IPC-JEDEC-9704A CHINESE.pdf - 第23页
观 察 到的人 工操作 代 表 印制板 在组装和测试中通 常 会 经 历 的人 工操作 。 施 加 的 应变 能 够 代 表组装和 测试 过 程中 被 施 加 的 额 定 荷 载 。 非常规 的人 工操作 则 相 反 , 其 代 表 极 端 或最 差 情况 的 事 件, 虽 然这 些 事 件不太可能发 生 , 但 是 他们 代 表了 实 际 存 在和 潜 在的 风险 , 例如: 意 外 的 跌 落 , 操作 不 当等等 , 应 该了 解…
3.6 测量仪器 应变测量对扫描频率、数字信号位宽度和应变信号范围(增益)敏感。所有的采样
必须是同步的,因为顺序采样可能导致计算错应变值。推荐采用以下指南:
• 对高应变率事件,比如ICT或其他针床型的测试仪,推荐将扫描频率设定为2000 Hz。在无法实现的
情况下,推荐最低扫描频率为500 Hz。
• 对于一般的低应变率组装制程,比如机械组装,推荐最低扫描频率为500
Hz。
推荐最低的采样分辨率为12到16位。可以调整信号放大器增益来获得动态范围的最佳使用(也就是
使增益最大化,但也要确保其被设置的足够低,以防止应变峰值削波失真)。通用的方法是使用内置
低通滤波的数据采集系统,其可以去除在应变测试数据采集过程中的噪音。
如果数据出现被削去顶端的情况,应该提高测量频率以确认没有高频动态事件发生。
另外,可用的监测通道数量会限制每次的测量数量,当通道数不足时,如允许使用多次测量,此时,
必须在同样的机械荷载下监测任何一个堆叠应变花上的三个应变片。
由于印制板材料的热导率低,应变片更可能在电流流经他们时被加热。然而利用三引线结构和四分
之一桥就能减少这种影响,激励电压应该与信噪比平衡。如果印制板组件静止时,应变数值出现较
大漂移,就应该降低电压直到这种影响完全消失或信噪比变得可接受。一般而言,2V的激励电压应
该可以提供令人满意的性能。
