N7201A412C.pdf - 第172页
NPM-D 安装篇 2.3 装置的规格 Page 2-30 EJM1DC-MB-02I-00 是托盘供料器规格时 1. 连接托盘供料器时 2. 连接交換台车时 ( 单位 : mm) 2728 1787 941 前面 交换台车 1207 864 1711 交换台车 前面 2683 1742 941 1207 864 1711 托盘供料器主体 交换台车
NPM-D
安装篇
2.3
装置的规格
EJM1DC-MB-02I-00 Page 2-29
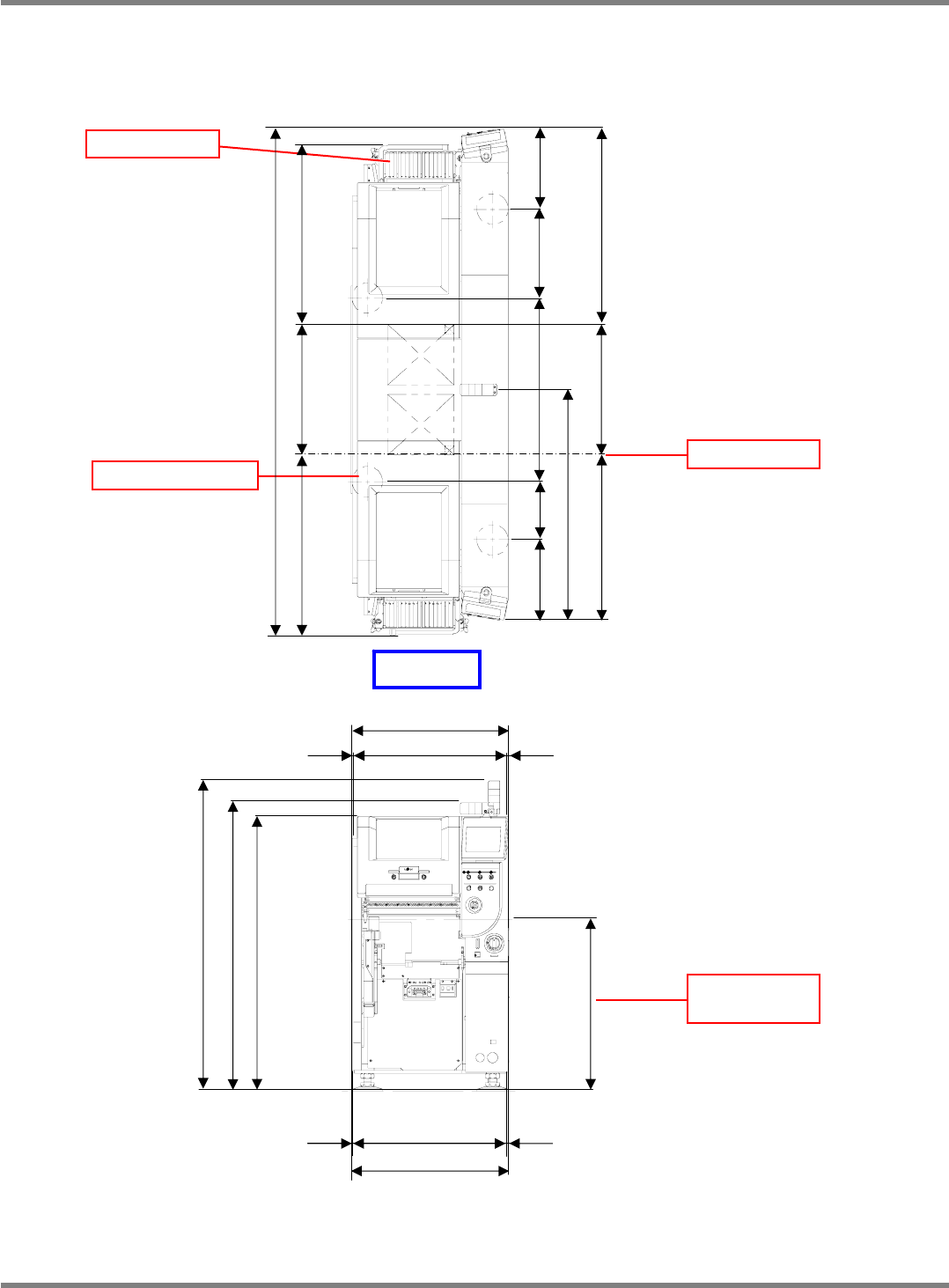
2.3.4
外形尺寸
是交換台车规格时
(
单位
: mm)
前面
基准
基板搬送高度
900
2652
686 941
421 964 305 420
1207
864
1025
820 (
盖的外形
)
830 (
传送带宽度
)
5
820
835 (
主体
)
7
1444
1514 (
横向放置信号塔时
)
900
8
1629 (
纵向放置信号塔时
)
调整螺栓
5
交换台车
941
686
NPM-D
安装篇
2.3
装置的规格
Page 2-30 EJM1DC-MB-02I-00
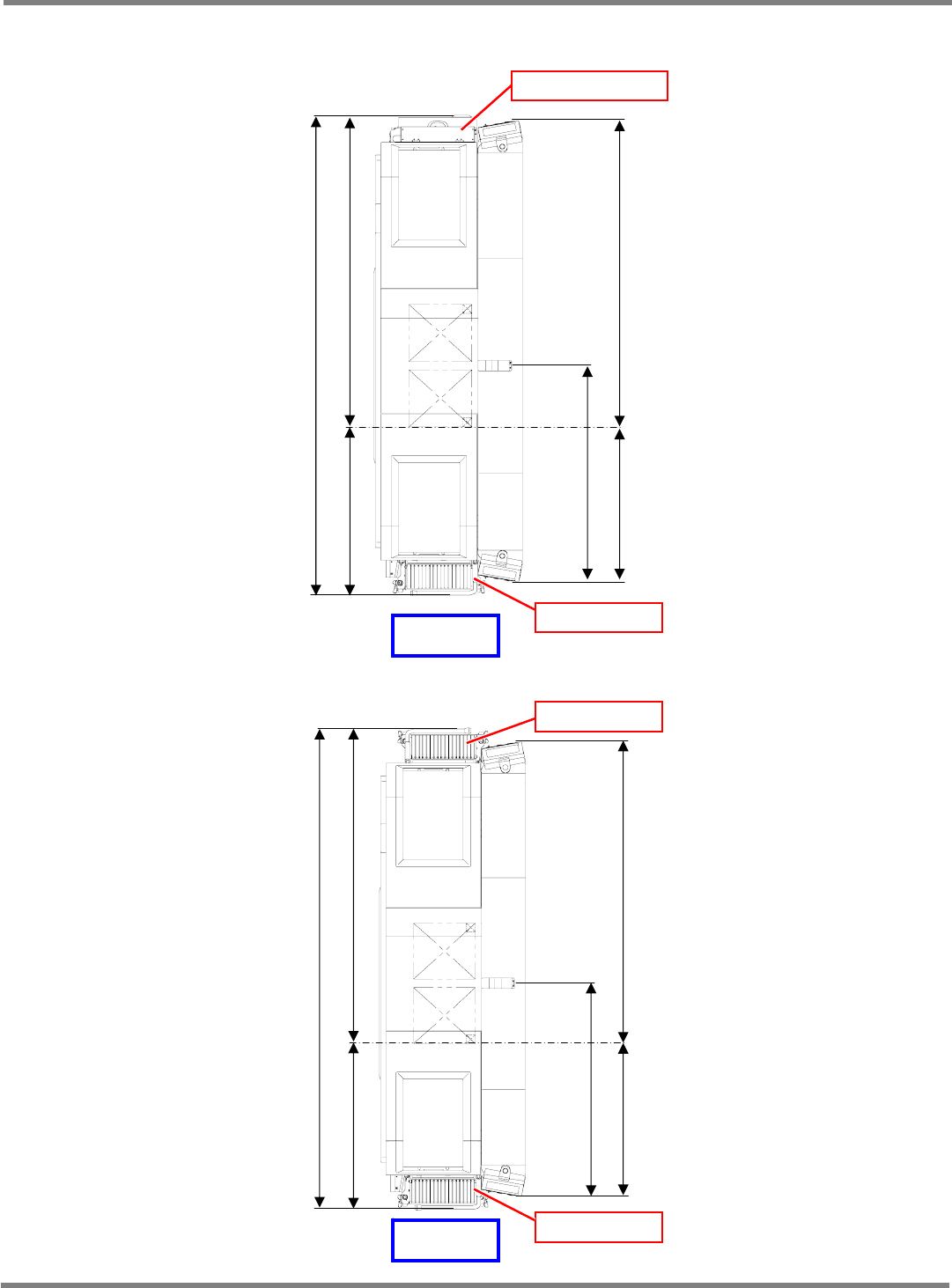
是托盘供料器规格时
1.
连接托盘供料器时
2.
连接交換台车时
(
单位
: mm)
2728
1787
941
前面
交换台车
1207
864
1711
交换台车
前面
2683
1742
