卧式standard头部.pdf - 第60页
Page 58 T50090901 Rev . F V/S Standard Insertion Head Assembly This Document Supports Assembly 50090901 Rev. D Loc k nut Pinion Pin i on l oc at ion gr oo ve Loc k n ut Loc king el eme nt Loc ki ng el eme nt NOT E The pi…
Page 57
V/S Standard Insertion Head Assembly T50090901 Rev. F
This Document Supports Assembly 50090901 Rev. D
4. Apply Loctite 222 on the threads of the 2 8-32 x 5/8 socket head cap
screws. Using the cap screws and split lock washers, secure the finger
shafts and centering fingers to the centering housing. Ensure that the
centering fingers move freely.
5. Install the radial bearing in the centering housing. Slide the follower
pin through the housing and radial bearing then secure them in position
using the retaining rings.
6. Insert the bushing into the centering housing. Slide the hex nut in the
gap in the housing then install the 10-24 x 1 1/4 socket head cap screw
and lock washer through the bushing in the housing. Secure the cap
screw through the hex nut and into the housing. This will be used for
the centering assembly set up.
7. Apply Magnalube to the eccentric bushing and insert the bushing into
the centering housing. Slide the pivot shaft in to the eccentric until the
hole in the shaft appears at the cutout in the eccentric.
8. Apply Magnalube to the contact point in the spring support key. With
