N7201A412C.pdf - 第158页
NPM-D 安装篇 2.1 各部的名称和功能 Page 2-16 EJM1DC-MB-02I-00 C) 3D 传感器 ( 选购件 ) 3D 传感器设置在主体框架上, 采用激光扫描方式检测 QFP 、 SOP 全引线的共面性、 XY 位置方向, 并检测 CSP 、 BGA 的球的位置及有无。 N610063657AA
NPM-D
安装篇
2.1
各部的名称和功能
EJM1DC-MB-02I-00 Page 2-15
2.1.9
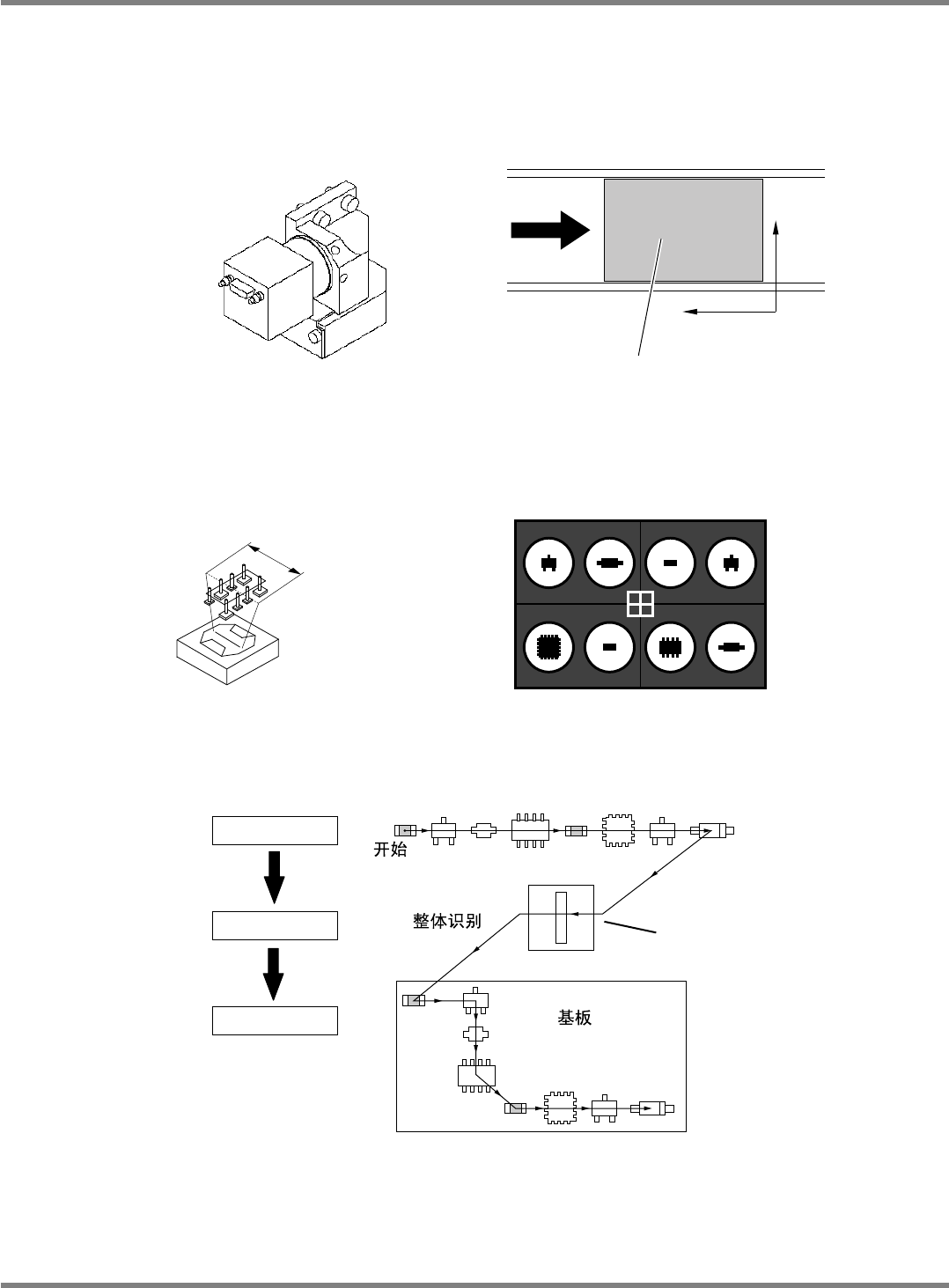
关于识别照相机
识别照相机中有吸头照相机、线性照相机、
3D
传感器。
A)
吸头照相机
吸头照相机设置在
XY
装置上,识别正确的基板位置。
Y
X
4Z4C-009E
定位基准
基板
B)
线性照相机
线性照相机设置在主体架上,进行部品
(
位置偏移、倾斜、残缺等
)
的识别。
∗
插图为
8
吸嘴吸头。
线性照相机
线性宽度
: 55 mm
4Z4C-001E
视图
识别图像
4Z4C-002E
视图
工序
在将吸头移动以横穿线性照相机的同时,一次扫描
8
个部品,并进行识别。
部品吸着
识别
实装
4Z4C-006C
线性照相机
NPM-D
安装篇
2.1
各部的名称和功能
Page 2-16 EJM1DC-MB-02I-00
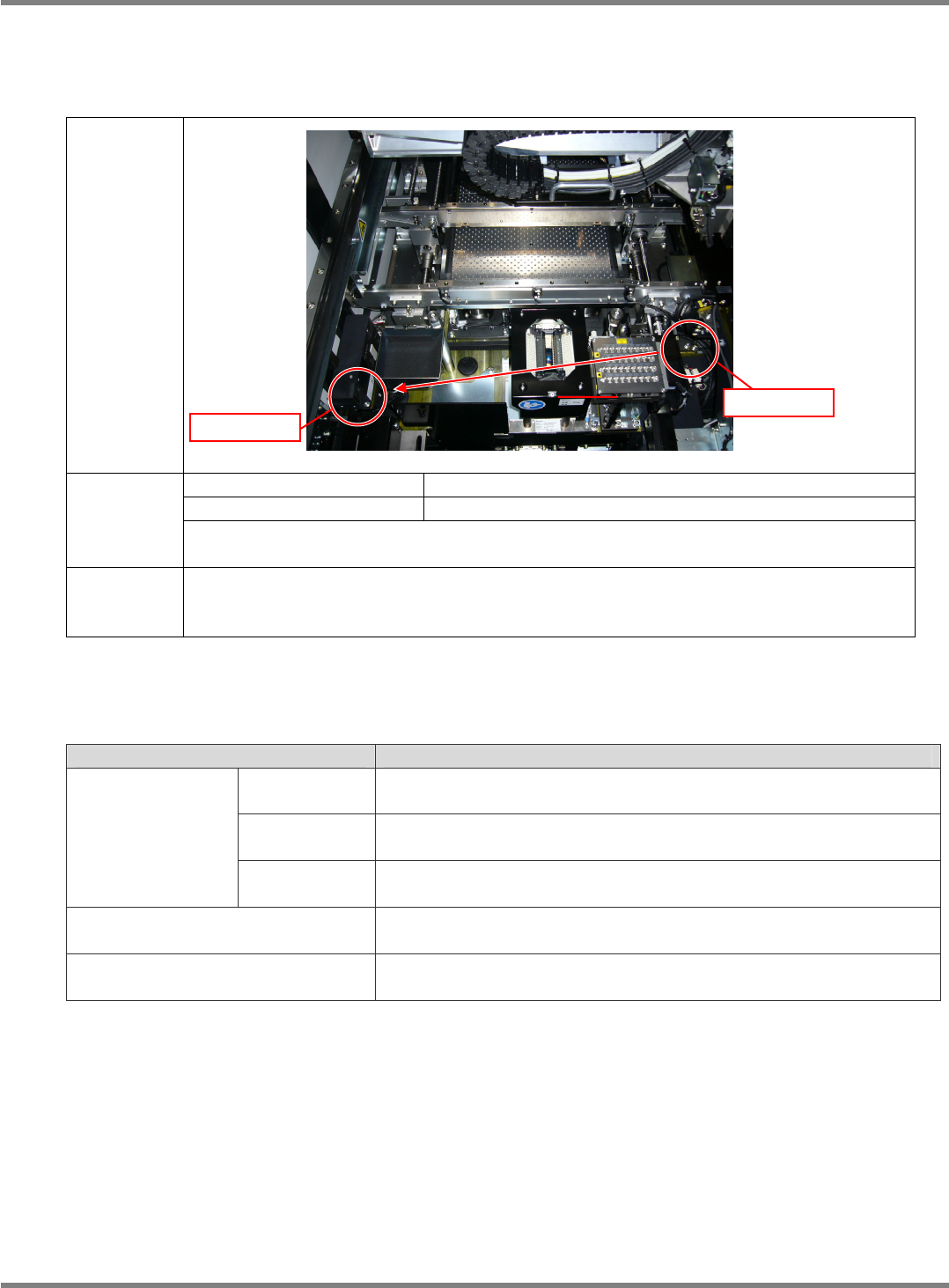
C) 3D
传感器
(
选购件
)
3D
传感器设置在主体框架上,采用激光扫描方式检测
QFP
、
SOP
全引线的共面性、
XY
位置方向,
并检测
CSP
、
BGA
的球的位置及有无。
