Hybridklemmung mit Vakuumabfrage (Funktionsbeschreibung).pdf - 第25页
Funktionsbeschreibung Hybr idklemmung mit Vakuumabfrage Ausgabe 02/2006 25 Einstellp arameter für die digit ale Halbbrückenkarte 1 1 Parametersatz 0 1 OFF 2 OFF 1 1 ON 2 OFF 2 1 OFF 2 ON 3 1 OFF 2 ON Seite 1 MB 1 Endwert…
Funktionsbeschreibung Hybridklemmung mit Vakuumabfrage
Ausgabe 02/2006
24
1.7 Programmierung Opticon Barcode-Leser
Netzteil am Barcode-Leser anschliessen. Der Barcode sollte nun aktiv sein. Falls Scannerdioden
nicht leuchten, wurde bereits Trigger programmiert. Dieser kann durch brücken von PIN 7
(Ground) und PIN 11 (Trigger) im Stecker umgangen werden. 1
Jede Seite nach folgendem Schema programmieren: Erst SET - Barcode, dann Parameter - Bar-
code und zum Schluss END - Barcode. 1
1
1
1
Wichtig: Stecken Sie erst den Barcode-Leser an und erst dann den Netzstecker ein! 1
1
1
1
1.8 Einstellungen
1.8.1 Einstellung der Geschwindigkeit der Transportbänder
Die digitale Halbbrückenkarte in der Transportsteuerung ist mittels Parametrier-Software (Art.Nr.:
00332468-xx) auf 4 Parameter-Sätze zu programmieren (bzw.ist von München vorprogrammiert).
Dadurch läßt sich die Eingabegeschwindigkeit über 4 Stufen von OffOff (schnell) bis OnOn (lang-
sam) reduzieren. 1
1
1
1
1
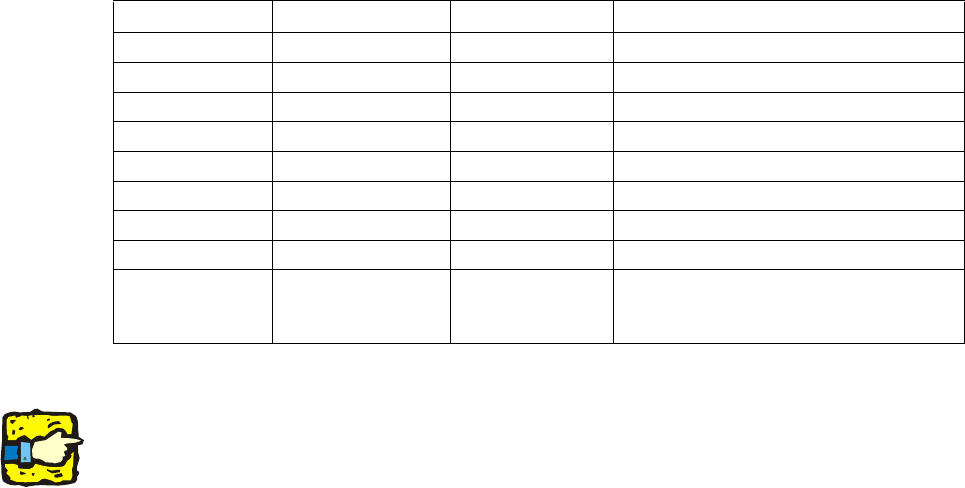
Reihenfolge
Seite Parameter Kommentar
1 U11 U2 RS232
2 U27 K6 9600 baud
3 U29 L1 / L2 / L5 8 data bits / no Parity / 1 stop bit
4 U60 A2 Code 39 only
5 U108 + U128 RY 1B Prefix all codes +STx
6 U111 + U129 RZ 1M 1J Suffix all codes +CR+LF
7 U135 SØ Single read
8 U143 Y6 6 second read time
9
U135 S8 Enable Trigger
!Immer als letztes Programmieren!
Danach ist Trigger aktiv!