the compression springs engaging the indents in the spring support
key and the centering housing, secure the spring support key to the
pivot shaft using the shoulder screw.
9. Place the assembled centering assembly aside, it will be installed into
the insertion head during the insertion head assembly procedure.
End of procedure
Head Assembly
Assembly Procedure:
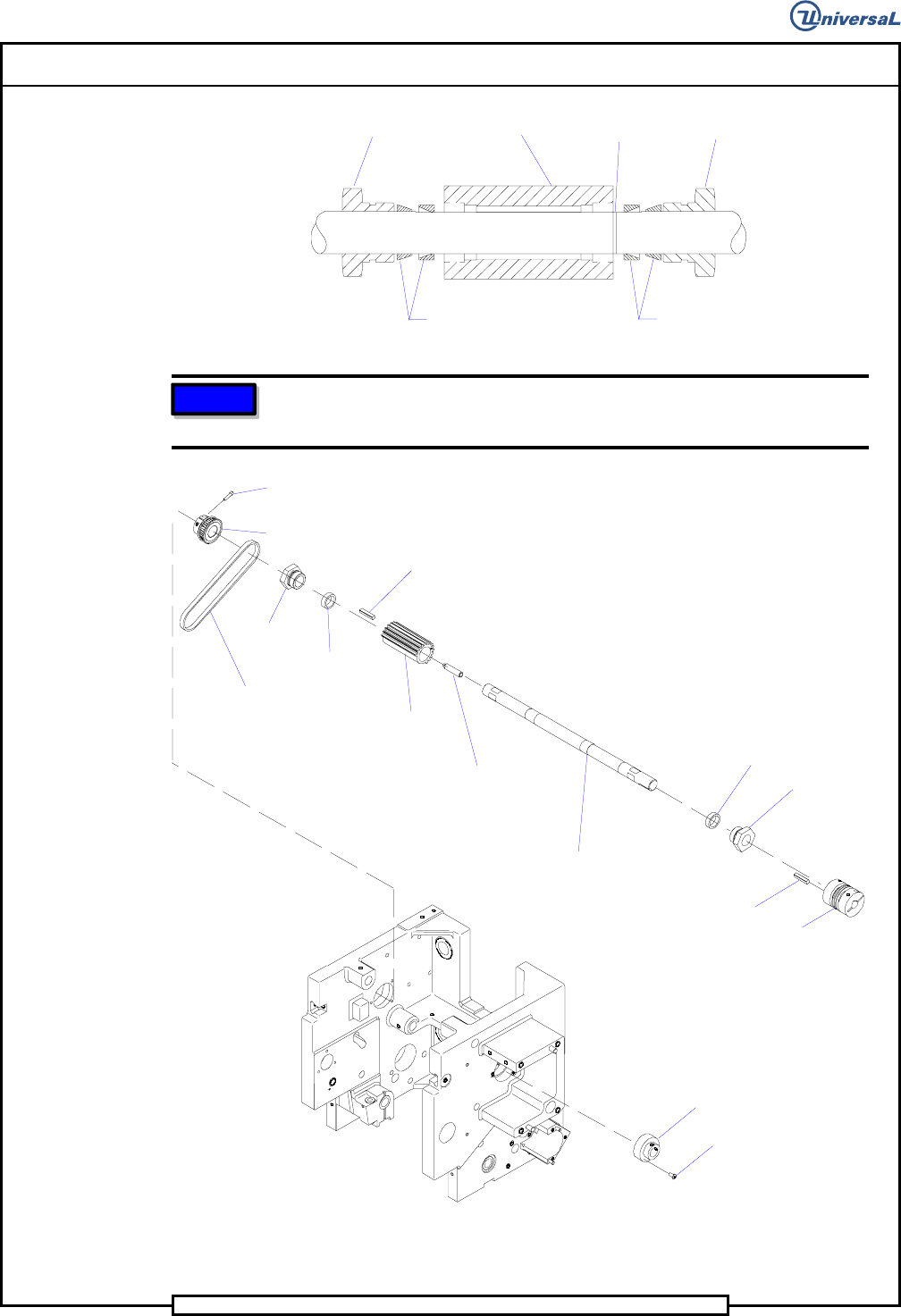
1. Using Loctite 222 on the threads of six 8-32 x 3/8 socket button head
screws, install the ball bearing clamps into the counter bores of the
casting. Secure each bearing clamp in place with the button head
screws.
2. Install the spring plunger in the pinion shaft then partially install the
pinion shaft into the left side of the housing.
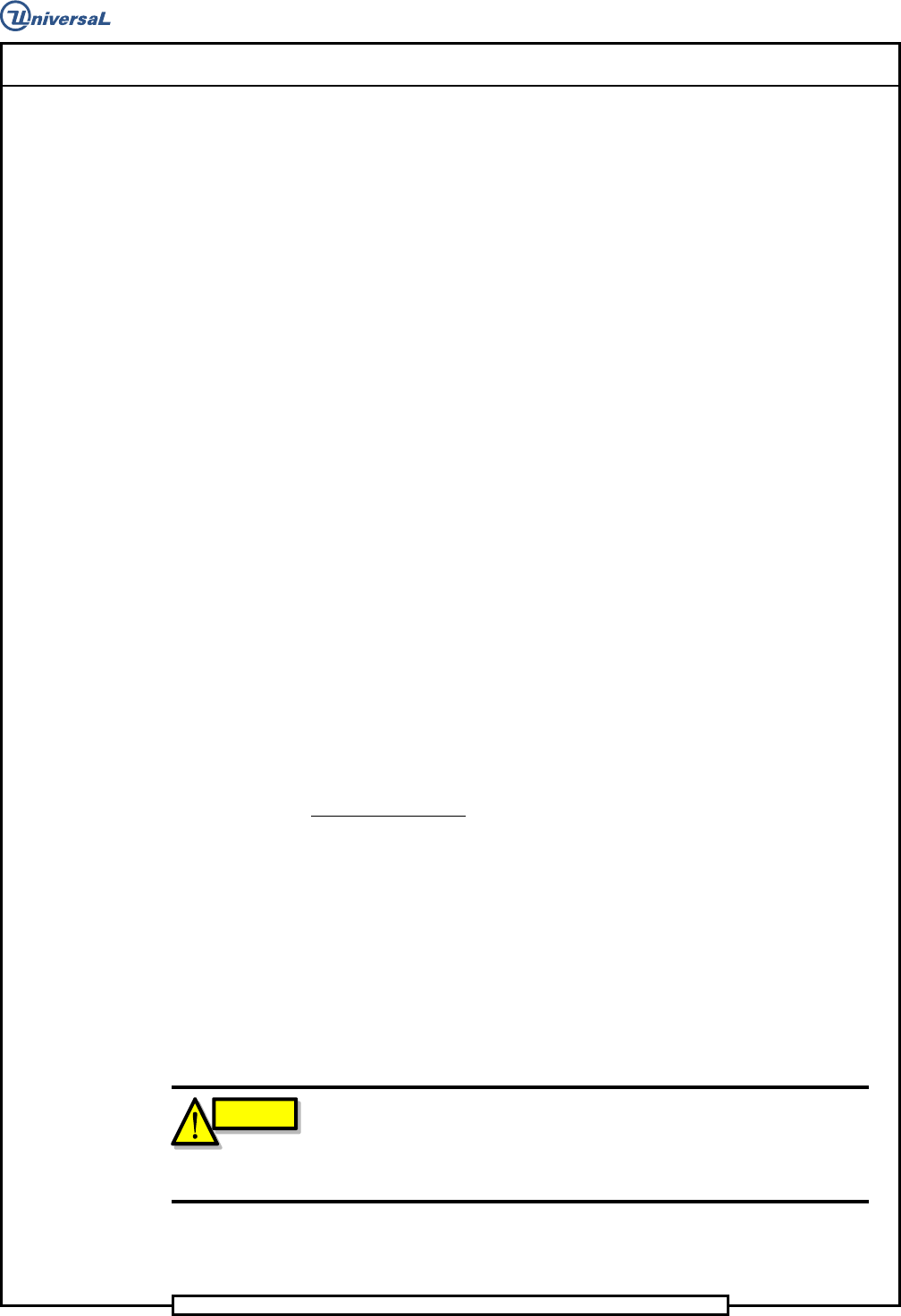
3. Slide centering driver pulley, timing belt, a locknut and locking ele-
ment on the pinion shaft.
CAUTION
The locking elements must be properly installed to correctly lock the
pinion in position. Failure to properly install the locking elements can
cause damage to the drive mechanism and failure of the machine to
properly insert components.
Page 58
T50090901 Rev. F V/S Standard Insertion Head Assembly
This Document Supports Assembly 50090901 Rev. D
Lock nut
Pinion
Pinion location
groove
Lock nut
Locking
element
Locking
element
NOTE
