Betriebsanleitung_HF3_14_de.pdf - 第206页
Die Eigenschaften einer Transportspur anzeigen ü Die Eigenschaften der Lötgutverfolgung einer Transportspur anzeigen: 1. Im Rahmen links den Radiobutton der gewünschten Transportspur anklicken. ð Im unteren Bereich des F…
Einen Funktionstest des Codelesers durchführen, einen Code zuordnen
ü Einen Funktionstest des Codelesers durchführen:
1. Die Transportspur 1 auswählen.
2. Im Rahmen [Vor Maschine] die Schaltfläche anklicken.
ð Diese Schaltfläche ist nur dann vorhanden, wenn der Codeleser über die
SPS mit Spannung versorgt wird. Wenn der Codeleser über seine Schnitt-
stelle mit Spannung versorgt wird, ist diese Schaltfläche nicht verfügbar!
ð Die Spannungsversorgung des Codelesers wird eingeschaltet. Bei einge-
schalteter Spannungsversorgung wird die Schaltfläche gelb dargestellt.
3.
Im Rahmen [Vor Maschine] die Schaltfläche
anklicken.
ð Bei funktionierendem Codeleser wird die Schaltfläche gelb dargestellt.
ð Sobald ein Code gelesen wurde, wird die Schaltfläche aktiv.
ð Der Code wird im Anzeigefeld [Code] angezeigt.
ð Jetzt können Sie den gelesenen Code einem Lötprogramm zuordnen.
ü Einen gelesenen Code einem Lötprogramm zuordnen:
1. Die Schaltfläche
anklicken.
ð Der Dialog [Lötprogramm auswählen] erscheint.
2. Ein Lötprogramm auswählen.
ð Der gelesene Code wird dem Lötprogramm zugeordnet.
6.11.9.2
Codeleser
Betriebsart Einrichten
Eingabedialog
Codeleser Transportspur 1
Vor Maschine In Maschine
Code
Lötprogramm
Bibliothek
Code
Lötprogramm
Bibliothek
Transportspur 4
Codeleser
Codeleser
Codeleser
Codeleser
Codeleser
Transportspur 2
Transportspur 3
Transportspur 1
Sensorik vor Maschine Sensorik in Maschine
SMEMA SMEMA
EIN
