卧式standard头部.pdf - 第58页
Page 56 T50090901 Rev . F V/S Standard Insertion Head Assembly This Document Supports Assembly 50090901 Rev. D Com pre ssion Spring Sh ould er S crew Spr i ng Supp or t Key Pivot Sh af t Eccentric Bushing Socket Head Cap…
Page 55
V/S Standard Insertion Head Assembly T50090901 Rev. F
This Document Supports Assembly 50090901 Rev. D
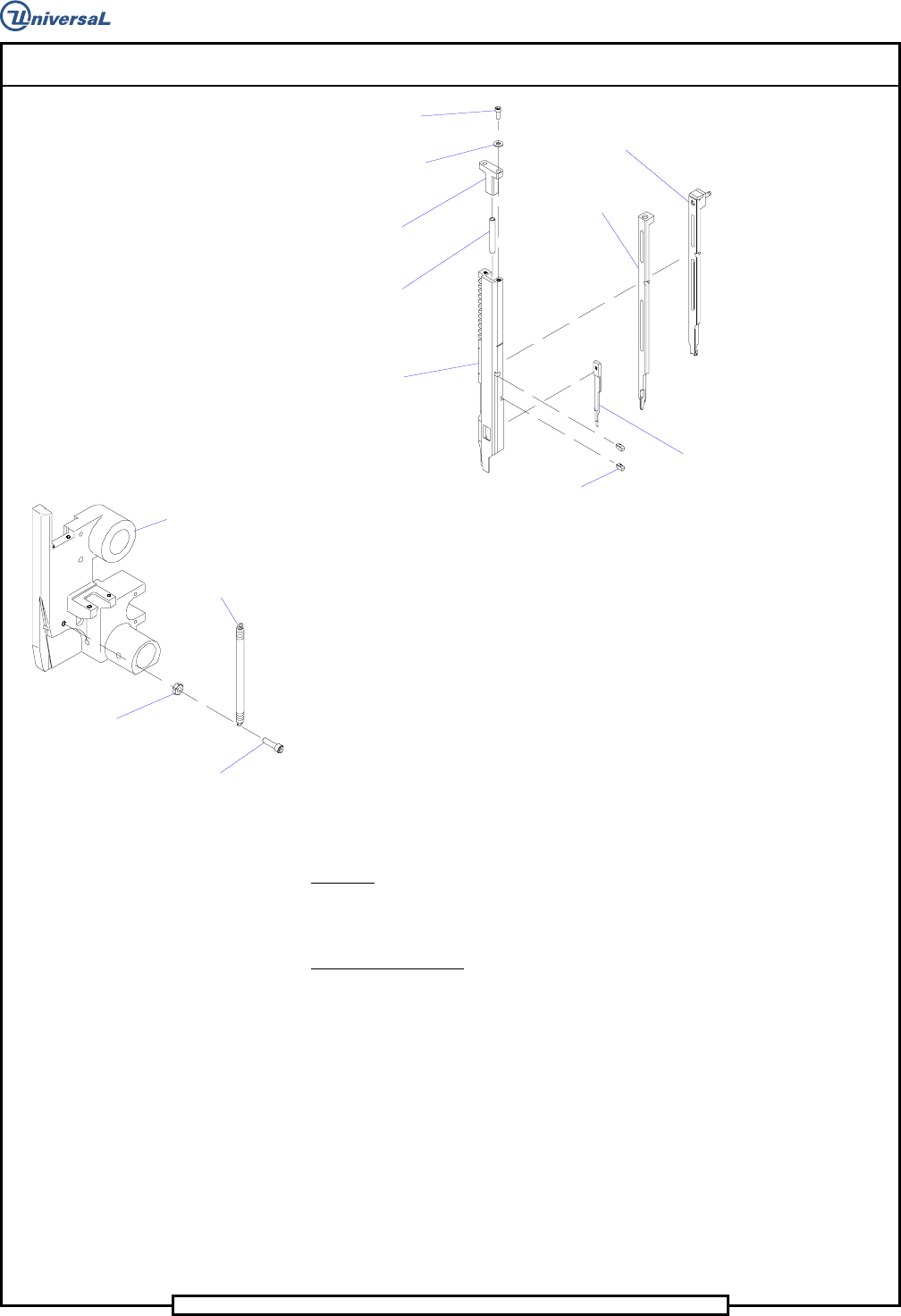
Shear Blade
Outside
Former
Driver Tip
Detents
Driver Body
Compression
Spring
S
pring Holder
Flat Washer
Socket Head
Cap Screw
17. Using Loctite 222 on the threads of the 8-32 x 5/8 socket head cap
screw, install the cap screw, one end of the extension spring and hex
nut into the housing. Do not attach the other end of the spring at this
time.
