引线结构;
•推荐的引线长度为1.5m到2.5m,但线长不应该超出需要的长度;
二线1/4桥结构将成倍降低应变片的灵敏系数,会由于引线引入大量的温度灵敏系数,并造成测量仪
器潜在的平衡问题。对于大多数情况下的静态稳定测量,应该采用三线系统。
引线的实际选择可能视具体应用而定。例如30A
WG线也许不便于使用在上模真空密闭的ICT治具。
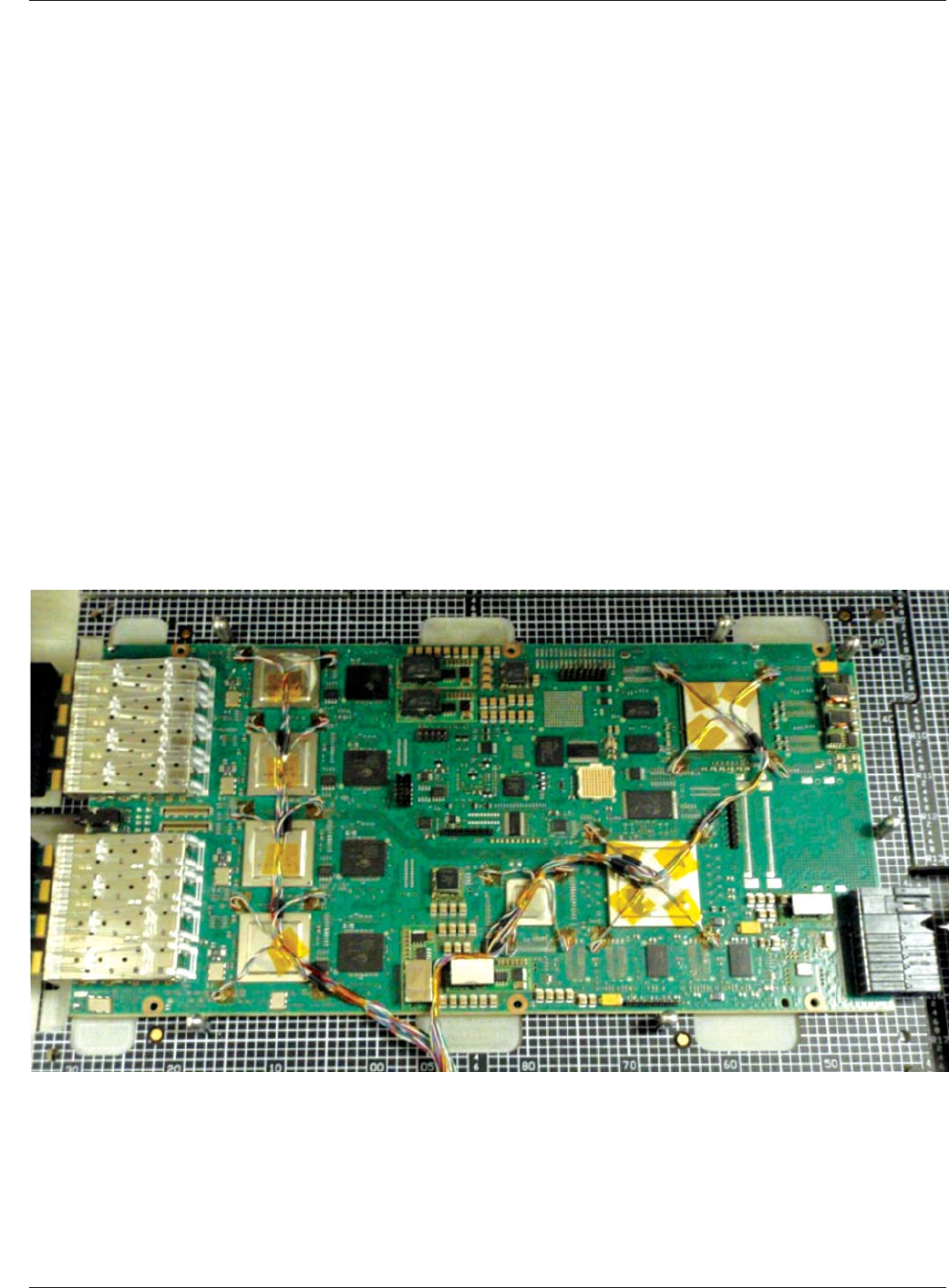
由于ICT治具中的引线布局通常最容易受到限制,因此引线的布局必须避免在治具正常使用过程中与
支撑结构和压棒发生相互干涉。引线布局的范例如图3-14所示。
如果同样的测试板既用于ICT又用于BFT,则引线布局必须同时与两种治具的机械支撑结构和压棒分
布相适应。单股实芯铜线可使ICT治具中的引线布局更易实现,还能够帮助减少真空泄露。另一种方
法是,也可以有针对性地设计ICT治具,以更好地适应引线布局。附录A提出了一些需考虑的因素。
用环氧基树脂或胶带加固连接在每个应变片上的引线,所用的胶带可以是背面附有粘接剂的聚酰亚
胺薄膜或玻璃纤维布。
图3-14 引线布局⽰例
2012年2月 IPC/JEDEC-9704A
13
3.6 测量仪器 应变测量对扫描频率、数字信号位宽度和应变信号范围(增益)敏感。所有的采样
必须是同步的,因为顺序采样可能导致计算错应变值。推荐采用以下指南:
• 对高应变率事件,比如ICT或其他针床型的测试仪,推荐将扫描频率设定为2000 Hz。在无法实现的
情况下,推荐最低扫描频率为500 Hz。
• 对于一般的低应变率组装制程,比如机械组装,推荐最低扫描频率为500
Hz。
推荐最低的采样分辨率为12到16位。可以调整信号放大器增益来获得动态范围的最佳使用(也就是
使增益最大化,但也要确保其被设置的足够低,以防止应变峰值削波失真)。通用的方法是使用内置
低通滤波的数据采集系统,其可以去除在应变测试数据采集过程中的噪音。
如果数据出现被削去顶端的情况,应该提高测量频率以确认没有高频动态事件发生。
另外,可用的监测通道数量会限制每次的测量数量,当通道数不足时,如允许使用多次测量,此时,
必须在同样的机械荷载下监测任何一个堆叠应变花上的三个应变片。
由于印制板材料的热导率低,应变片更可能在电流流经他们时被加热。然而利用三引线结构和四分
之一桥就能减少这种影响,激励电压应该与信噪比平衡。如果印制板组件静止时,应变数值出现较
大漂移,就应该降低电压直到这种影响完全消失或信噪比变得可接受。一般而言,2V的激励电压应
该可以提供令人满意的性能。
3.7 测量校正 按制造商的规格在其推荐的计划内校正应变测量设备是非常重要的。因为以上的很
多步骤都可能导致印制板应变测量的误差,所以对仪器进行适当的校正将能确保读数的准确性。