Transport
Freigabe an N-1
Sensor ISEL
Hardwaresignal
Softwaresignal
Anzahl Lötgut
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
Transportspur
Bereit
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 205 / 0
Die Eigenschaften einer Transportspur anzeigen
ü Die Eigenschaften der Lötgutverfolgung einer Transportspur anzeigen:
1. Im Rahmen links den Radiobutton der gewünschten Transportspur anklicken.
ð Im unteren Bereich des Fensters befindet sich die Transportlinie. Sie kön-
nen hier für jede angewählte Spur das Lötgut verfolgen. Befindet sich Löt-
gut vor oder in der Maschine, so wird es auf der Transportlinie gelb darge-
stellt:
Codeleser
Eingabedialog
Codeleser Transportspur 1
Vor Maschine In Maschine
Code
Lötprogramm
Bibliothek
Code
Lötprogramm
Bibliothek
Transportspur 4
Codeleser
Codeleser
Codeleser
Codeleser
Codeleser
Transportspur 2
Transportspur 3
Transportspur 1
Sensorik vor Maschine Sensorik in Maschine
SMEMA SMEMA
EIN
Transport
Freigabe an N-1
Sensor ISEL
Hardwaresignal
Softwaresignal
Anzahl Lötgut
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
test_10_C.xml
ERSA
1 0 0
Bereit
Transportspur
Einrichten
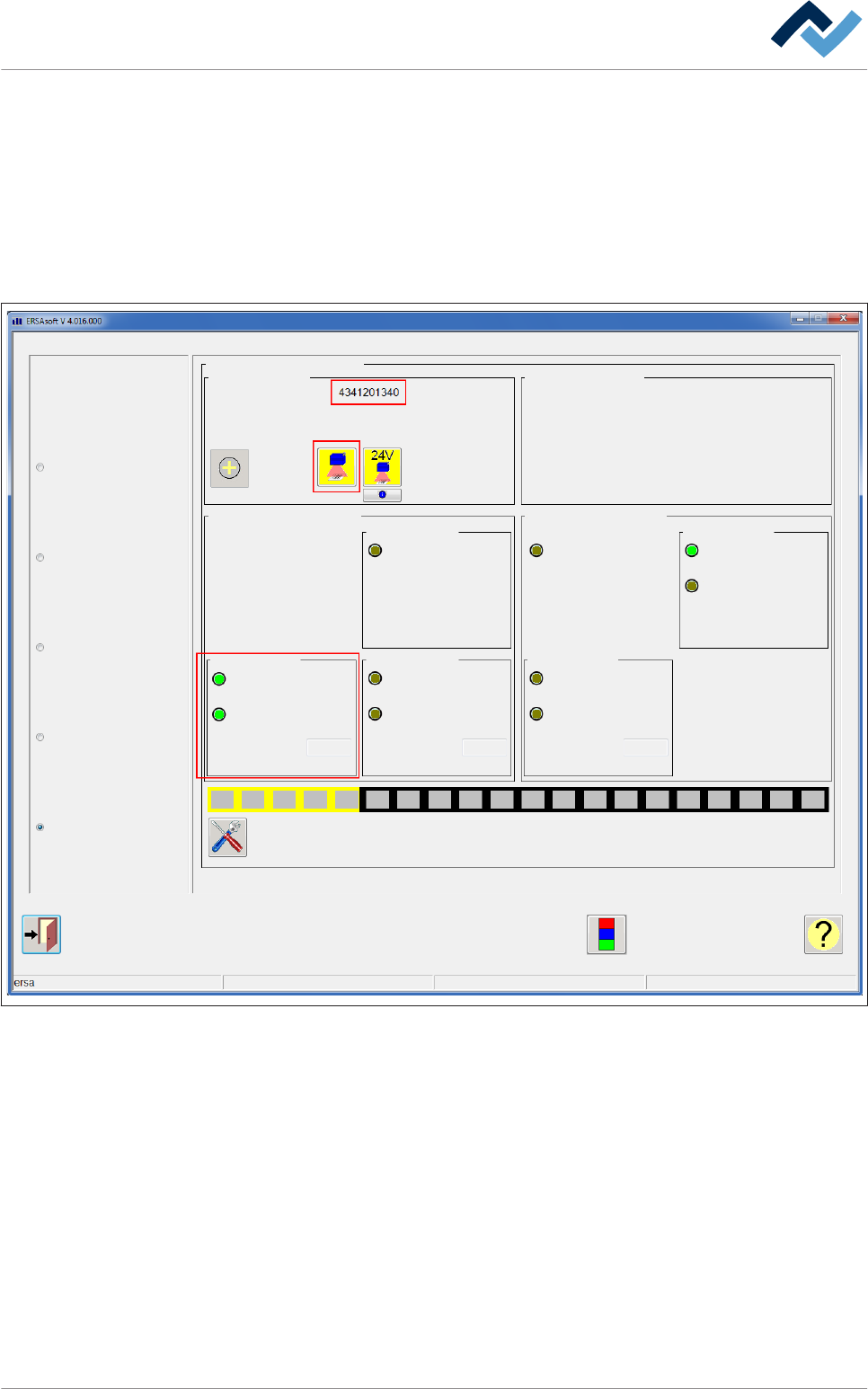
Abb. 66: Transportlinie: In diesem Beispiel befindet sich das Lötgut am [ALB Sensor]. Hardware- und Softwaresignal sind vorhanden,
die LED´s [Hardwaresignal] und [Softwaresignal] werden grün dargestellt. Der Code wurde gelesen. Im nächsten Schritt wird das
Lötgut dann zum [LVA Sensor] transportiert.
6.11.9.3
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 206 / 0
Codeleser
Eingabedialog
Codeleser Transportspur 1
Vor Maschine In Maschine
Code
Lötprogramm
Bibliothek
Code
Lötprogramm
Bibliothek