Hex Nut
Socket Head
Cap Screw
Tooling
Housing
Extension
Spring
18. Place the assembled tooling aside, it will be installed into the tooling
housing during the insertion head assembly procedure.
19. Assemble the opposite side tooling housing assembly as detailed
above then set both assemblies aside.
End of procedure.
Centering Assembly
Purpose:
The following procedure presents the steps required for centering assembly.
Assembly Procedure:
1. Using Loctite 222 on the threads of the two 4-40 x 5/16 socket flat
head screws, install the centering inserts to the centering fingers using
the flat head screws and hex nuts. Clean screws with primer N, before
applying loctite.
2. Install a radial bearing in each centering finger. Slide the finger pivot
pin through the centering finger and radial bearing, then secure them
in position using the retaining rings.
3. Position the centering fingers, pinion pin, and compression springs in
the centering housing so the compression springs engage the indents
in the fingers and the housing. Apply Magnalube to the finger shafts
and pivot areas of both centering fingers, then insert the shafts into the
housing so they engage the centering fingers.
Page 56
T50090901 Rev. F V/S Standard Insertion Head Assembly
This Document Supports Assembly 50090901 Rev. D
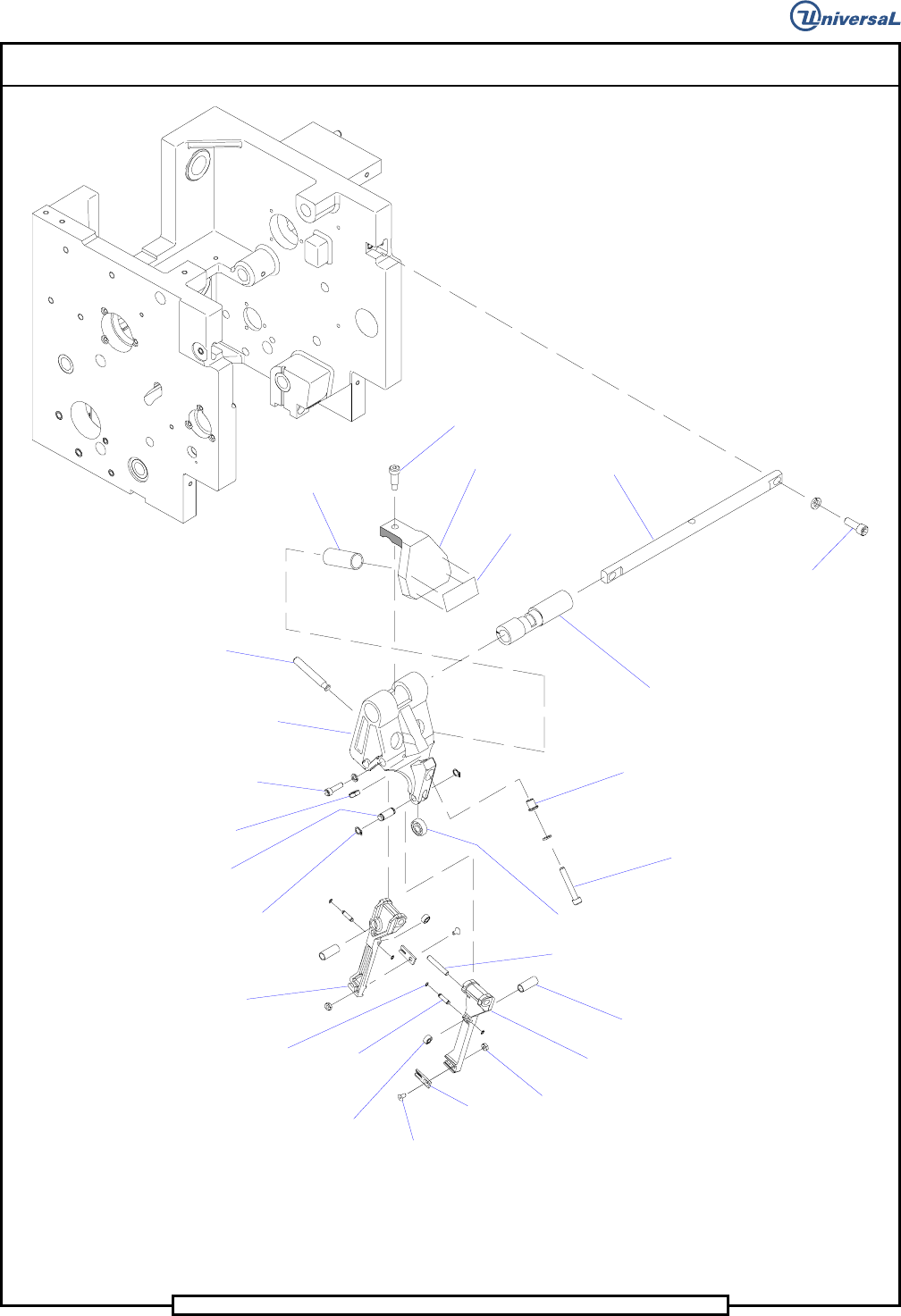
Compression
Spring
Shoulder Screw
Spring Support
Key
Pivot Shaft
Eccentric
Bushing
Socket Head
Cap Screw
Bushing
Socket Head
Cap Screw
Radial Bearing
Radial Bearing
Compression
Spring
Centering
Finger RH
Centering
Finger LH
Hex Nut
Centering
Insert
Socket Flat
Head Screw
Finger
Pivot Pin
Retaining
Ring
Retaining
Ring
Follower
Pin
Hex Nut
Socket Head
Cap Screw and
Lock Washer
Centering
Housing
Finger
Shaft
Pinion Pin
Do Not Grease
Leadscrew
Label
Page 57
V/S Standard Insertion Head Assembly T50090901 Rev. F
This Document Supports Assembly 50090901 Rev. D
4. Apply Loctite 222 on the threads of the 2 8-32 x 5/8 socket head cap
