N7201A412C.pdf - 第162页
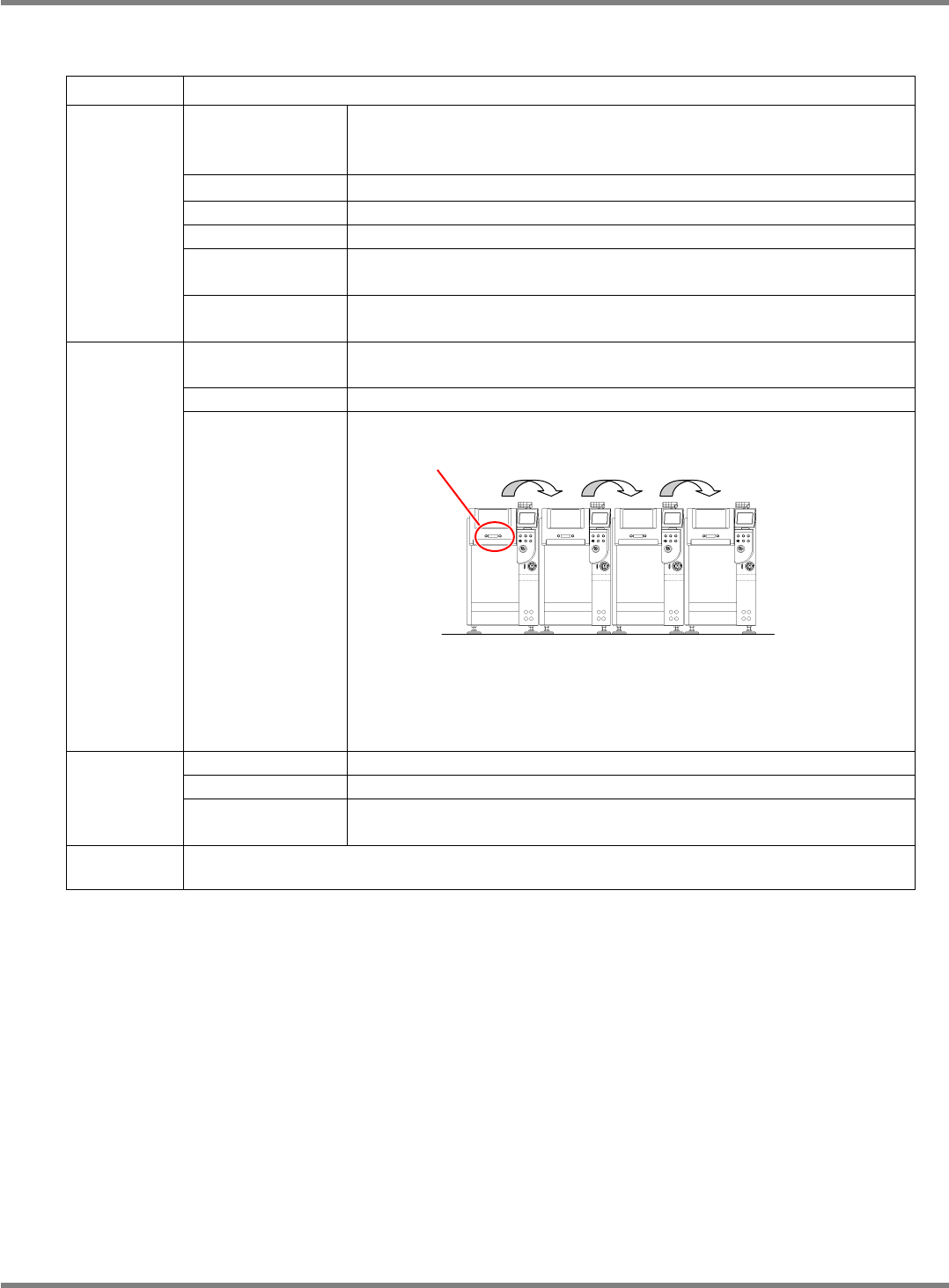
NPM-D 安装篇 2.1 各部的名称和功能 Page 2-20 EJM1DC-MB-02I-00 ∗ 1 : 以贴装头 + 贴装头的组合安装到设备上。 只在贴装头 + 贴装头组合的设备上,测量 基板弯曲以及发送数据,并 在配置了贴装头的基台上控制 贴装 高度。在贴装头 + 点胶头、检查头、无贴装头等设备 上,基板弯曲测量不在对象 范围内。 用于单轨模式时, 需要在前侧贴装头上安装高度传 感器。 用于双轨模式时, 需要在后侧贴装头上安装…
NPM-D
安装篇
2.1
各部的名称和功能
EJM1DC-MB-02I-00 Page 2-19
基板弯曲补正功能
∗
1
通过测量基板弯曲
(
高度
)
,来提高贴装品质。
外观
使用与局部基板高度补正功能相同的传感器。
基板厚度
单轨模式
: 50 mm
±
50 mm ~ 350 mm
±
590 mm
双轨模式
: 50 mm
±
50 mm ~ 350 mm
±
300 mm
∗
超出
L = 350 mm
的基板
(
需要分割实装的基板
)
,需要事先进行验证。
基板厚度
0.3 mm ~ 8.0 mm
∗
3
基板重量
最大在
1.5
kg
以下
(