The pinion has an R on one end. The end marked R must be installed
on the shaft toward the right side of the insertion head assembly.
Locknut
Ball Bearing
Clamp
Socket Button
Head Screw
Spring Plunger
Pinion Shaft
Pinion
.190 Key
Locking
Element
Locking
Element
Locknut
Timing Belt
Socket Head
Cap Screw
Centering Driver
Pulley
Coupling
.190 Key
Page 59
V/S Standard Insertion Head Assembly T50090901 Rev. F
This Document Supports Assembly 50090901 Rev. D
4. Apply a light coating of Magnalube on the teeth of pinion, then place
a .190 key into the keyway on the shaft. Slide the pinion over the key
while ensuring the R stamped on the end of the pinion is on the right
side of the shaft. Slide another locking element and locknut into posi-
tion on the shaft.
5. Continue to slide the assembled shaft into the housing until the ends
extend equally from the outer surfaces of the bearings. Tighten the set
screws of the ball bearing clamp onto the flats of the pinion shaft.
6. Use the 1-1/8 inch wrench (47146101) to hold the left hand nut on the
pinion and apply 100 in-lbs of torque to the hex end of the pinion drive
shaft. Repeat this step for the right hand nut on the pinion.
7. Install the two 6-32 x 1/2 socket head cap screws in the centering
driver pulley but do not tighten at this time. The driver pulley will be
aligned with the driven pulley later.