941
1207
864
1711
托盘供料器主体
交换台车

NPM-D
安装篇
2.3
装置的规格
EJM1DC-MB-02I-00 Page 2-31
2.3.5
实装模式
单轨
交替实装模式
形态
动作
贴装头交替动作,进行生产。
双轨
通过双轨前后贴装头的动作形态,有
3
种实装模式。
交替实装模式
交替
(
前
/
后
)
实装模式
独立实装模式
形态
动作
各贴装头对两条轨道的基板
进行生产。
贴装头交替动作,一条轨道
的生产完成后,进行另一条
轨道的生产。
<交替前实装模式>
使用前后的贴装头,只对前轨道的基板进
行生产,对后轨道的基板不进行生产。
<交互后实装模式>
使用前后的贴装头,只对后轨道的基板进
行生产,对前轨道的基板不进行生产。
各贴装头对各轨道的生产基板进行独立生
产。
前贴装头
:
前轨道的生产
后贴装头
:
后轨道的生产
特长
将基板传送损失减少到最
低。
各轨道的生产可以开始以及停止。
各轨道的生产可以开始以及停止。
由于贴装头的交替动作,无需贴装头待机
(
等待另一个贴装头的动作
)
,所以可以提
高生产率。
∗
∗
根据基板尺寸不同,也有可能需要工作
头待机的情况。
机种切换
停止设备运转,进行各轨道
的机种切换。
跳过基板生产中,可以对停止中的轨道进
行机种切换
(
切换生产数据、更换台车、更
换托盘箱
)
。
一侧生产中,可以对停止中的轨道进行机
种切换
(
切换生产数据、更换台车
)
。
∗
独立实装模式、交替
(
前
/
后
)
实装模式,只对贴装头规格有效。
A
B
A
B
A
B