Funktionsbeschreibung Hybridklemmung mit Vakuumabfrage
Ausgabe 02/2006
25
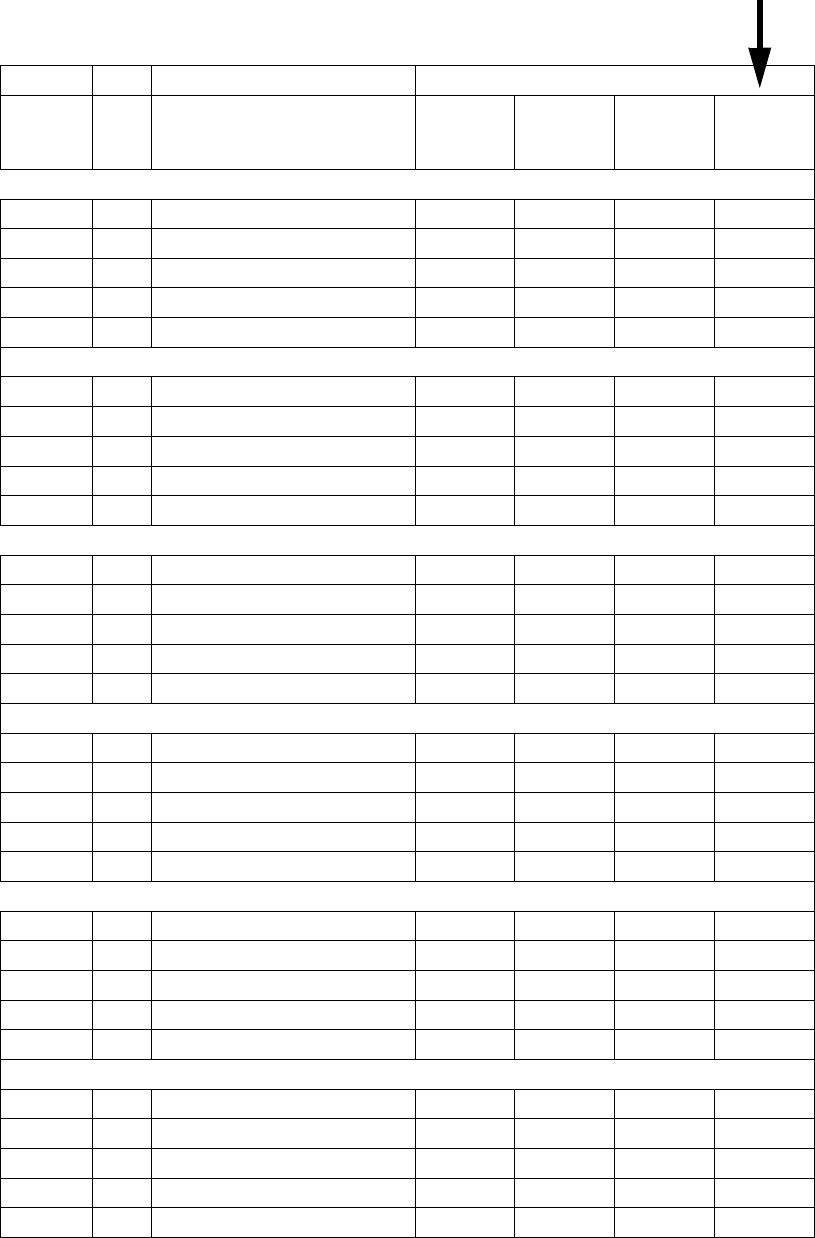
Einstellparameter für die digitale Halbbrückenkarte 1
1
Parametersatz
0
1 OFF
2 OFF
1
1 ON
2 OFF
2
1 OFF
2 ON
3
1 OFF
2 ON
Seite 1
MB 1 Endwert langsam 100 100 100 100
MB 1 Endwert schnell 255 255 255 255
MB 1 Anfahrrampe 0 0 0 0
MB 1 Bremsrampe 0 0 0 0
MB 1 max. Bremsweg (mm) 0 0 0 0
AB 1 Endwert langsam 255 255 255 255
AB 1 Endwert schnell 255 255 255 255
AB 1 Anfahrrampe 0 0 0 0
AB 1 Bremsrampe 0 0 0 0
AB 1 max. Bremsweg (mm) 0 0 0 0
Seite 2
EB 1 Endwert langsam 100 100 100 100
EB 1 Endwert schnell 255 220 180 150
EB 1 Anfahrrampe 0 0 0 0
EB 1 Bremsrampe 0 0 0 0
EB 1 max. Bremsweg (mm) 0 0 0 0
MB 2 Endwert langsam 100 100 100 100
MB 2 Endwert schnell 255 255 255 255
MB 2 Anfahrrampe 0 0 0 0
MB 2 Bremsrampe 0 0 0 0
MB 2 max. Bremsweg (mm) 0 0 0 0
Seite 3
AB 2 Endwert langsam 255 255 255 255
AB 2 Endwert schnell 255 255 255 255