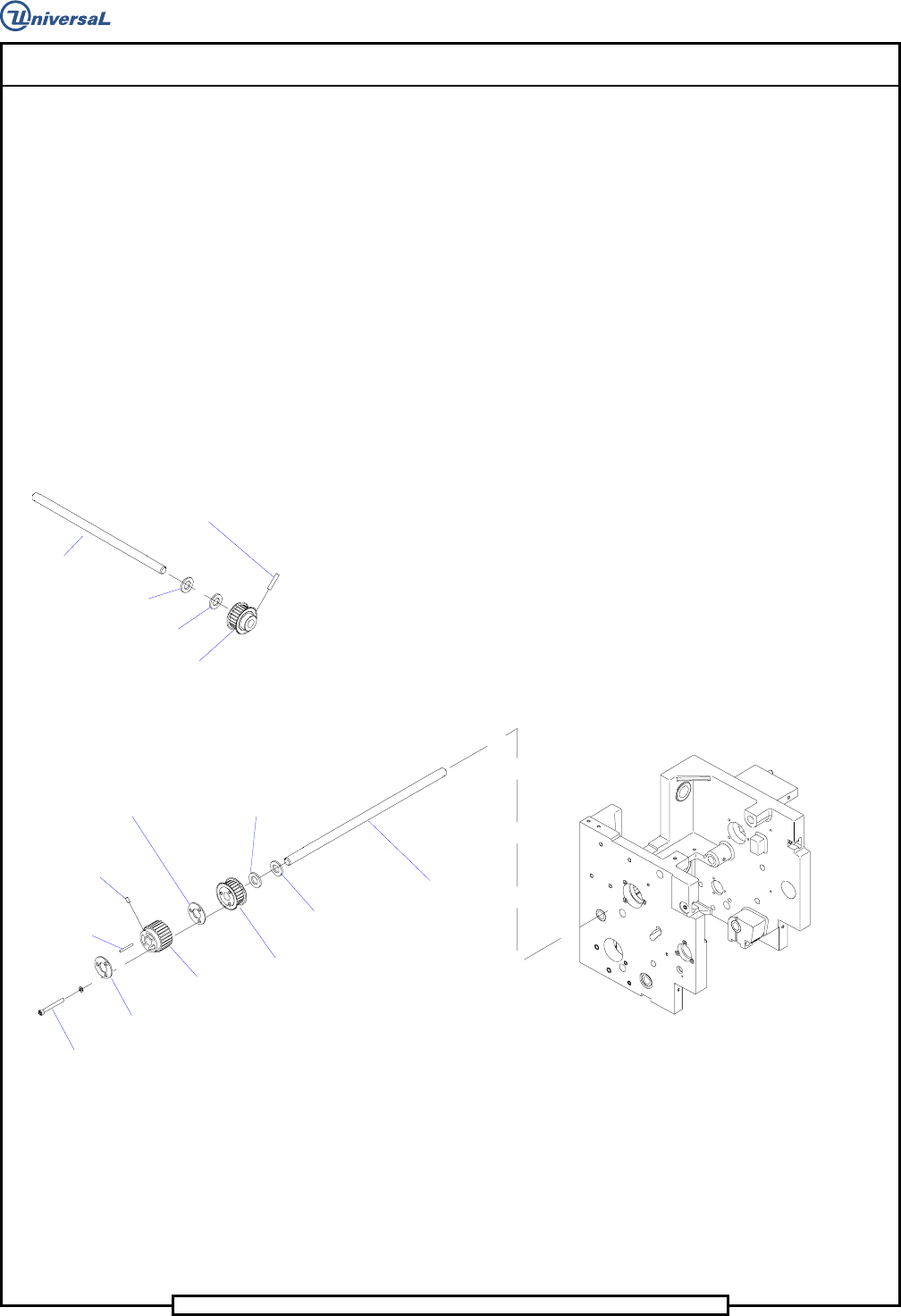
Thrust Washer
Gear Belt Pulley
Spring Pin
Shaft
Thrust Bearing
8. Install the coupling and a .190 key on the right end of the pinion shaft.
Use Loctite 222 on the threads of the screw in the left side of the cou-
pling, and tighten the screw to secure the coupling to the drive shaft.
9. Install the thrust bearing, thrust washer and gear belt pulley on the end
of the shaft. Align the hole in the shaft with the hole in the pulley, then
secure the pulley to the shaft using a .187 x 1.00 spring pin.
10. Slide the shaft assembly into the right side of the housing and fully
through the housing so the thrust bearing contacts the housing.
Set Screw
.125 Key
Socket Head
Cap Screw
Gear Belt
Pulley
Gear Belt
Pulley
Plate Washer
Plate Washer
Thrust
Bearing
Shaft
Thrust
Washer
11. On the other end of the shaft, install a thrust bearing, thrust washer,
gear belt pulley, plate washer, gear belt pulley, .125 key, and plate
washer. Secure the parts on the shaft using 3 10-24 x 1 3/4 socket head
cap screws and split lock washers.
12. Using Loctite 222 on the threads of the 8-32 x 3/8 set screw, secure the
gear belt pulley to the shaft using the set screw. All side play should
be eliminated.