3.7 测量校正 按制造商的规格在其推荐的计划内校正应变测量设备是非常重要的。因为以上的很
多步骤都可能导致印制板应变测量的误差,所以对仪器进行适当的校正将能确保读数的准确性。
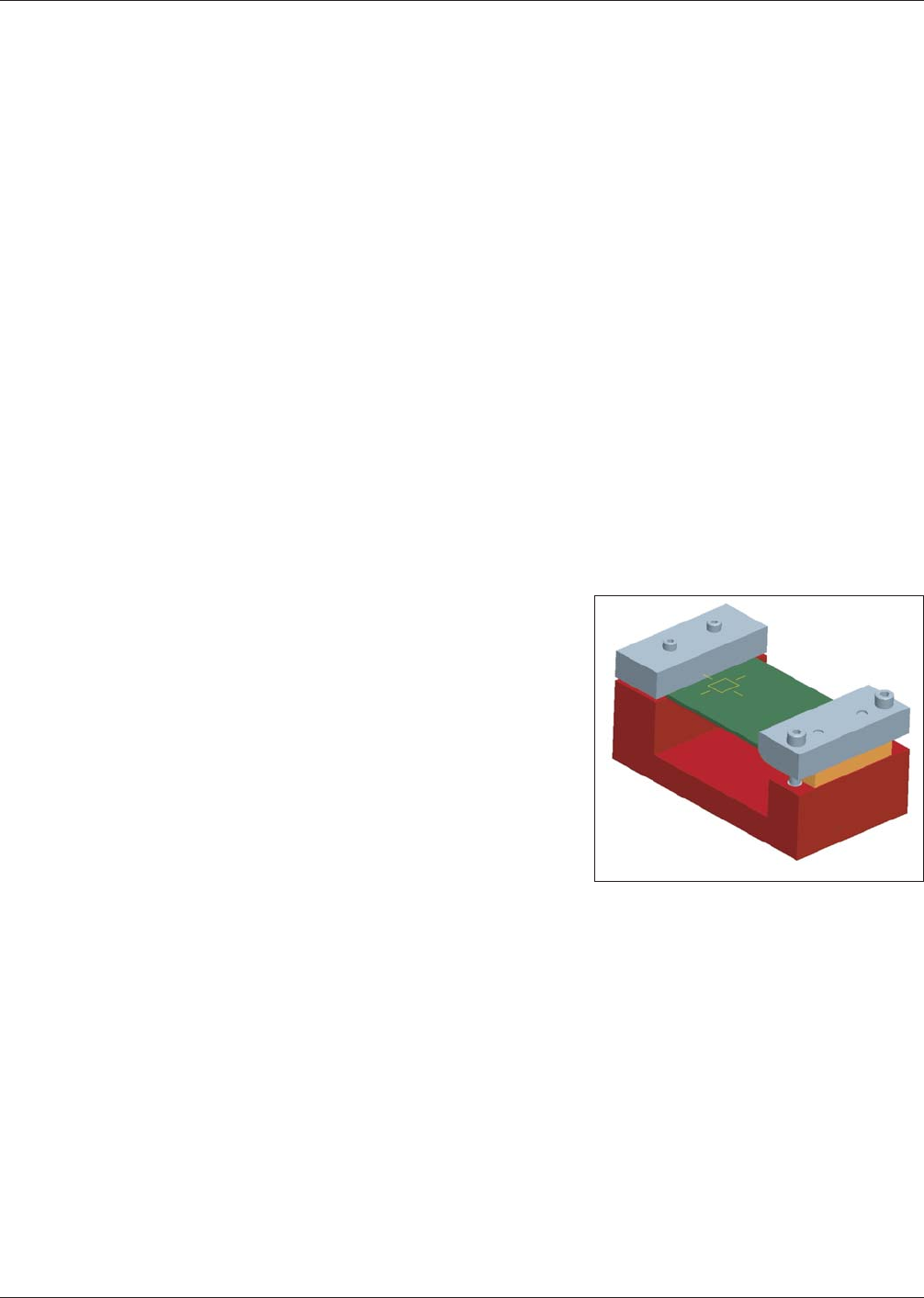
一种校正的方法是使用一个简单的校正治具。该夹具可以用来
发现和排除由于应变片位置、应变片粘附、数据采集系统设置
和引线导致的很多误差。图3-15是该夹具的实例图示。在这个
治具中,通过插入垫片使试样板逐步弯曲。记录插入每一片垫
片后的应变值并和预期的变化进行比较。该夹具只能用来检查
应变片粘附和测量中的基本误差。他不能用作捕获动态(采样
频率)误差,也不能用作检查与实际生产设备相关的误差,即
热影响,或引线对生产设备的干扰。
3.8 ⼈⼯模拟 除机械驱动测试操作外,大部分其他组装步
骤采用人工模拟。这是应变测试必不可少的组成部分。对制程
中的人工操作进行适当地描述是非常重要的,这可以通过仔细
地重复观察到的人工操作过程以及对最差情况下人工操作的模
拟来实现。
进行这些测试的目的是帮助确定板的不足,并帮助优化人工操作方法和治具设计。如有可能, 为了将
印制板的弯曲减至最小,应该遵循合适的操作流程;而且在各种制程步骤之间,应该使用合适的夹
具操作印制板。
这些模拟的结果可以被分为两大类:
•观察到的人工操作
•非
常规的人工操作
IPC-9704a-3-15-cn
图3-15 应变⽚校正⼯具
IPC/JEDEC-9704A 2012年2月
14

观察到的人工操作代表印制板在组装和测试中通常会经历的人工操作。施加的应变能够代表组装和
测试过程中被施加的额定荷载。
非常规的人工操作则相反,其代表极端或最差情况的事件,虽然这些事件不太可能发生,但是他们
代表了实际存在和潜在的风险,例如:意外的跌落,操作不当等等,应该了解这些事件。这些测试
是十分重要的,因为他能确定测试对象对这样的激励动作是否敏感。