Transportspur 4
Codeleser
Codeleser
Codeleser
Codeleser
Codeleser
Transportspur 2
Transportspur 3
Transportspur 1
Sensorik vor Maschine Sensorik in Maschine
SMEMA SMEMA
EIN
Transport
Bereit
Freigabe an N-1
Sensor ISEL
Hardwaresignal
Softwaresignal
Anzahl Lötgut
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
test_10_C.xml
ERSA
2 2 1
ERSA test_10_C.xml
Transportspur
Einrichten
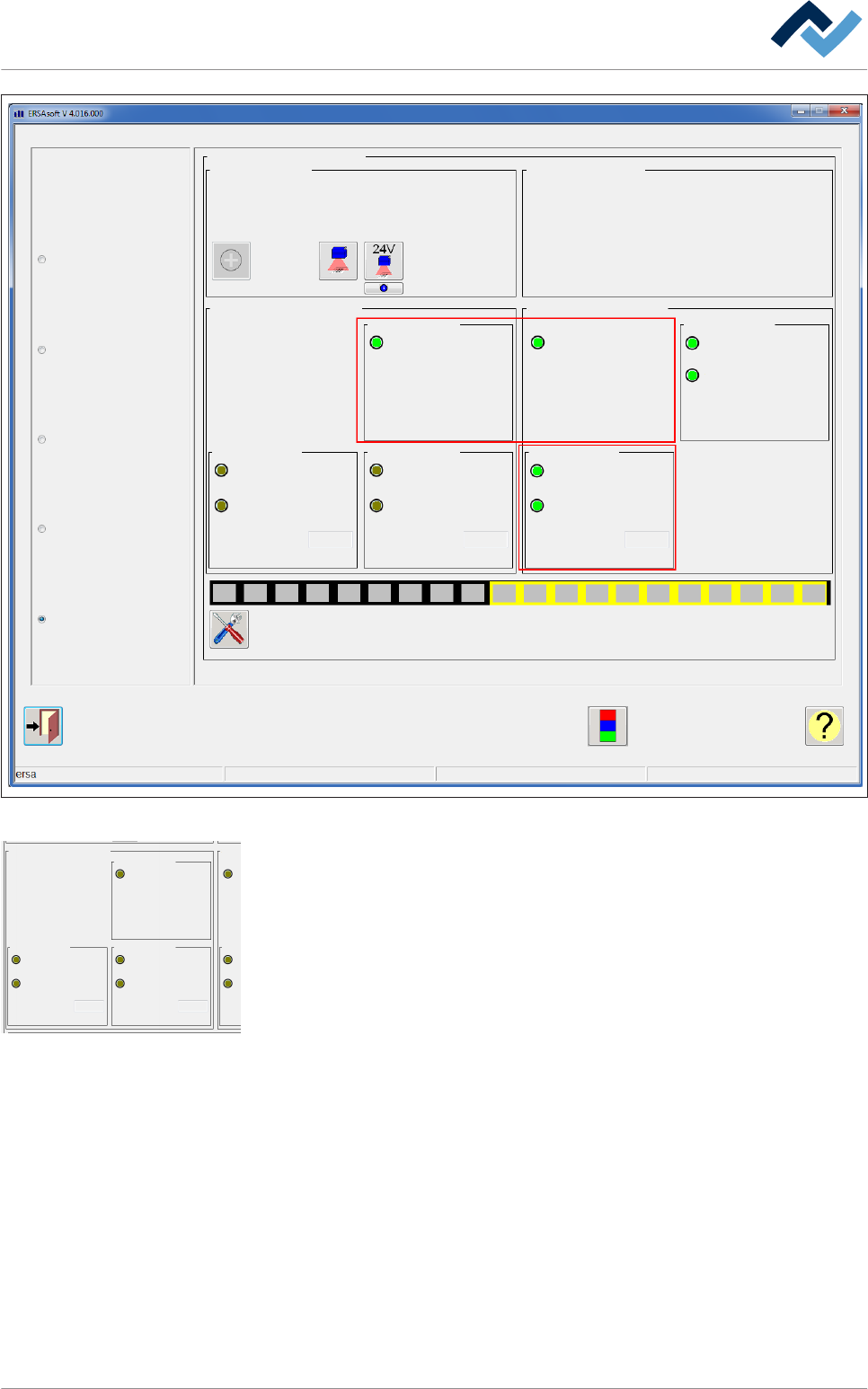
Abb. 67: Transportlinie: Das Lötgut wurde gerade an SMEMA übergeben.
ü Den Status des ALB Sensors ablesen (ALB ist eine Abkürzung für [Anfang Lese
Bereich]).
1. Im Rahmen [Sensorik vor Maschine. Es wird ein Hardwaresignal und ein Soft-
waresignal angezeigt.
ð Wenn das Lötgut vom Sensor registriert wird, wird die LED [Hardwaresig-
nal] grün angezeigt. Dieser Zustand wird an die SPS weitergeleitet.
ð Wenn das Lötgut von der Steuerung am Übergabepunkt sicher erkannt
wird, wird die LED [Softwaresignal] grün dargestellt.
ð Das Anzeigefeld [Anzahl Lötgut] zeigt die Anzahl des bisher registrierten
Lötgutes an.
ü Den Status [SMEMA] (vor der Maschine) ablesen:
1. Im Rahmen [Sensorik vor Maschine]
ð [Board available von n-1]: Zeigt den Status des SMEMA Signals an. Befindet sich
Lötgut vor der Maschine, wird die LED grün dargestellt.
ü Den Status des LVA Sensors ablesen (LVA ist eine Abkürzung für [Lötgut Vor
Anlage]).
1. Im Rahmen [Sensorik vor Maschine]
ð Es wird ein Hardwaresignal und ein Softwaresignal angezeigt.
Codeleser
Sensorik vor Maschine
SMEMA
Hardwaresignal
Softwaresignal
Anzahl Lötgut
LVA Sensor
Board available von n-1
Hardwaresignal
Softwaresignal
Anzahl Lötgut
ALB Sensor
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 207 / 0