基板形状不会因贴装元件而发生变化
)
基板材质
玻璃环氧
测量面材质
在铜箔
+
抗蚀面、铜箔面、丝面下,超出
1.5 mm
±
1.5 mm
的区域
(
透明、
半透明部位不在对象范围内。例
:
玻璃环氧素材面
)
对象基板
∗
2
基板弯曲量
上弯曲在
2 mm
以下、下弯曲在
2 mm
以下,且弯曲倾斜率在
0.5 %
以
下。
基板弯曲容许值检
测
当测量结果超出了容许值时,会在开始贴装前发出警告,以达到事先防
止质量不良的目的。还能够确认容许弯曲倾斜率
(%)
。
高度控制
通过测量基板整体高度
(
弯曲
)
,来控制贴装高度。
功能
测量数据的交接
将在生产线打头
NPM-D
上测量的数据交接给下游设备
∗
。
∗
NPM-D
为下游设备的对象。
当与
NPM-D
以外的设备相连接时,不能交接数据。
∗
如果弯曲形状会因每次夹紧基板而发生变化,请咨询。
测量高度
基板上面
±
4 mm (
能够测量的范围。不是基板弯曲的容许范围。
)
测量区域
需要在基板端面、缺口的
5 mm
内侧配置测量点。
测量范围
测量点
∗
5
整体弯曲补正
: 9
个点以上
(
最多
25
点
/
枚
)
图形弯曲补正
: 9
个点以上
(
最多
25
点
/
图形
)
、最多
100
个图形
测量时间
2 s
∗
在
350 mm
±
300 mm