好的评判必须训练成能确保模拟能代表最差情况的组装应变曲线。针对人工操作和失效分析步骤的
模拟应该基于对熟练装配工实际工作方法的观察,而非自愿的装配工。
为了获取测试对象组装步骤的固有变化,每个步骤至少重复三次。对于机械驱动测试步骤也是如
此。例如,为模拟波峰焊之前通孔连接器的插入动作,可以通过按压真实的连接器来模拟实际的插
入过程。
在所有应用中,练习确定额外的模拟的判断力
。所有可能发生的最坏情况的操作过程均应该被模
拟,除非有严格的程序能完全避免其发生。
应该特别关注伴随有无意识手持位置的人工操作的特征描述,例如:散热片、板加固物、支撑物等
等。
3.9 应变度量值 当监测制程步骤(比如制造,ICT,组装)中的应变水平时,应变度量值应该用
于导出应变指南值(比如在IPC/JEDEC-9707中)。
4 数据分析和报告
数据收集完成后即可生成测试报告。4.3节阐述了推荐的报告格式。
4.1 分析要求 分析的详细信息随所采用的特定应变极限标准而异。根据应变极限标准,至少应该
给出每一被监测步骤的主应变或对角线应变(取决于评估内容)的峰值(最大值和最小值)。推荐对
角线应变和最大主应变及最小主应变都进行测量。其他的应变极限标准可能会要求计算应变率。应
变率的计算可以采用最小二乘拟合或类似的方法来涵盖所关注的范围以避免采样误差。如需获取更
多的关于应变和应变率的计算信息,请咨询仪器供应商。
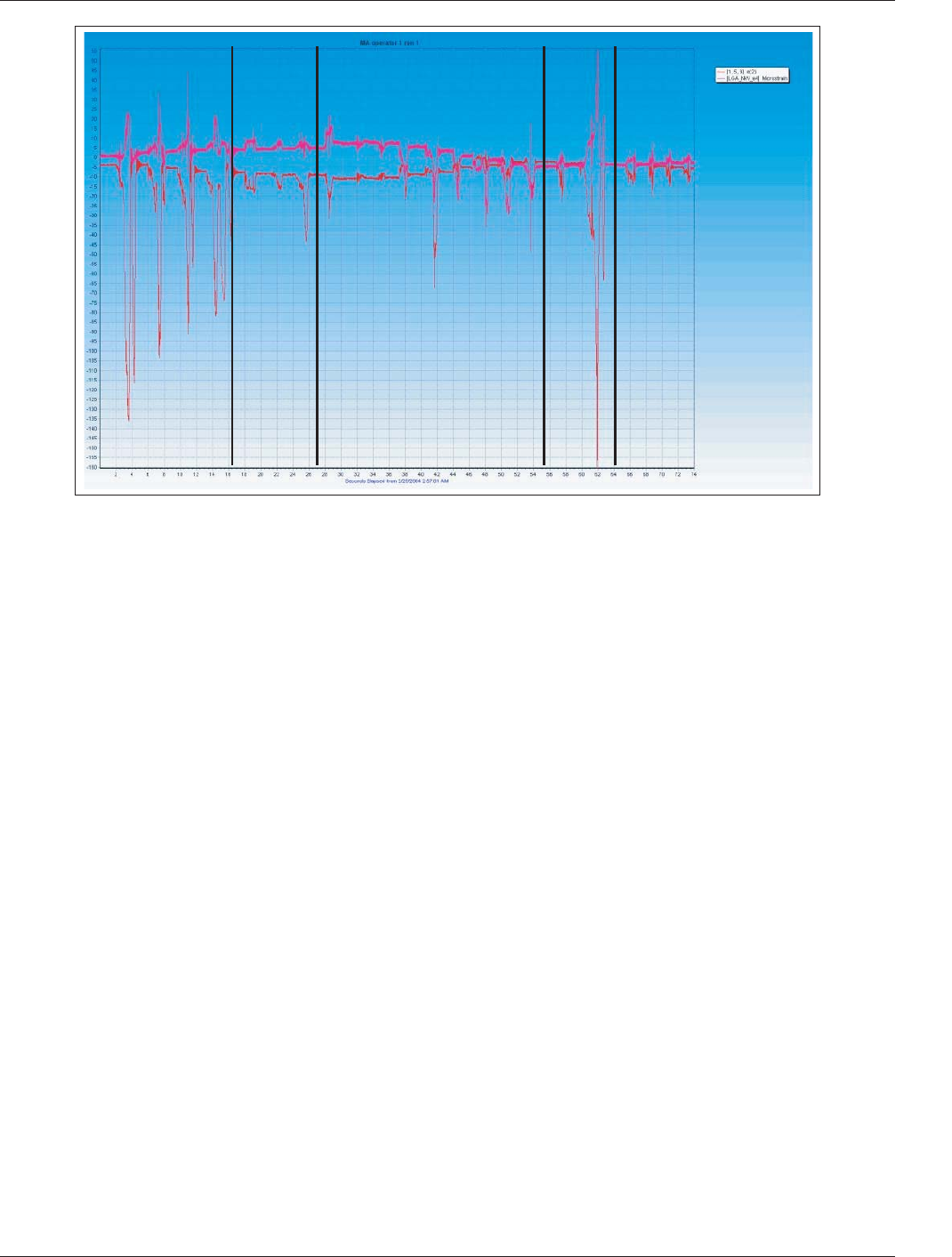
对于包含许多步骤的操作(比如系统组装),建议按照图4-1绘制应变标准极限的时间关系曲线图。
这样将有助于针对这些操作做任何必要的改变。数据分析必须强调那些超过应变极限标准的高风险
操作。如本节所定义的任何高风险区域,都应该做进一步分析。
4.2 测试频率 下列事件需要进行应变测试:
• 任何测试或组装治具上线之前
• 每当测试治具被做了可能影响应变曲线的修改时