screws. Using the cap screws and split lock washers, secure the finger
shafts and centering fingers to the centering housing. Ensure that the
centering fingers move freely.
5. Install the radial bearing in the centering housing. Slide the follower
pin through the housing and radial bearing then secure them in position
using the retaining rings.
6. Insert the bushing into the centering housing. Slide the hex nut in the
gap in the housing then install the 10-24 x 1 1/4 socket head cap screw
and lock washer through the bushing in the housing. Secure the cap
screw through the hex nut and into the housing. This will be used for
the centering assembly set up.
7. Apply Magnalube to the eccentric bushing and insert the bushing into
the centering housing. Slide the pivot shaft in to the eccentric until the
hole in the shaft appears at the cutout in the eccentric.
8. Apply Magnalube to the contact point in the spring support key. With
the compression springs engaging the indents in the spring support
key and the centering housing, secure the spring support key to the
pivot shaft using the shoulder screw.
9. Place the assembled centering assembly aside, it will be installed into
the insertion head during the insertion head assembly procedure.
End of procedure
Head Assembly
Assembly Procedure:
1. Using Loctite 222 on the threads of six 8-32 x 3/8 socket button head
screws, install the ball bearing clamps into the counter bores of the
casting. Secure each bearing clamp in place with the button head
screws.
2. Install the spring plunger in the pinion shaft then partially install the
pinion shaft into the left side of the housing.
3. Slide centering driver pulley, timing belt, a locknut and locking ele-
ment on the pinion shaft.
CAUTION
The locking elements must be properly installed to correctly lock the
pinion in position. Failure to properly install the locking elements can
cause damage to the drive mechanism and failure of the machine to
properly insert components.