基板、测量
9
个点时的最佳条件下
高度传感器
∗
4
NPM-D
安装篇
2.1
各部的名称和功能
Page 2-20 EJM1DC-MB-02I-00
∗
1 :
以贴装头
+
贴装头的组合安装到设备上。
只在贴装头
+
贴装头组合的设备上,测量基板弯曲以及发送数据,并在配置了贴装头的基台上控制贴装
高度。在贴装头
+
点胶头、检查头、无贴装头等设备上,基板弯曲测量不在对象范围内。
用于单轨模式时,需要在前侧贴装头上安装高度传感器。用于双轨模式时,需要在后侧贴装头上安装高度
传感器。
∗
2 :
在基板弯曲补正下,能够补正的弯曲只限端面形状为
U
字型的单纯曲面。当弯曲复杂时,可使用图形弯曲
补正来与单纯曲面相组合进行补正。因存在缝隙
(
缺口
)
的基板、薄基板的弯曲形状趋向复杂,推荐使用图
形弯曲补正。
(
参照下述说明
)
∗
3 :
当基板厚度为
0.3 mm ~ 1.0 mm
时,需要事先验证。请咨询。
∗
4 :
请在生产线打头的
NPM-D
上选择高度传感器。
∗
5 :
关于测量点的最大设定数
(
设定总数
)
,请参照
‘2.3.1
机械规格
’
。
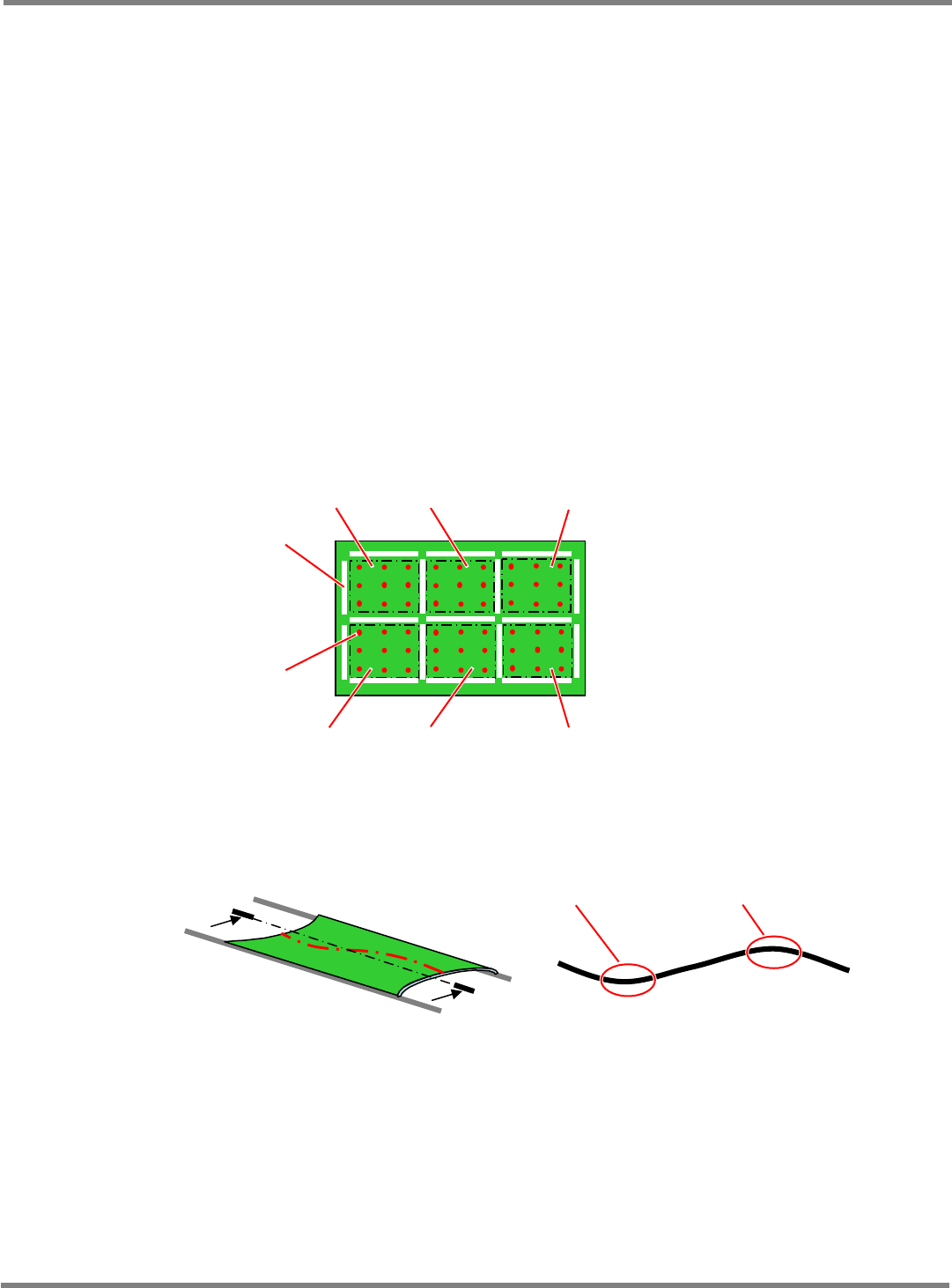
存在缝隙
(
缺口
)
的基板
存在缝隙
(
缺口
)