N610063657AA
NPM-D
安装篇
2.1
各部的名称和功能
EJM1DC-MB-02I-00 Page 2-17
2.1.10
关于垂直线性照相机
(
选购件
)
测定元件的厚度,以提高贴装品质。
外观
每次
0402 R/C ~ 1608 R/C (
对角
1.8 mm)
的矩形元件
切换元件后的第一次
0402 R/C ~
对角
9.1 mm
的矩形元件
对象元件
最小厚度
0.13 mm
∗
1
检测竖起、倾斜时,元件厚度、宽度、长度中的
2
个项目之间的差异必须有
50
µ
m
以上。
功能
元件厚度测定功能
吸嘴尖端检查功能
排出检测功能
∗
1
带有垫片的吸嘴、吸嘴尖端有高低差异的吸嘴
(
例
: 205A)
不能进行测定。
垂直线性照相机的各功能如下所示。
功能
说明
每次
每次测定元件的厚度,并在吸着、贴装高度上反映出其结果。
并且同时可检查微小元件的竖起、倾斜竖起现象。
切换元件后的
第一次
厚度测定要对
“
自动运转开始后
”
、
“
元件用完检测后补充元件后
”
、
“
编带
拼接检测后
”
∗
3
、
“
芯片数据修正后
”
的吸着第
1
点进行。
元件厚度测定功能
∗
2
元件的示教
在自动运转以外的状态下,可通过
“
生产数据示教
”
-
“
芯片识别
”
按每个
元件分开进行厚度的测定及注册。
吸嘴尖端检查功能
检查吸嘴尖端高度是否有异常
(
折叠、吸嘴座平移不良
)
。
按经时补正的时间进行检查。
排出检测功能
在发生识别错误、元件带回现象时,进行元件排出后检查吸嘴尖端的附
着物。
∗
2
必须有测定时间。
∗
3
必须使用有接头检测传感器的编带供料器及接头检测用的拼接编带
(
黑色
)
。
受光侧
投光侧