AB 2 Anfahrrampe 0 0 0 0
AB 2 Bremsrampe 0 0 0 0
AB 2 max. Bremsweg (mm) 0 0 0 0
EB 2 Endwert langsam 100 100 100 100
EB 2 Endwert schnell 255 220 180 150
EB 2 Anfahrrampe 0 0 0 0
EB 2 Bremsrampe 0 0 0 0
EB 2 max. Bremsweg (mm) 0 0 0 0
Funktionsbeschreibung Hybridklemmung mit Vakuumabfrage
Ausgabe 02/2006
26
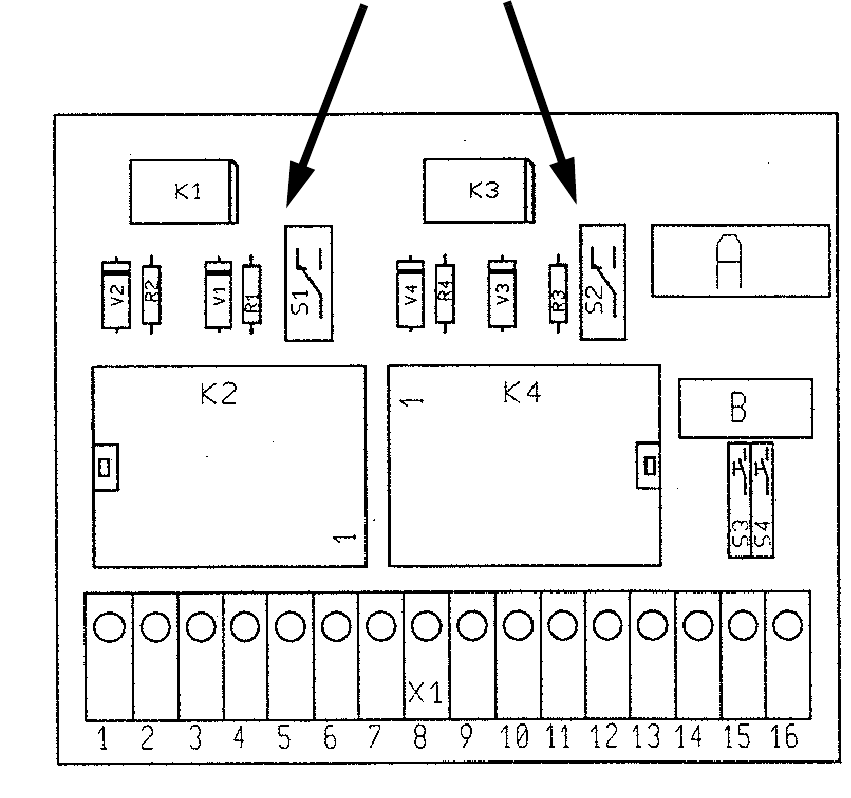
1.8.2 Einstellung Verzögerung Hubtisch und Eingabeband
Diese Verzögerungen werden über die Steuerung Vacuum Tooling eingestellt: 1
K2 bestimmt die Verzögerung des Hubtisches (Einstellung: ca. 0,5 sec).
Das Vakuum muss abgebaut sein, erst dann darf sich der Hubtisch absenken. 1
K4 bestimmt die Nachlaufzeit des Eingabebandes (Einstellung: ca. 0,7 sec). Die Nachlaufzeit
stellt sicher, daß die Leiterplatte die Stopperposition erreicht. 1
Die Einstellung erfolgt auf der Baugruppe mittels Potis. 1
1
Hubtisch
ca. 0,5 sec
Schalter in Stellung 2:
Verzögerungsrelais aktiv
2
1
2
1
Eingabeband
ca. 0,7 sec