的基板,弯曲形状比较复杂,并具有不均匀
(
平整
)
曲面的倾向。这种基板,建议使
用图形弯曲补正。
图形弯曲补正
:
通过每个图形的测量点进行弯曲补正。
不能补正的弯曲形状
例
)
有起伏的基板
(
上弯曲和下弯曲存在相同的面,境界不分明的形状
)
图形
1
图形
2
图形
3
图形
4
图形
5
图形
6
裂缝
测量点
A
A
下弯曲
上弯曲
A
-
A
端面
NPM-D
安装篇
2.2
实装的结构
EJM1DC-MB-02I-00 Page 2-21
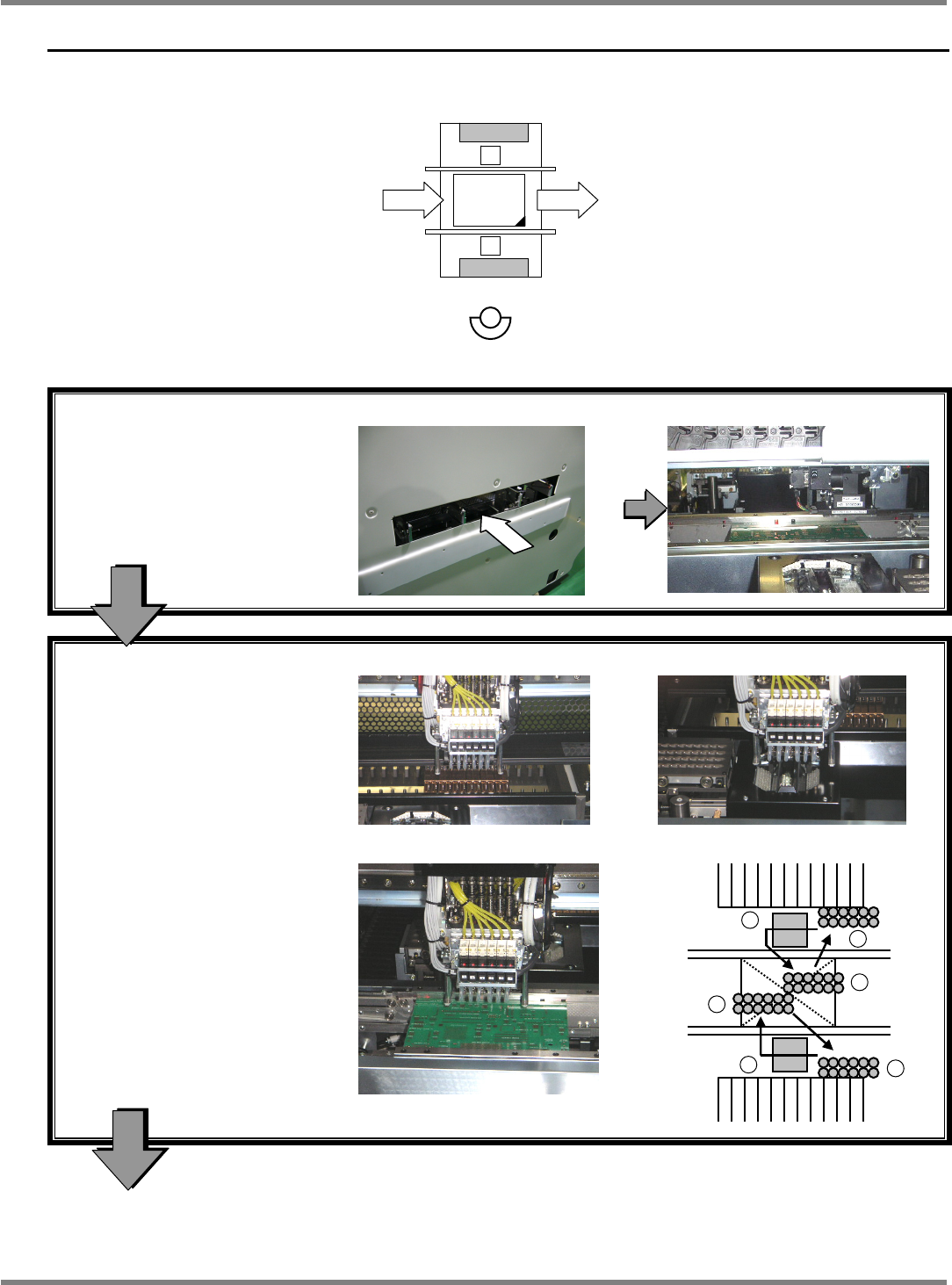
2.2
实装的结构
机器动作位置
∗
图片为
12
吸嘴吸头。
1.
基板搬入
从前工序搬入
固定基板,进行基板识别
把从前工序搬出的基板搬入,并固定
在基板支座上。
image003
image005
2.
部品实装
吸着部品
识别部品
通过
2
台移载吸头,高速实装部品。
image007
image009
交替实装
实装部品
在一台吸头进行
“
识别
”
→
“
实装
”
的同
时,在另一台吸头上进行
“
吸着
”
→
“
识别
”
。
粘着剂点胶
将移载吸头与点胶头更换后,即可以
进行
“
粘着剂点胶
”
和
“
实装
”
。
image011
3.
至基板搬出
前侧工作台
后侧工作台
4
3
5
5
4
3