• 每当组装过程被做了可能影响应变曲线的修改时
•制程中治具的设计验证
•定
模之前的外壳设计验证
此外,应变测试应该作为例行预防维护(PM)过程的一部分来实施。强烈建议制定预防维护方案以
确保应变曲线始终在规定的极限范围之内。
所有的测试治具,包括备用治具,都应该使用应变片进行测试。完全相同设计的治具也可以有不同
的应变曲线和应变率曲线。
2012年2月 IPC/JEDEC-9704A
15
4.3 应变测试报告模板 测试报告应当遵循下面的格式:
4.3.1 摘要 用一段话概述结果,采用“通过/失败”表格来总结测试结果。
4.3.2 简介 用一段话解释测试目的和测试的总则。
4.3.3 测试仪器和设置 用文字和图片对测试仪器做一个详细的描述。
如果实验是用于确定最佳的设置或设计,要清楚定义实验过程和分析概要。描述的细节应当列举以
下各项:
• 测试日期
• 测试板(包括元器件的特征信息,比如封装类型,焊料球节距等等,以及板厚)
•
应变片规格(包括灵敏系数)
• 应变片放置位置信息,即与被测元器件在X-Y方向上的偏移距离
•应变测量仪器
• 每个组装过程的详细信息(比如治具的版本号和编号,如果适用)
• 测试项目应当由多人多次执行,以评估变异性
4.3.4 实验结果 一个测试结果的详细总结包括以下所列举的项目:
• 重要元件的对角应变或主应变(适用的)随时间变化的曲线图(例图见图4-1)
• 关于每个评估项目(人工操作,组装,ICT等等)中的每个应变片的应变峰值和应变率值表格,见
表4-1.
A, B和C是由用户设定的应变极限。
• 为减小不可接受的应变水平而采取的步骤。
– 证明应变减小的曲线图和表格
图4-1 应变极限标准的时间关系曲线图
DIMM 插入
硬盘连接器
外部设备连接器
(例如显示器、鼠标、键盘等等)
PCI连接器
RM格式视频双孔连接器
IPC/JEDEC-9704A 2012年2月
16