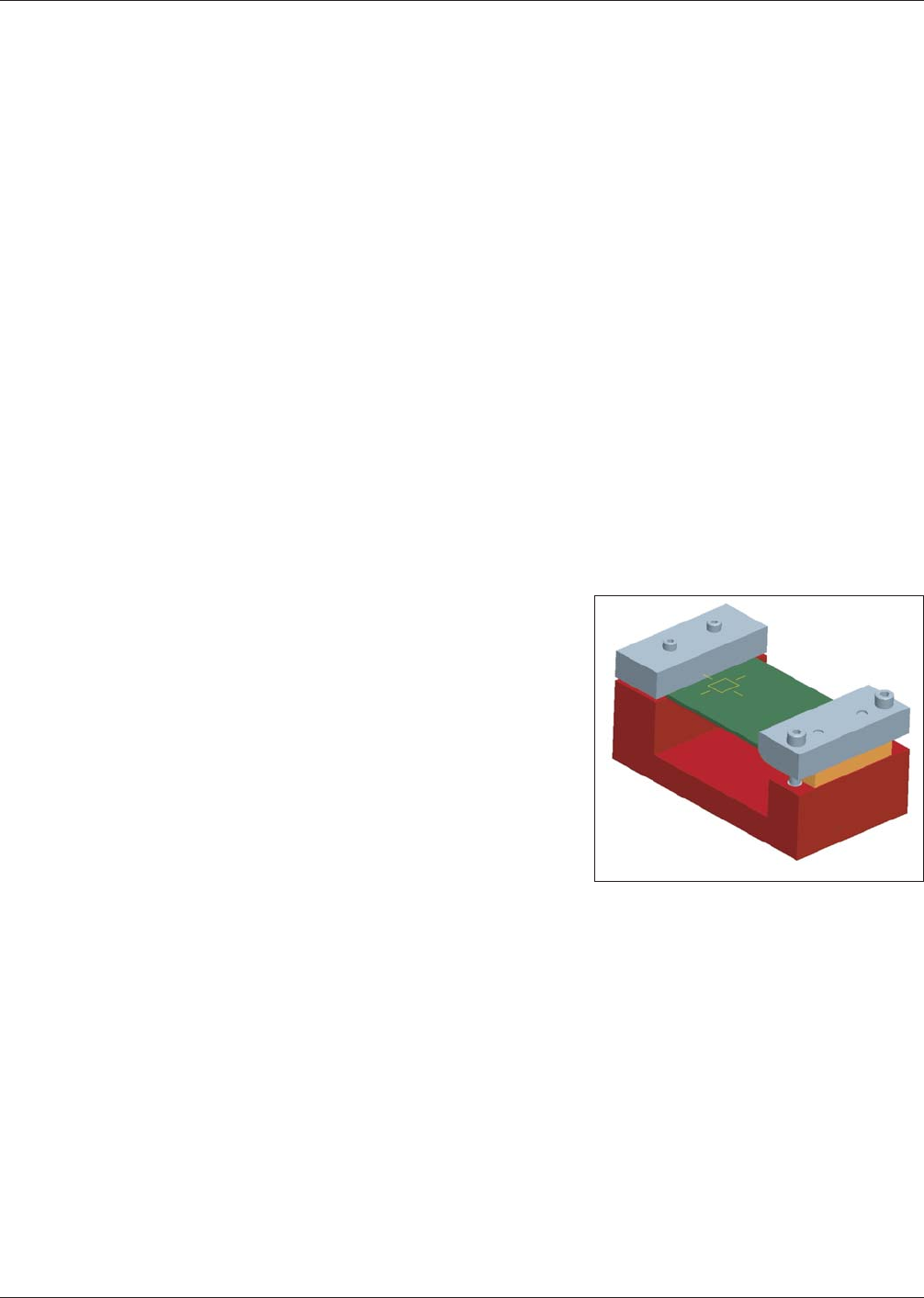
一种校正的方法是使用一个简单的校正治具。该夹具可以用来
发现和排除由于应变片位置、应变片粘附、数据采集系统设置
和引线导致的很多误差。图3-15是该夹具的实例图示。在这个
治具中,通过插入垫片使试样板逐步弯曲。记录插入每一片垫
片后的应变值并和预期的变化进行比较。该夹具只能用来检查
应变片粘附和测量中的基本误差。他不能用作捕获动态(采样
频率)误差,也不能用作检查与实际生产设备相关的误差,即
热影响,或引线对生产设备的干扰。
3.8 ⼈⼯模拟 除机械驱动测试操作外,大部分其他组装步
骤采用人工模拟。这是应变测试必不可少的组成部分。对制程
中的人工操作进行适当地描述是非常重要的,这可以通过仔细
地重复观察到的人工操作过程以及对最差情况下人工操作的模
拟来实现。
进行这些测试的目的是帮助确定板的不足,并帮助优化人工操作方法和治具设计。如有可能, 为了将
印制板的弯曲减至最小,应该遵循合适的操作流程;而且在各种制程步骤之间,应该使用合适的夹
具操作印制板。
这些模拟的结果可以被分为两大类:
•观察到的人工操作
•非
常规的人工操作
IPC-9704a-3-15-cn
图3-15 应变⽚校正⼯具
IPC/JEDEC-9704A 2012年2月
14